Was Hersteller von Lebensmittelverpackungen wissen sollten
Die regulatorischen Anforderungen an Lebensmittelverpackungen nehmen kontinuierlich zu. Neben den etablierten Vorgaben des europäischen Lebensmittelrechts rücken durch die neue Packaging and Packaging Waste Regulation (PPWR) zunehmend Nachhaltigkeit, Recyclingfähigkeit und kritische Stoffgruppen wie PFAS in den Fokus. Gleichzeitig steigen die Anforderungen an Konformitätserklärungen, Migrationsprüfungen und die Bewertung von NIAS (Non Intentionally Added Substances).
Im Innoform Podcast diskutierten Karsten Schröder und Heike Schwertke, Prokuristin und Leiterin des Bereichs Konformitätsarbeit beim Innoform Testservice, die wichtigsten Entwicklungen und Herausforderungen für Verpackungshersteller, Verarbeiter und Inverkehrbringer von Lebensmittelkontaktmaterialien.
Die europäische Gesetzgebung für Lebensmittelkontaktmaterialien
Die rechtliche Grundlage für Lebensmittelkontaktmaterialien bildet die europäische Rahmenverordnung (EG) Nr. 1935/2004. Sie gilt für sämtliche Materialien, die mit Lebensmitteln in Kontakt kommen – unabhängig davon, ob es sich um Kunststoffe, Papier, Glas, Metall oder andere Werkstoffe handelt.
Ziel ist es sicherzustellen, dass keine Stoffe in Mengen auf Lebensmittel übergehen, die die Gesundheit gefährden oder die Eigenschaften des Lebensmittels unzulässig verändern.
Für Kunststoffe existiert mit der Verordnung (EU) Nr. 10/2011 eine detaillierte Einzelmaßnahme. Sie regelt unter anderem:
- Welche Stoffe eingesetzt werden dürfen
- Welche Grenzwerte einzuhalten sind
- Wie Migrationsprüfungen durchzuführen sind
- Welche Informationen entlang der Lieferkette weitergegeben werden müssen
Kunststoffe gehören damit zu den am umfassendsten geregelten Verpackungsmaterialien im Lebensmittelkontakt. Anders sieht dies bei anderen Werkstoffgruppen wie Druckfarben oder Papier aus, für die häufig nationale Regelungen herangezogen werden müssen.
Konformitätserklärungen: Das Rückgrat der Lieferkette
Eine Konformitätserklärung ist weit mehr als ein formales Dokument. Sie dient dazu, Informationen über eingesetzte Stoffe, Grenzwerte und Verwendungsbedingungen entlang der gesamten Lieferkette weiterzugeben.
Der Rohstoffhersteller informiert den Polymerhersteller, dieser den Folienhersteller und schließlich den Verpackungshersteller. Erst dadurch kann der Lebensmittelproduzent beurteilen, ob ein Material für seinen Anwendungsfall geeignet ist.
Besonders wichtig sind dabei Angaben zu:
- spezifisch reglementierten Substanzen
- zulässigen Temperaturbereichen
- Kontaktdauer
- Lebensmittelarten
- durchgeführten Prüfungen und Berechnungen
Eine Konformitätserklärung ersetzt jedoch keine Prüfungen. Sie muss jederzeit durch technische Unterlagen und belastbare Nachweise belegt werden können. Behörden können entsprechende Dokumentationen anfordern.
Migration: Der entscheidende Nachweis
Die zentrale Frage bei Lebensmittelkontaktmaterialien lautet:
Welche Stoffe können tatsächlich in das Lebensmittel übergehen?
Zur Beantwortung werden unterschiedliche Prüfansätze eingesetzt.
Gesamtmigration
Die Gesamtmigration bestimmt die gesamte Stoffmenge, die aus einem Material auf das Lebensmittel übergehen kann. Sie dient vor allem als Maß für die allgemeine Inertheit des Verpackungsmaterials.
Spezifische Migration
Hier werden einzelne Stoffe gezielt untersucht. Dies betrifft insbesondere Stoffe mit toxikologischer Relevanz oder festgelegten Grenzwerten. Die Prüfung dient dem Nachweis, dass diese Stoffe die zulässigen Übergangsmengen nicht überschreiten.
Zusätzlich kommen heute zunehmend Modellrechnungen zum Einsatz, um auf Basis von Stoffeigenschaften und Materialdaten das Migrationsverhalten vorherzusagen.
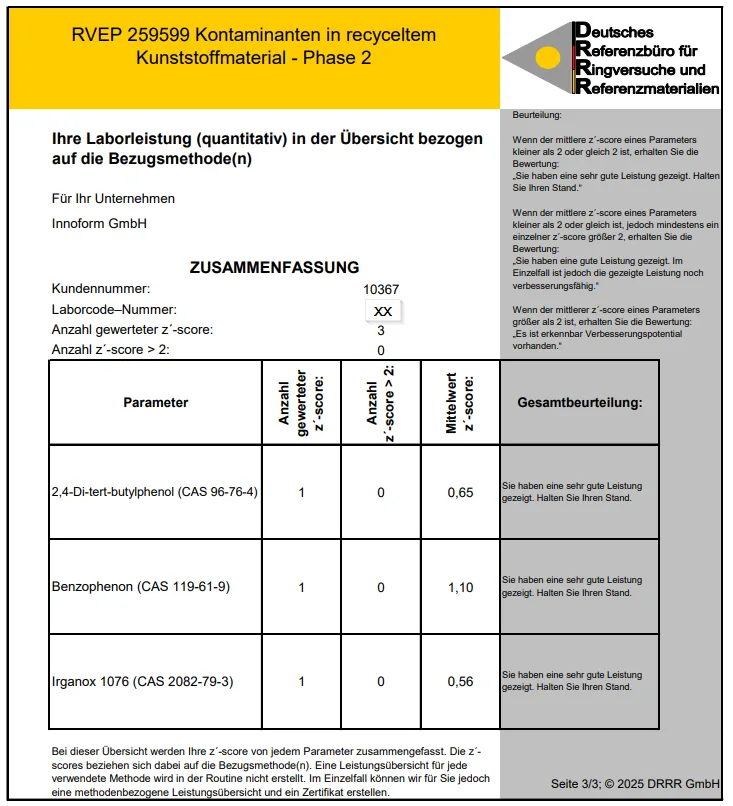
NIAS: Die oft unterschätzte Herausforderung
Besondere Aufmerksamkeit gilt inzwischen den sogenannten NIAS (Non Intentionally Added Substances). Hierbei handelt es sich um Stoffe, die nicht absichtlich eingesetzt werden, sondern beispielsweise als:
- Verunreinigungen
- Abbauprodukte
- Reaktionsprodukte
- Oligomere
im Material enthalten sind oder während der Herstellung entstehen.
Während bekannte Rohstoffe und Additive häufig gut dokumentiert sind, stellen NIAS die Risikobewertung vor besondere Herausforderungen. Viele dieser Stoffe lassen sich nicht allein aus Rohstofflisten ableiten.
Deshalb gewinnen umfassende Screening-Untersuchungen an Bedeutung. Beim Innoform Testservice werden hierfür beispielsweise GC-MS-Verfahren eingesetzt, mit denen auch unbekannte Stoffe identifiziert und bewertet werden können.
Bisphenol A und die Neubewertung kritischer Stoffe
Ein aktuelles Beispiel für die Dynamik der Regulierung ist Bisphenol A (BPA). Die Europäische Union hat die absichtliche Verwendung von BPA in den meisten Lebensmittelkontaktmaterialien inzwischen untersagt.
Grundlage solcher Entscheidungen sind umfangreiche toxikologische Bewertungen durch Institutionen wie:
- die Europäische Behörde für Lebensmittelsicherheit (EFSA)
- das Bundesinstitut für Risikobewertung (BfR)
Die Entwicklung zeigt, dass Hersteller ihre eingesetzten Stoffe kontinuierlich beobachten und regulatorische Veränderungen frühzeitig berücksichtigen müssen.
PPWR: Nachhaltigkeit trifft Produktsicherheit
Mit der Packaging and Packaging Waste Regulation (PPWR) entsteht eine zusätzliche regulatorische Ebene. Während das klassische Lebensmittelrecht vor allem den Verbraucherschutz adressiert, stehen bei der PPWR Aspekte wie:
- Recyclingfähigkeit
- Rezyklatgehalt
- Ressourcenschonung
- Stoffverbote
- Kreislaufwirtschaft
im Vordergrund.
Besonders intensiv diskutiert werden derzeit PFAS. Diese Stoffgruppe wird häufig auch als „Ewigkeitschemikalien“ bezeichnet, da viele Vertreter in der Umwelt nur sehr schwer abbaubar sind. Die PPWR enthält bereits erste Beschränkungen und Anforderungen zur Deklaration entsprechender Stoffe.
Darüber hinaus wird künftig eine zusätzliche Konformitätserklärung gefordert, die Informationen zu Recyclingfähigkeit, PFAS-Gehalten, Schwermetallen und weiteren umweltrelevanten Aspekten enthalten soll.
Wo Unternehmen heute die größten Risiken haben
Aus Sicht der Praxis zeigen sich derzeit vor allem drei kritische Bereiche:
1. Importierte Materialien
Importeure übernehmen rechtlich die Herstellerverantwortung. Konformitätserklärungen allein reichen nicht aus. Erforderlich sind belastbare technische Unterlagen und Prüfberichte, die die enthaltenen Aussagen belegen.
2. Unzureichende Rohstoffinformationen
Gerade bei Stoffen mit technischen Reinheiten von beispielsweise 80–90 % fehlen häufig Informationen über Nebenbestandteile, Verunreinigungen oder Reaktionsprodukte. Diese Daten werden aber zunehmend für die NIAS-Bewertung benötigt.
3. Rezyklate im Lebensmittelkontakt
Mit den steigenden Anforderungen der PPWR werden Recyclingmaterialien an Bedeutung gewinnen. Gleichzeitig stellen sie die Risikobewertung vor neue Herausforderungen, da zusätzliche NIAS, Additive und unerwartete Kontaminationen auftreten können.
Paperization ist keine einfache Lösung
Parallel zum Kunststoffrecycling wächst der Trend zur sogenannten „Paperization“, also zum Ersatz von Kunststoffanteilen durch papierbasierte Lösungen.
Doch Papier löst die regulatorischen Herausforderungen nicht automatisch. Papier enthält ebenfalls Zusatzstoffe, Bindemittel, Druckfarben und funktionelle Beschichtungen. Zudem existiert bislang keine europaweite Einzelmaßnahme für Papier im Lebensmittelkontakt. Die Bewertung erfolgt häufig auf Basis nationaler Empfehlungen und Regelwerke.
Hinzu kommt, dass Papier aufgrund seiner höheren Diffusionsoffenheit migrationsrelevante Fragestellungen teilweise sogar verstärken kann. Auch hier werden in den nächsten Jahren weitere Prüf- und Bewertungsverfahren erforderlich sein.
Fazit
Die Anforderungen an Lebensmittelverpackungen wachsen weiterhin. Klassische Themen wie Konformitätserklärungen, Migrationsprüfungen und Stoffbewertungen bleiben unverzichtbar. Gleichzeitig entstehen durch PPWR, PFAS-Regulierung, Recyclingquoten und Rezyklate neue Herausforderungen.
Für Hersteller bedeutet dies vor allem eines:
Transparente Lieferketten, belastbare Dokumentation und fundierte Prüfungen werden künftig noch wichtiger als heute.
Nur wer seine Materialien, Rohstoffe und potenziellen Risiken kennt, wird langfristig sichere und rechtskonforme Verpackungslösungen anbieten können.