Did you know: Porosität und Permeation gehören nicht in eine Schublade und basieren auf völlig unterschiedlichen Mechanismen. So spricht man von Porosität für das Durchdringen und/oder Durchströmen von z. B. Gasen durch poröse Schichten, wie Defekte in Aluminiumfolien (Poren) oder auch Fehlstellen in anorganischen Barriereschichten wie SiOx und AlOx.
Bei Kunststoffen ohne Poren spricht man hingegen von Permeation, die als Diffusion in der Physik gut beschrieben ist. Diese Permeation, um die es hier gehen soll, hängt vor allem von diesen Faktoren ab:
Temperatur
Zeit
Feuchte => Konditionierungszustand
Material
Kristallinität
Dichte
Dicke
Permeand (Gas)
Partialdruck
Der Partialdruck ist der Druck, der einem Gas in einer Gasmischung zufällt. Bei Meeresniveau und 1013 mbar Luftdruck und 21 % Sauerstoff in der Luft entspricht das einem Partialdruck, der quasi die Haupttriebfeder für die Permeation darstellt, von 213 mbar.
Bei anderen Druckverhältnissen, Mischungen und mehr oder weniger Sauerstoff in der Verpackung steigt der Druck zum Gasaustausch oder er fällt. Wenn beispielsweise schon einiges an Sauerstoff in die Packung permeiert ist, verläuft die Permeation von außen nach innen immer langsamer.
Schaut man sich an, welche Schritte bei der Permeation im und an dem Material ablaufen, so sind das im Wesentlichen diese drei:
Adsorption
Diffusion
Desorption
So muss sich erst das Gas an der Oberfläche lösen, dann durchdringen (diffundieren) und dann wieder entmischen aus dem Material in die andere Atmosphäre auf der Innenseite.
All das beschreibe ich mit einfachen Worten in dem aktuellen Did you Know Video – in der Reihe Flexpackwissen von Innoform.
Diese beiden ähnlich klingenden Bezeichnungen für Barrieren, die wir in Folienverpackungen einsetzen, stiften gelegentlich Verwirrung und sorgen für Missverständnisse. So sind die organischen Barrieren gleichbedeutend mit Kunststoffbarrieren. Die anorganischen dagegen bestehen demnach aus Stoffen, die wir nicht als Kunststoffe bezeichnen. Im Fachgebiet der Folientechnologie sind das:
Aluminiumfolien
Aluminium-Bedampfungen
Aluminium-Oxid-Bedampfungen
Siliziumoxid-Bedampfungen
Wie diese sich grundlegend unterscheiden und welche Eigenschaften damit einhergehen, haben wir in einem kurzen “Did you know Video” erläutert und in diesem Blogartikel schon einmal angerissen. Nun also noch ein ergänzendes Video für mehr #folienwissen.
Wenn Sie mehr über Barrierefolien und Folienverpackungsmaterialien wissen wollen oder müssen, stöbern Sie gerne einmal in unserem Themenbereich Grundlagen Verpackungsfolien. Dort finden Sie auch eine Reihe von sofort abrufbaren “Instant Webseminaren”, die auch immer mal wieder als Live-Event online angeboten werden. Aber auch Vor-Ort-Seminare mit Prof. Markus Schmid oder René Arm und Henrik Annighöfer sind aktuell wieder eingeplant.
Im zweiten Teil unserer Reihe #Folienwissen geht es dieses Mal um den Einfluss der Materialien auf Barrierewirkungen von Folien, insbesondere für Lebensmittelverpackungen. Der Laie denkt natürlich, dass nur das Material die Barriereeigenschaften bestimmt. Das ist aber nicht der Fall. Auch Verarbeitung und Kombination mit anderen Schichten bewirken Barriereveränderungen an Folienverpackungen. Das soll hier aber heute kein Thema sein.
Dennoch kommt dem Material eine grundlegende Bedeutung zu, denn die chemische Struktur der Rohstoffe und die Anordnung der Moleküle – die Kunststoff-Gefüge – spielen eine dominierende Rolle bei fast allen Eigenschaften der Folienverpackungen.
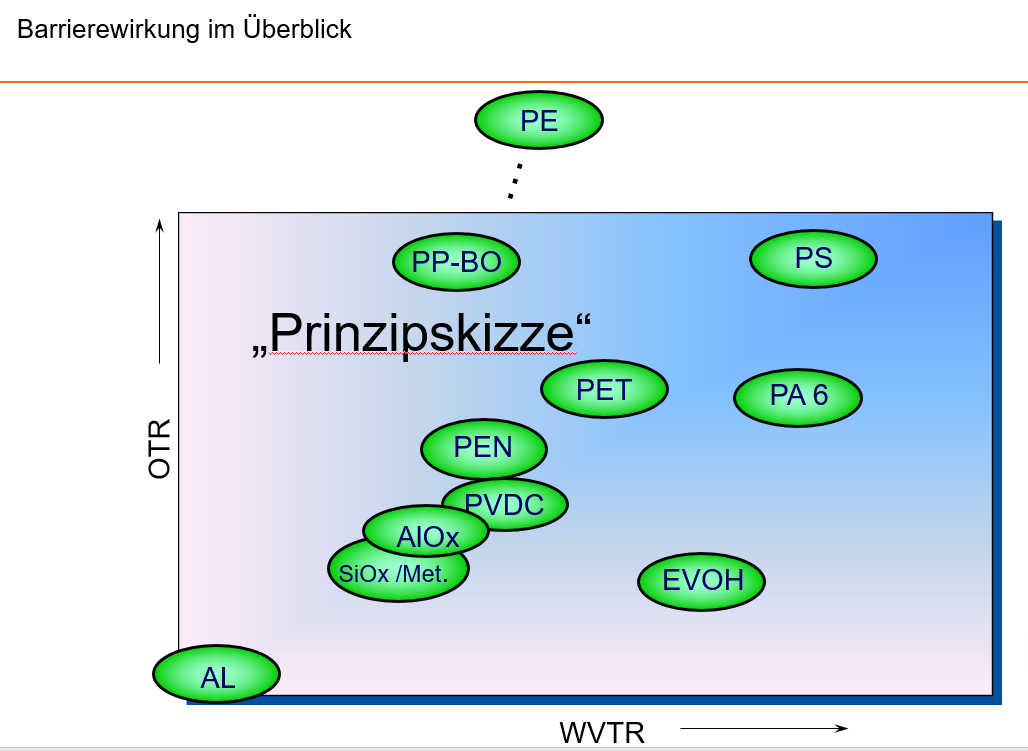
In dieser Grafik wird die allgemeine Bedeutung von unterschiedlichen Materialien beschrieben. Diese sehr grobe Einteilung nach Sauerstoffdurchlässigkeit (OTR = Oxygen Transmission Rate) und Wasserdampfdurchlässigkeit (WVTR = Water Vapour Transmission Rate) zeigt die grundlegenden Barrierewirkungen der Kunststoffe (organische Barrieren) und der Bedampfungen und Aluminium (anorganische Barriere). Diese sind hier unabhängig von Verarbeitung und Dicke sehr grob eingeteilt.
Quelle: Fraunhofer Institut, Prof. Dr. Langowski
Man kann erkennen, dass z. B. das PE kaum eine Barriere gegen Sauerstoff, aber durchaus eine nennenswerte gegen Wasserdampf aufweist. Daher wird es auch als Wasserdampfbarriere, z. B. in Papierverpackungen wie Zementsäcken, verwendet. Aluminiumfolie ist unangefochtener Spitzenreiter bei beiden Eigenschaften (OTR und WVTR). Dazwischen liegen die anorganischen Beschichtungen, auch Bedampfungen genannt – die Metallisierung (Met.), Aluminiumoxid (AlOx) und das Siliziumoxid (SiOx). Diese anorganischen Barrieren zeigen eine gute Sperrwirkung gegen beide Gase im Gegensatz zu den meisten Kunststoffen, den organischen Barrieren, die eher immer nur gegen eines der beiden Parameter – Sauerstoff oder Wasserdampf – gute Barrieren liefern.
In dem kurzen Video erhalten Interessierte weitere Informationen zwischen den Zeilen und einen Einblick in unsere beliebten Webseminare.
In unserer Reihe #Folienwissen für alle geht es heute um die Einstufung von Barrierefolien. Wann fängt Barriere an und was ist eine Hochbarriere überhaupt? Wenn wir diesen Begriff der Barriere verwenden, muss erst einmal klar werden, um welche Barriere es sich handelt. Meistens betrachtet man theoretisch die beiden “gegenläufigen” Barrieren Sauerstoff- und Wasserdampfbarriere, die für Lebensmittelverpackungen von besonderer Bedeutung sind.
Wasserdampfbarriere beschreibt dabei die Neigung, das Austrocknen zu verhindern und die Sauerstoffbarriere gibt Anhaltspunkte dafür, wie lange ein Sauerstoff empfindliches Lebensmittel haltbar gemacht werden kann. Die Kehrwerte/Gegenteile nennt man anstatt Barriere Durchlässigkeit.
Hier haben wir einmal eine grobe Übersicht erstellt, wie man diese abstrakten Eigenschaften flexibler Verpackungen einstufen kann. Bevor wir da aber einsteigen, vorab kurz zu den Einheiten und Rahmenbedingungen:
Permeation, also Barriere, ist temperaturabhängig
Organische Barriere zeigt zudem noch eine Abhängigkeit zum Feuchtegehalt in der Barriereschicht bzw. der Umgebung
Sauerstoffbarriere wird in cm³/m²xdxbar angegeben (d=day=Tag, und bar steht für die Druckdifferenz zwischen innen und außen
Wasserdampfdurchlässigkeit gibt man hingegen in g/m²xdxbar
Um sich etwas vorstellen zu können, erklären wir die Messgröße immer so: Die Sauerstoffdurchlässigkeit gibt die Menge an Sauerstoff in cm³ an, die pro Tag und pro Quadratmeter Folie hindurch permeiert sprich durchdringt. Dabei entspricht ein Kubikzentimeter (cm³) etwa einem Stück Würfelzucker.
Zu diesem Thema gibt es übrigens auch ein kurzes rund 6-minütiges Video, in dem ich intensiver bespreche. Klicken Sie doch einfach mal auf die Tabelle.
Wenn Sie einmal selbst überschlagen wollen, welche Barriere ein bestimmter Folientyp hat, dann nutzen Sie gerne unseren kostenlosen Permeationsrechner des Innoform Testservice. Dort machen wir reichlich Permeationsmessungen mit allen gängigen Versuchsaufbauten und Gasen, die für die Praxis relevant sind.
Fragen, Kommentare oder Ergänzungen und Korrekturen gerne an ks@innoform.de
Wussten Sie, dass Verpackungsfolien immer sogenannte Additive enthalten? Aber warum ist das so, welche sind das und warum gibt man Additive zu Folien dazu?
Das sind Fragen, die wir immer wieder in unseren Seminaren und Webseminaren hören. In diesem kurzen Abriss stellen wir wichtige Additive vor, erläutern die beiden Gruppen der migrierenden und nicht migrierenden Additive und erklären, warum man das als Folienhersteller, aber auch als Verpacker und Händler wissen sollte.
Um es nicht zu kompliziert zu machen, teilen wir grob in zwei Klassen ein, die für die Praktiker wichtig sind. Wir kennen migrierende und nicht migrierende Additive.
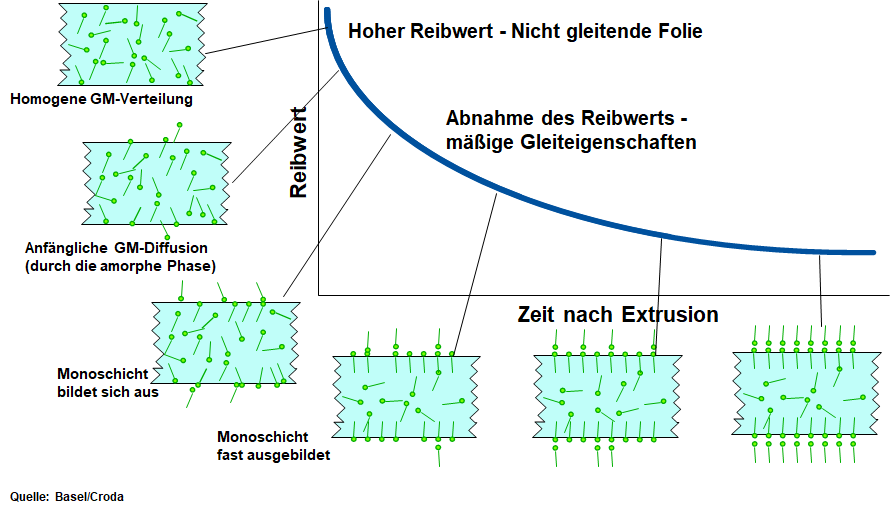
Das typischste Beispiel für die migrierenden Additive ist das Gleitmittel, das fast immer in Verpackungsfolien vorkommt. Wie der Name schon sagt, sorgt es für ein optimiertes Gleitverhalten der Folie z.B. beim Abpackprozess. In der Regel versucht man einen konstant niedrigen Gleitreibwert zu erhalten. Besonders häufig setzt man es bei den “eher stumpfen” Polyolefinen” wie Polyethylen (PE) und Polypropylen (PP) ein. Diese Folien lassen sich ohne Gleitmittel oft gar nicht oder nur sehr umständlich über z.B. Stahlflächen, Formschultern in Abpackmaschinen oder Leitblechen ziehen. Mit der Zugabe von Gleitmittel – heute meistens Erucasäureamid (ESA) – verringert sich die Haft- und Gleitreibung zu niedrigeren werden. Das heißt die Folie gleitet leichter über Stahl, Holz und sich selbst.
Dieser Effekt tritt aber erst dann ein, wenn sich das Gleitmittel (ESA) aus der Folie an den Oberflächen zu einer durchgängigen Schicht ausgebildet hat. Dieses kann je nach Folienrezeptur, Wickeldruck und Mengenzugabe zwischen einigen Stunden bis hin zu einigen Wochen dauern. Wichtig für den Verarbeiter dabei ist eben, dass vor dem Abpacken das Gleitmittel auch wirklich auf der Folienoberfläche liegt und nicht mehr in der Folie selber gelöst ist.
In diesem Schaubild von Borealis wird schematisch dargestellt, wie nach der Folienherstellung (Extrusion) das Gleitmittel nach und nach an die Oberfläche wandert (migriert), bis sich ein gleichmäßiger Film von Erucasäureamid an der Oberfläche gebildet hat. Jedes Additiv hat auch Nebenwirkungen. Die Gleitmittel haben gleich eine ganze Menge davon:
Sie erschweren das Kaschieren und Bedrucken
Sie können zu Ablagerungen an Walzen und Blechen führen
Sie führen manchmal zum Kleben, warum man auch Antiblockmittel in Kombination verabreicht.
Und damit kommen wir zum Beispiel der nicht migrierenden Additive, dem Antiblockmittel. Das Antiblockmittel soll das aneinander haften der Folien beim Abwickeln oder später beim Öffnen der Beutel verbessern. Stark vereinfacht zeichnen sich alle nicht migrierenden Additive dadurch aus, dass sie gleichmäßig in der gesamten Folienmatrix verteilt sind. Man kann also sofort nach der Extrusion mit den Eigenschaften rechnen. Das bedeutet aber auch, dass man die gesamte Folie mit dem Additiv “füllen” muss, was insbesondere bei Antiblockmitteln zu Trübungen führen kann. Antiblockmittel können wir uns hier als fein gemahlenen Sand vorstellen. Dieser feine Sand bewirkt, dass zwischen den Folienlagen immer etwas Raum bleibt – beim Wickeln und auch nachher bei den Beutelinnenseiten.
Das verbessert nicht nur das Auf- und Abwickelverhalten, sondern führt auch dazu, dass Gleitmittel schneller und konstanter ihre Wicklung entfalten können. Daher werden Antiblockmittel (nicht migrierend) und Gleitmittel (migrierend) oft gemeinsam verabreicht – man könnte also von einem Kombipräparat sprechen. Fast alle Additive lassen sich in diese 2 Gruppen unterteilen und folgen den gleichen Gesetzmäßigkeiten. Eine gute Idee ist es daher, bei jedem Additiv zu überlegen, wie es sich wohl verhalten wird.
Was bedeuten eigentlich die Begriffe organische und anorganische Barriereschichten? Darum geht es nicht nur in diesem Beitrag, sondern auch beim 4. Inno-Talk am 21. Mai.
Einfach ausgedrückt sind die organischen Barriereschichten auf Kunststoffen basierend.
Es sind Schichten wie
Polyamid (PA)
Ethylen-Vinylalkohol (EVOH)
Poly-Acrylnitril (PAN)
Polyvinylidenchlorid (PVDC), welchem aber eine Sonderrolle zufällt.
Allgemein lässt sich sagen, dass diese Schichten in nennenswerten Dicken in Folien vorliegen müssen, damit diese ihre Barriere insbesondere gegen Sauerstoff und Aromen/ Gerüche ausbilden können. Hier sind von einigen wenigen µm (1000tel mm) bis hin zu 100 µm üblich für Folienverpackungen. Insbesondere beim EVOH pendeln sich die üblichen Schichtdicken im Bereich von 2 – 10 µm für Verpackungszwecke ein.
Die notwendige Schichtdicke ergibt sich dabei aus der Anforderung des verpackten Gutes und der Eigenschaft des Materials. So ist beispielsweise PA wesentlich “durchlässiger” gegenüber Sauerstoff als EVOH oder PVDC, aber deutlich dichter als PE und PP.
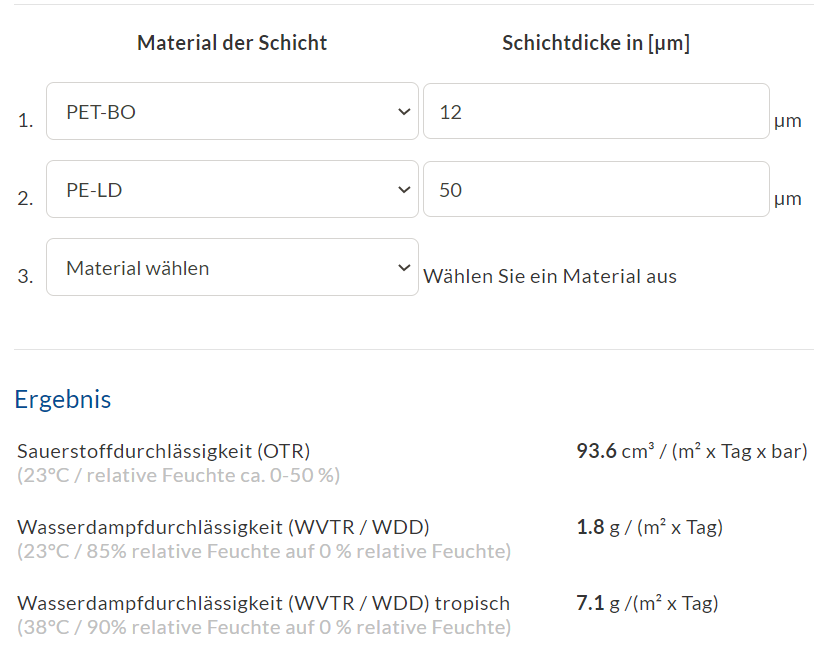
Wer einmal seine Folien “durchrechnen” möchte, kann dieses kostenlos mit dem Innoform Permeationsrechner tun. Hier ein paar Beispielrechnungen üblicher Verbundfolien:
Dieser Verbund ist ein Standard für Verpackungsfolien ohne besondere Barriereanforderungen gegen Sauerstoff und Aromen durch das Füllgut. Beispiele sind Snacks, Waschmittel oder Süßwaren.
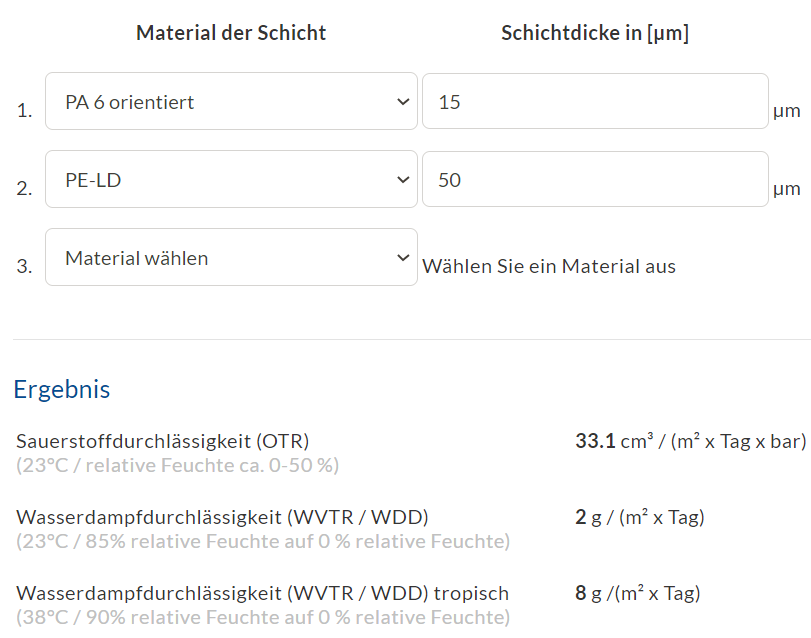
Die PA/PE Verbunde hingegen bieten schon einen deutlich besseren Schutz gegen Sauerstoff und Aromen. Hier werden nur durch den Austausch der PET-BO Folie durch eine PA-BO Folie deutliche Verbesserungen (Faktor 3) erreicht. Beispiele hierfür sind eingelegte Gemüse-, Fisch- und Fleischverpackungen sowie alles, was eine erhöhte Durchstoßfestigkeit verlangt. Denn Barriere ist nur eine von vielen Anforderungen an Folienverpackungsmaterialien.
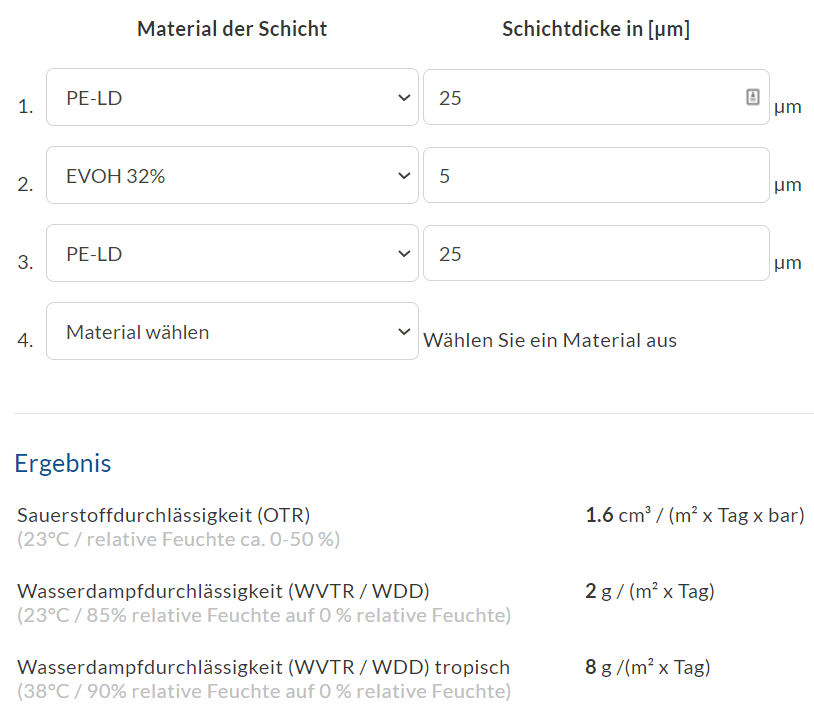
Die Folie mit der größten Sperrwirkung gegen Sauerstoff und Aromen ist die EVOH-Variante. Diese Folien werden im Gegensatz zu den o.g. Varianten im Koextrusionsverfahren hergestellt und können dann anschließend ebenfalls weiter mit Klebstoff kaschiert werden – z.B. zu PP-BO, um eine bessere Maschinengängigkeit zu erlangen. Diese Konstruktionen bieten nicht nur den Vorteil der besten Barriere, sondern ermöglichen auch ein “Monomaterial” aus reinen Polyolefinen, zu denen PP und PE, aber auch EVOH gezählt werden, und die sich durchaus gemeinsam mechanisch recyceln lassen.
All diese organischen Barriereschichten eint, dass sie thermoplastisch sind und mit der Extrusion hergestellt werden können. Das macht sie insbesondere für Folienanwendungen so interessant. Nachteile gibt es aber natürlich auch. All diese Materialien zeigen einen Abfall der Barriere bei höheren Feuchtigkeiten und eine Abnahme der Barriere bei steigender Temperatur. Eine Ausnahme bildet das PVDC, welches man aber u. a. aus Umweltgründen aus der Lebensmittelverpackung verbannt hat.
Die anorganischen Barrieren wie Aluminiumfolien in 6-12 µm (AL), die wir hier nicht näher betrachten, aber vor allem Bedampfungen wie
AL-Metallisierungen (met)
Siliziumoxid (SiOx)
Aluminiumoxid (AlOx)
zeigen diese Abhängigkeit vom Klima auf die Barriereeigenschaften nicht. Daher sind gerade bei Verpackungsentwicklern zunehmend die Bedampfungen attraktiv. Sie sind transparent oder silbrig glänzend – je nach Ausführung. Sie zeigen Barrierewerte wie die EVOH-Schichten im Top-Level und sind enorm kostengünstig herzustellen. Nachteil ist: Sie sind kratzempfindlich und offline zu beschichten. Dennoch zeigen sich zunehmende Mengen in den Regalen. Auffallend bei diesen anorganischen Bedampfungen
AlOx
SiOx
AL-Metallisierung
ist die sehr geringe Schichtdicke von einigen wenigen hundert Nanometern. Diese Schichten sind so dünn, dass aus heutiger Sicht keine Beeinträchtigung beim mechanischen Recycling zu erwarten oder bisher zu beobachten ist.
Zusammenfassend lässt sich sagen, dass die anorganischen Bedampfungen auf dem Vormarsch zu sein scheinen ob ihrer genialen Eigenschaftsprofile. Das reine Aluminium als Folie wird dadurch maßgeblich verdrängt. Motoren dafür sind Kosten und Entsorgungs-Sorgen. Die organischen Schichten hingegen punkten bei besonders beanspruchten Materialien wie Thermoformfolien oder extremen Knitterbeanspruchungen. In tropischen Klimaten sowie Sterilisationsanwendungen verlieren diese zu Gunsten der Bedampfungen oder auch noch den Alu-Folien an Boden.
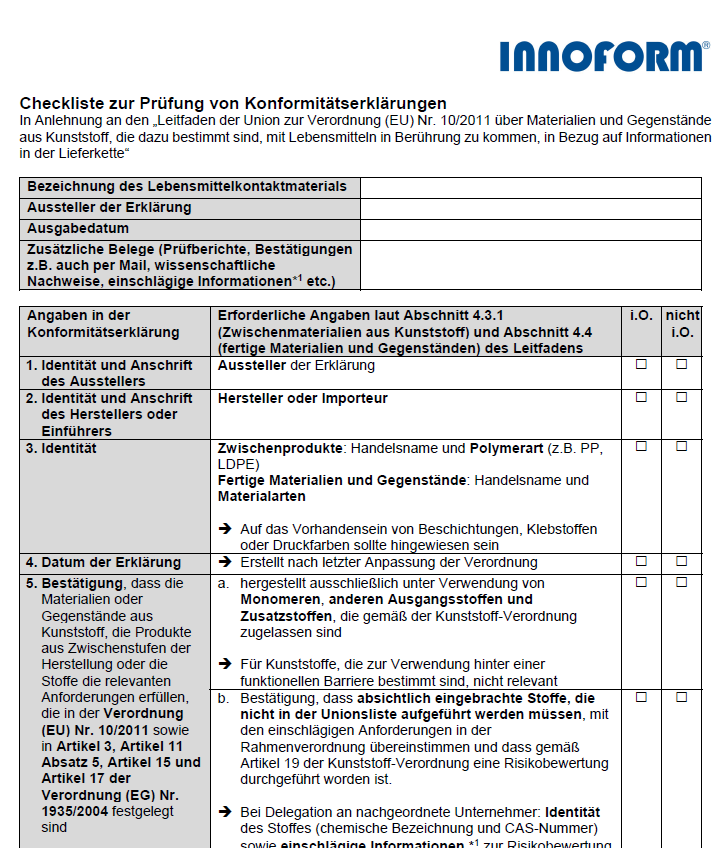
Die Übereinstimmung von Lebensmittelkontaktmaterialien aus Kunststoff mit den gesetzlichen Forderungen kann nur gewährleistet werden, wenn entlang der Lieferkette einschlägige Informationen zwischen Lieferanten und Kunden ausgetauscht werden. Doch haben sie immer an alles gedacht, alles gecheckt und dokumentiert? Wir haben uns dafür eine Checkliste angelegt.
Denn der Artikel 15 der Verordnung (EU) 10/2011 gibt vor, dass für jene Materialien Konformitätserklärungen zu erstellen sind, die dem Anhang IV entsprechen. Damit sichergestellt wird, dass diese Erklärungen alle erforderlichen Informationen enthalten, haben wir eine Checkliste entwickelt. Man kann diese benutzen um eigene Erklärungen zu kontrollieren und zu optimieren, aber natürlich auch um Dokumente der Lieferanten zu überprüfen. Haben wir Ihr Interesse geweckt? Dann können Sie die Checkliste hier kostenlos anfordern.
Wir senden Ihnen dann kostenlos die Checkliste zu und freuen uns, damit einen kleinen Beitrag zur Verpackungssicherhiet beizutragen.
Dieses Thema bewegt unsere Industrie seit Jahren hin zu immer mehr Produktsicherheit. So zumindest der Wunsch der Legislative. Wir stellen hier relevantes Wissen für Packmittelhersteller und Anwender zur Verfügung. Egal, ob Handel, Lebensmittel- oder Konsumgüterhersteller. Die Anforderungen greifen ineinander und sind von enormer Bedeutung. Wir ziehen an einem Strang. Doch welche Themen sind das aktuell?
In diesem aktualisierten Grundkurs findet sich das Fachwissen zu lebensmittelrechtlichen Vorgaben und praktischen Verfahren rund um die Themen Konformitätserklärungen und Migration (einschließlich Verordnung (EU) Nr. 10/2011).
Ausgehend von einer Einführung in die rechtlichen Rahmenbedingungen werden natürlich auch Themen behandelt wie:
GMP und Konformitätserklärungen
Wechselwirkung zwischen Füllgut und Verpackung
Verantwortung in der Lieferkette und Risiken
Mit den beiden Referenten werden Kompetenzen gebündelt und der Tagesablauf kurzweilig gestaltet. An beiden Tagen finden auch Übungen statt, um erlerntes Wissen an Praxisbeispielen zu erproben.
Ähnliche Inhalte bieten unsere Webseminare zu diesem Themengebiet, aber deutlich kompakter dargeboten:
In unregelmäßigen Abständen bieten wir darüber hinaus eine Tagung/Konferenz an, wenn es der Innovationsgrad erfordert. Diese Unterlagen sind natürlich auch immer nach der Tagung weiterhin abrufbar:
Das Bundesamt für Verbraucherschutz und Lebensmittelsicherheit hat die Daten zur Lebensmittelüberwachung 2018 veröffentlicht.
Insgesamt haben die Lebensmittelkontrolleure 504.730 Betriebe unangekündigt überprüft. Es wurden 366.986 Proben untersucht.
8.647 Proben entfielen auf Bedarfsgegenstände mit Lebensmittelkontakt. Dazu gehören unter anderem Küchenutensilien, Geschirr, Besteck und Lebensmittelverpackungen. 1.152 dieser Proben wurden beanstandet. Die Quote der Beanstandungen bei Gegenständen und Materialien mit Lebensmittelkontakt sank im Vergleich zum Vorjahr von 15,4 auf 13,3 %. Hauptursachen für Beanstandungen waren Verstöße bei der Kennzeichnung/Aufmachung mit 50,8 % (2017: 53,7 %).
Nachhaltig, natürlich, unbedenklich, biologisch abbaubar, kompostierbar, umweltschonend, spülmaschinenfest, aus nachwachsenden Rohstoffen, ökologisch wertvoll, recyclebar, wiederverwendbar, 100 % Bambus … Das sind nur einige Argumente, mit denen die Hersteller ihre Coffee-to-go-Becher als Alternative zu Plastik anbieten.
Neben Bambus sind aber auch Kunststoffe wie Melaminharz oder Harnstoff-Formaldehydharze enthalten. Dieses Bambusgeschirr hat eine matte Oberfläche und eine Holzmaserung ist nicht zu erkennen.
Wenn die Becher mit heißen Flüssigkeiten gefüllt werden, die heißer sind als 70 Grad, migrieren die Bausteine des Melaminharzes – Formaldehyd und Melamin – in das Lebensmittel.
So bestätigte der vzbv ( Bundesverband der Verbraucherzentralen und Verbraucherverbände – Verbraucherzentrale Bundesverband e.V. ), dass 2018 und 2019 ALLE insgesamt 37 untersuchten Proben von Bambusprodukten den Grenzwert für Formaldehyd deutlich überschritten haben, und dass eine Probe zusätzlich den Grenzwert für Melamin nicht eingehalten hat.
Das Europäische Schnellwarnsystem für Lebensmittel- und Futtermittel hatte schon 2018 in seinem Bericht auf Seite 31 bekannt gegeben, dass der Anstieg der Warnungen für Bedarfsgegenstände um 17 % zum Teil auf „Bambus – Geschirr“ zurückzuführen ist.