So stellen Sie sicher, dass Ihre Lebensmittelkontaktmaterialien den EU-Vorgaben entsprechen
Die Konformitätserklärung ist ein zentrales Dokument, das bestätigt, dass ein Produkt die grundlegenden Anforderungen der EU für Materialien mit Lebensmittelkontakt erfüllt. Doch wie kann man sicherstellen, dass die enthaltenen Angaben vollständig, korrekt und aktuell sind?
Die Einhaltung der EU-Vorgaben – insbesondere der Verordnung (EU) Nr. 10/2011 – kann nur gewährleistet werden, wenn entlang der gesamten Lieferkette relevante Informationen zwischen Lieferanten und Kunden transparent ausgetauscht werden. Die bereitgestellten Informationen müssen klar und präzise sein und sich auf die tatsächliche Zusammensetzung des Materials beziehen. Genau hier setzt unsere überarbeitete Checkliste zur Konformitätserklärung an.
Was ist neu?
Anlässlich der 19. Anpassung der Verordnung (EU) Nr. 10/2011 durch die Verordnung (EU) 2025/351 haben wir unsere Checkliste zur Überprüfung von Konformitätserklärungen umfassend aktualisiert. Sie unterstützt Sie dabei, Ihre Dokumentation systematisch auf Vollständigkeit und Konformität mit Anhang IV der Verordnung zu prüfen. Die bereitgestellten Informationen müssen klar und präzise sein und sich auf die tatsächliche Zusammensetzung des Materials beziehen.
Was bietet die Checkliste?
Eine strukturierte Übersicht aller erforderlichen Angaben gemäß Anhang IV
Zusätzliche Hinweise zur Bewertung der Konformität
Unterstützung bei der Identifikation von Lücken oder delegierten Aufgaben
Mit dieser Checkliste zur Konformitätserklärung erhalten Sie ein praxisnahes Werkzeug, um Ihre Konformitätserklärungen effizient zu prüfen und gegebenenfalls notwendige Maßnahmen einzuleiten.
Die Checkliste können Sie kostenlos unter fcm@innoform.de anfordern.
Hinter der Abkürzung „PFAS“ verstecken sich sogenannte per- und polyfluorierte Alkylverbindungen (per- and polyfluoroalkyl substances). Dies ist eine große Gruppe von mehreren tausend Chemikalien (ca. 5 Tsd. – 15 Tsd. je nach Quelle der Informationen), die seit Jahrzehnten aufgrund ihrer wasser-, fett- und schmutzabweisenden Eigenschaften in zahlreichen industriellen und verbrauchernahen Anwendungen eingesetzt werden. Besonders häufig finden sie sich in papierbasierten Lebensmittelverpackungen – etwa in Fast-Food-Verpackungen, Pizzakartons oder Mikrowellenpopcorntüten. Bei Lebensmittelkontaktmaterialien ist der wohl bekannteste Vertreter dieser Gruppe das Polytetrafluorethylen, welches unter dem Handelsnamen „Teflon®“ für Antihaftbeschichtungen von z.B. Kochutensilien (Töpfe, Pfannen) zum Einsatz kommt.
Spätestens seit Inkrafttreten der „PPWR“ (Packaging and Packaging Waste Regulation – Verordnung (EU) 2025/40) ist das Thema PFAS in aller Munde und führt bei vielen zu Unsicherheiten, wie mit diesen Stoffen umgegangen werden soll.
Dieser Artikel gibt Ihnen einen kurzen Überblick über die wichtigsten Informationen zum Thema PFAS und beantwortet die Frage, ob und wie sie als Hersteller/Verwender von Lebensmittelverpackungen tätigen werden sollten.
Migration aus Verpackungen in Lebensmittel
PFAS sind besonders problematisch, da sie chemisch extrem stabil sind, d.h. sie widerstehen biologischem Abbau, Hitze, Licht und Chemikalien. Sie werden häufig in papierbasierten Lebensmittelverpackungen verwendet, um Feuchtigkeits- und Fettbeständigkeit zu gewährleisten, aber auch in flexiblen Folienverpackungen kommen sie als Extrusions-Hilfsmittel bzw. Prozessadditive zum Einsatz. Diese „forever chemicals“ können dann aus (beschichteten) Verpackungen in Lebensmittel migrieren, vor allem bei Kontakt mit heißen, fettigen oder flüssigen Speisen. Studien zeigen, dass Lebensmittel aus PFAS-beschichteten Verpackungen signifikante Mengen dieser Substanzen bzw. deren Reaktionsprodukte aufnehmen können.
Ein wichtiger Aspekt: Auch als „kompostierbar“ oder „nachhaltig“ deklarierte Verpackungen, beispielsweise aus geformtem Zellstoff, enthalten oft PFAS, um die notwendigen Barriereeigenschaften gegen Fett und Feuchtigkeit zu erzielen. Solche Materialien können bei der Kompostierung PFAS freisetzen, die dann erneut in die Umwelt und somit potenziell zurück in die Nahrungskette über Böden, Pflanzen oder Tierfutter gelangen.
Gesundheitliche Risiken und Alternativen
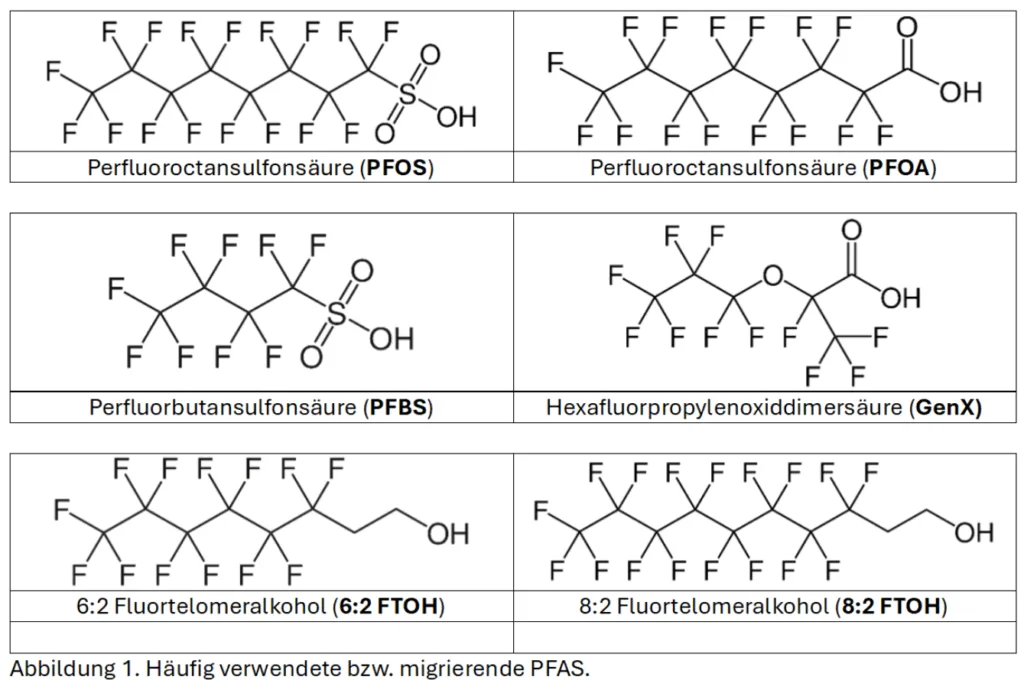
PFAS sind extrem persistent und bioakkumulativ, sie reichern sich vor allem in Blut, Leber und Lunge an. Der Großteil der menschlichen Exposition erfolgt über die Ernährung, laut Schätzungen rund zwei Drittel, sowie über Trinkwasser und Hausstaub. Die chronische Aufnahme von PFAS über kontaminierte Lebensmittel stellt ein immer größer werdendes Risiko dar. Die gesundheitlichen Risiken sind mittlerweile gut dokumentiert, insbesondere langkettige PFAS (z.B. PFOA, PFOS) sind mit gesundheitlichen Problemen wie Fortpflanzungsstörungen, Immunsuppression und Tumorbildung verbunden. Aber auch neuere, kurzkettige Alternativen wie GenX (benannt nach dem Herstellungsprozess) oder PFBS weisen toxikologische Effekte auf und werden aufgrund ihrer hohen Mobilität und Umweltpersistenz kritisch bewertet. (G. Glenn et al. Per‑ and polyfluoroalkyl substances and their alternatives in paper food packaging. Comprehensive Reviews in Food Science and Food Safety, 2021)
Angesichts der bekannten Risiken besteht ein wachsender Bedarf an PFAS-freien, funktional gleichwertigen aber gleichzeitig auch biologisch abbaubaren Verpackungslösungen. Derzeit getestete Alternativen, etwa auf Basis von Polysacchariden (z. B. Stärke, Chitosan), Proteinen oder Polymilchsäure (PLA), erreichen bisher nur begrenzt die gewünschten Fett- und Feuchtigkeitsbarriere-Eigenschaften.
Analytische Herausforderungen
Die Herausforderung bei der PFAS-Analyse liegt in ihrer strukturellen Vielfalt und der niedrigen Konzentration, in der sie vorkommen. Moderne Analysenmethoden wie Flüssigchromatographie gekoppelt mit hochauflösender Massenspektrometrie (LC-QTOF, LC-MS/MS) ermöglichen den Nachweis selbst kleinster Mengen in verschiedenen Matrices, einschließlich Lebensmitteln und Umweltproben. Diese Systeme erlauben auch die Identifikation bisher unbekannter PFAS oder Abbauprodukte – eine wichtige Voraussetzung für Regulierungen und Risikoabschätzungen. Mit diesen Methoden kann allerdings nicht sichergestellt werden, dass alle PFAS detektiert und quantifiziert werden, so dass häufig der Gesamtfluorgehalt mittels Veraschung in der Sauerstoffbombe und Ionenchromatografie bestimmt wird. Allerdings lassen sich damit anorganische und organische Fluoride nicht trennen, so dass Fehlinterpretationen möglich sind.
PPWR: Ein regulatorischer Wendepunkt
Die Verordnung (EU) 2025/40, eine zentrale Initiative der EU zur Kreislaufwirtschaft, sieht umfassende Regelungen für Verpackungen vor, mit dem Ziel, Verpackungsmüll bis 2040 deutlich zu reduzieren und Materialien sicher und recyclingfähig zu gestalten. Besonders relevant: Die PPWR enthält klare Anforderungen an die Sicherheit von Materialien mit Lebensmittelkontakt.
Im aktuellen Verordnungstext wird explizit auf die Reduktion „besorgniserregender Stoffe“ in Verpackungen abgezielt – PFAS stehen dabei im Fokus. Hersteller müssen künftig nachweisen, dass ihre Verpackungen frei von persistenten, bioakkumulierbaren und toxischen Stoffen wie PFAS sind. So dürfen nach Ablauf der Übergangsfrist am 12.08.2026 Lebensmittelverpackungen nicht mehr in Verkehr gebracht werden, wenn sie PFAS in folgenden Konzentrationen enthalten:
25 ppb für jedes gezielt analysierte PFAS (ohne polymere PFAS)
250 ppb für die Summe der PFAS, gemessen als Summe aus gezielter Analyse und ggf. Abbau von Vorläuferverbindungen (ohne polymere PFAS)
50 ppm für PFAS (einschließlich polymere PFAS); bei einem Gesamtfluorgehalt über 50 mg/kg muss der Erzeuger oder Importeur auf Verlangen Nachweise über die Menge des gemessenen Fluors vorlegen.
Diese Regelungen sind besonders relevant für Hersteller von Lebensmittelverpackungen, die mit der Messung des Gesamtfluorgehaltes schon jetzt prüfen können, ob Handlungsbedarf besteht.
Bei Fragen wenden Sie sich bitte an fcm@innoform.de. Wir erstellen Ihnen gerne ein Angebot für die Bestimmung des Gesamtfluorgehaltes.
Verwendungsverbot für Bisphenol A und Bisphenolderivate
Am 19. Dezember 2024 verabschiedete die Europäische Kommission ein Verbot der Verwendung von Bisphenol A (BPA) und seine Salze in Materialien, die mit Lebensmitteln in Berührung kommen. Die Verordnung (EU) 2024/3190 erweitert die bestehenden Beschränkungen für BPA, das in der Europäischen Union bereits für die Verwendung in Babyflaschen verboten ist. Für andere Bisphenole und Bisphenolderivate enthält die Verordnung ebenfalls Beschränkungen.
Der bisher geltende spezifische Migrationsgrenzwert (SML) für Bisphenol A von 0,05 mg/kg wurde mit Inkrafttreten der Verordnung am 20. Januar 2025 aufgehoben. Für bestimmte Verwendungsbereiche gilt jedoch eine Übergangsfrist bis zum 20. Juli 2026 bzw. bis zum 20. Januar 2028.
Die Verordnung gilt für Lebensmittelkontaktmaterialien aus Kunststoff, Gummi und Silikon aber auch in Lacken und Beschichtungen, Klebstoffen, Druckfarben und Ionenaustauscherharzen. Für Papier gelten die Anforderungen derzeit nicht, da BPA hier in der Regel nicht absichtlich verwendet wird.
Geregelt sind neben Bisphenol A auch andere Bisphenole und Bisphenolderivate:
ALLGEMEINE STRUKTUR:
Bisphenol:
einschließlich der Salzform
Bisphenolderivate:
mit Ausnahme der Salzform
X: Brückengruppe, zur Trennung beider Phenylringe durch ein einziges Atom, das jegliche Substituenten aufweisen kann R1 bis R10: Substituenten, von denen mind. einer kein H ist
Bisphenole und Bisphenolderivate werden im Sinne der Verordnung als gefährlich betrachtet, wenn sie gemäß CLP-Verordnung (EG) 1272/2008 als karzinogen, mutagen (Kat. 1A und 1B), reproduktionstoxisch oder als endokriner Disruptor mit Wirkung auf die menschliche Gesundheit (Kat. 1) eingestuft sind.
Mit der Verordnung wird die Verwendung von BPA und seinen Salzen sowie anderen gefährlichen Bisphenolen oder gefährlichen Bisphenolderivaten zur Herstellung von Lebensmittelkontaktmaterialien und das Inverkehrbringen der damit hergestellten Produkte verboten. Werden andere Bisphenole oder Bisphenolderivate verwendet, dürfen keine BPA-Rückstände oberhalb einer Nachweisgrenze 1 μg/kg enthalten sein.
Hergestellt mit anderen gefährlichen Bisphenolen/ Bisphenol-derivaten
Hergestellt mit anderen Bisphenolen/ Bisphenol-derivaten
Hergestellt ohne Bisphenole/ Bisphenol-derivate (oder derzeit unbekannt)
Alternativen suchen (bis 20.07.2026) (wenn keine Ausnahme zutrifft)
x
x
Konformitäts-erklärungen (=Belege) bei Lieferanten anfragen
x
x
Restgehalt an BPA prüfen
x
Migration von BPA prüfen
x (bei Ausnahme)
x (bei Ausnahme)
Konformitäts-erklärung erstellen / bei Kunststoffen ergänzen
x
x
x
x (wenn Belege vorliegen)
Bei Kunststoffen ist keine separate Konformitätserklärung gemäß Verordnung (EU) 2024/3190 erforderlich, wenn die nachfolgenden Ergänzungen in die Erklärung gemäß Verordnung (EU) Nr. 10/2011 aufgenommen werden:
aktuellen Telefonnummer oder E-Mail-Adresse aufnehmen
Bestätigung, dass das Lebensmittelkontaktmaterial der Verordnung (EU) 2024/3190 entspricht
Bestätigung, dass bei der Herstellung der Produkte keine Bisphenole oder Bisphenolderivate gemäß Verordnung (EU) 2024/3190 verwendet wurden oder Liste aller Bisphenole oder Bisphenolderivate, die bei der Herstellung des Lebensmittelkontaktmaterials oder -gegenstands verwendet wurden
Ggf. kann ergänzt werden, dass die Bestätigung auf Informationen der Rohstofflieferanten basiert.
Bei Fragen wenden Sie sich bitte an fcm@innoform.de. Wir erstellen gerne ein Angebot für die Überprüfung ihrer Dokumente, die Messung des BPA-Gehaltes oder der BPA-Migration.
Neue Regelungen für Kunststoffe im Lebensmittelkontakt durch die Verordnung (EU) 2025/351 sind veröffentlicht.
Wir stellen hier die wichtigsten Änderungen der EU-Verordnungen zu Lebensmittelkontaktmaterialien aus Kunststoff vor.Dazu gehören Anpassungen der Verordnung (EU) Nr. 10/2011, Änderungen der Verordnung (EU) 2022/1616 über recycelte Kunststoffe und Anpassungen der Verordnung (EG) Nr. 2023/2006 über gute Herstellungspraxis.
Wichtige Klarstellungen betreffen die Definitionen und Anforderungen an Kunststoffe, die Einführung von „UVCB-Stoffen“, Reinheitsanforderungen, Vorschriften zur Wiederaufbereitung und Recycling, neue Kennzeichnungsvorschriften und erweiterte Konformitätserklärungen. Zudem werden Regeln zur Konformitätsprüfung und Übergangsfristen präzisiert.
Änderungen an bestehenden Kunststoffverordnungen:
Anpassungen der Verordnung (EU) Nr. 10/2011 über Materialien und Gegenstände aus Kunststoff, die mit Lebensmitteln in Berührung kommen.
Änderungen der Verordnung (EU) 2022/1616 über recycelte Kunststoffe und Aufhebung der Verordnung (EG) Nr. 282/2008.
Anpassungen der Verordnung (EG) Nr. 2023/2006 über gute Herstellungspraxis.
Klarstellungen und Präzisierungen:
Definitionen und Anforderungen an die Zusammensetzung von Kunststoffen wurden präzisiert.
Einführung des Begriffs „UVCB-Stoffe“ (Stoffe mit unbekannter oder variabler Zusammensetzung).
Umfang und Art der Belege zum Nachweis der Konformität und zur Zusammensetzung der Ausgangsstoffe auf jeder Stufe des Herstellunsprozesses
Reinheitsanforderungen:
Festlegung hoher Reinheitsgrade für Stoffe, die bei der Herstellung von Lebensmittelkontaktmaterialien verwendet werden.
Spezifische Vorschriften für die Reinheit von Stoffen natürlichen Ursprungs.
Wiederaufbereitung und Recycling:
Vorschriften für die Wiederaufbereitung von Kunststoffnebenprodukten.
Anforderungen an Qualitätssicherungssysteme in Recyclinganlagen.
Kennzeichnung und Konformitätserklärung:
Neue Kennzeichnungsvorschriften für wiederverwendbare Lebensmittelkontaktgegenstände.
Erweiterte Anforderungen an die Konformitätserklärung, einschließlich Informationen über unbeabsichtigt eingebrachte Stoffe (NIAS)
Prüfungen
Regeln Konformitätsprüfung und Bewertung der Einhaltung von Grenzwerten präzisiert
Kriterien für die Bewertung der Stabilität von Mehrwegmaterialien und Gegenstände
Übergangsfristen:
18 Monate erstmaliges Inverkehrbringen
Neun Monate vor dem Ablauf der Übergangsfrist wird der Abnehmer daher informiert, sofern die entsprechenden Vorgaben bis dahin noch nicht eingehalten worden sind.
In diesem Teil unserer Reihe DID YOU KNOW zu Barrierefolien dreht sich alles um das Messen von Barriereeigenschaften. Wir erläutern die Einheiten g/cm³/m²xdxbar und cm³/m²xdxbar und ordnen diese in die Begriffe niedrige, mittlere, hohe und ultra hohe Barriere ein.
Wir sprechen über die Prüfverfahren vom Prinzip her und erläutern Stolpersteine für die Praxis. So klären wir über das auf, was zusätzlich zu der Prüfnorm unbedingt an Parametern beachtet werden muss, damit Werte vergleichbar sind. Hier spielen neben den beiden üblichen Prüftemperaturen 23°C (gemäßigt) und 38°C (tropisch) auch der Feuchtigkeitsgehalt – die relative Luftfeuchtigkeit – eine wesentliche Rolle. Und zwar muss diese auf der Prüf- und auf der Sensorseite beschrieben und identisch sein, damit eine Vergleichbarkeit gegeben ist.
Die anderen Teile zu DID YOU KNOW rund um das Thema Flexpackwissen von Innoform finden Sie hier auf Youtube. Abonnieren Sie gerne den Kanal oder schauen Sie einfach regelmäßig in unseren Newsletter.
Einen Inno-Talk gibt es auch zu diesem Thema. Registrieren Sie sich gerne kostenlos online. Oder stöbern Sie einfach einmal auf der neuen Web-Site vom Inno-Talk.
Und hier geht es direkt zur Playlist DID YOU KNOW – Folienwissen von Innoform.
Fragen und Kommentare sowie Anregungen senden Sie bitte an ks@innoform.eu.
Did you know: Porosität und Permeation gehören nicht in eine Schublade und basieren auf völlig unterschiedlichen Mechanismen. So spricht man von Porosität für das Durchdringen und/oder Durchströmen von z. B. Gasen durch poröse Schichten, wie Defekte in Aluminiumfolien (Poren) oder auch Fehlstellen in anorganischen Barriereschichten wie SiOx und AlOx.
Bei Kunststoffen ohne Poren spricht man hingegen von Permeation, die als Diffusion in der Physik gut beschrieben ist. Diese Permeation, um die es hier gehen soll, hängt vor allem von diesen Faktoren ab:
Temperatur
Zeit
Feuchte => Konditionierungszustand
Material
Kristallinität
Dichte
Dicke
Permeand (Gas)
Partialdruck
Der Partialdruck ist der Druck, der einem Gas in einer Gasmischung zufällt. Bei Meeresniveau und 1013 mbar Luftdruck und 21 % Sauerstoff in der Luft entspricht das einem Partialdruck, der quasi die Haupttriebfeder für die Permeation darstellt, von 213 mbar.
Bei anderen Druckverhältnissen, Mischungen und mehr oder weniger Sauerstoff in der Verpackung steigt der Druck zum Gasaustausch oder er fällt. Wenn beispielsweise schon einiges an Sauerstoff in die Packung permeiert ist, verläuft die Permeation von außen nach innen immer langsamer.
Schaut man sich an, welche Schritte bei der Permeation im und an dem Material ablaufen, so sind das im Wesentlichen diese drei:
Adsorption
Diffusion
Desorption
So muss sich erst das Gas an der Oberfläche lösen, dann durchdringen (diffundieren) und dann wieder entmischen aus dem Material in die andere Atmosphäre auf der Innenseite.
All das beschreibe ich mit einfachen Worten in dem aktuellen Did you Know Video – in der Reihe Flexpackwissen von Innoform.
Diese beiden ähnlich klingenden Bezeichnungen für Barrieren, die wir in Folienverpackungen einsetzen, stiften gelegentlich Verwirrung und sorgen für Missverständnisse. So sind die organischen Barrieren gleichbedeutend mit Kunststoffbarrieren. Die anorganischen dagegen bestehen demnach aus Stoffen, die wir nicht als Kunststoffe bezeichnen. Im Fachgebiet der Folientechnologie sind das:
Aluminiumfolien
Aluminium-Bedampfungen
Aluminium-Oxid-Bedampfungen
Siliziumoxid-Bedampfungen
Wie diese sich grundlegend unterscheiden und welche Eigenschaften damit einhergehen, haben wir in einem kurzen “Did you know Video” erläutert und in diesem Blogartikel schon einmal angerissen. Nun also noch ein ergänzendes Video für mehr #folienwissen.
Wenn Sie mehr über Barrierefolien und Folienverpackungsmaterialien wissen wollen oder müssen, stöbern Sie gerne einmal in unserem Themenbereich Grundlagen Verpackungsfolien. Dort finden Sie auch eine Reihe von sofort abrufbaren “Instant Webseminaren”, die auch immer mal wieder als Live-Event online angeboten werden. Aber auch Vor-Ort-Seminare mit Prof. Markus Schmid oder René Arm und Henrik Annighöfer sind aktuell wieder eingeplant.
Im zweiten Teil unserer Reihe #Folienwissen geht es dieses Mal um den Einfluss der Materialien auf Barrierewirkungen von Folien, insbesondere für Lebensmittelverpackungen. Der Laie denkt natürlich, dass nur das Material die Barriereeigenschaften bestimmt. Das ist aber nicht der Fall. Auch Verarbeitung und Kombination mit anderen Schichten bewirken Barriereveränderungen an Folienverpackungen. Das soll hier aber heute kein Thema sein.
Dennoch kommt dem Material eine grundlegende Bedeutung zu, denn die chemische Struktur der Rohstoffe und die Anordnung der Moleküle – die Kunststoff-Gefüge – spielen eine dominierende Rolle bei fast allen Eigenschaften der Folienverpackungen.
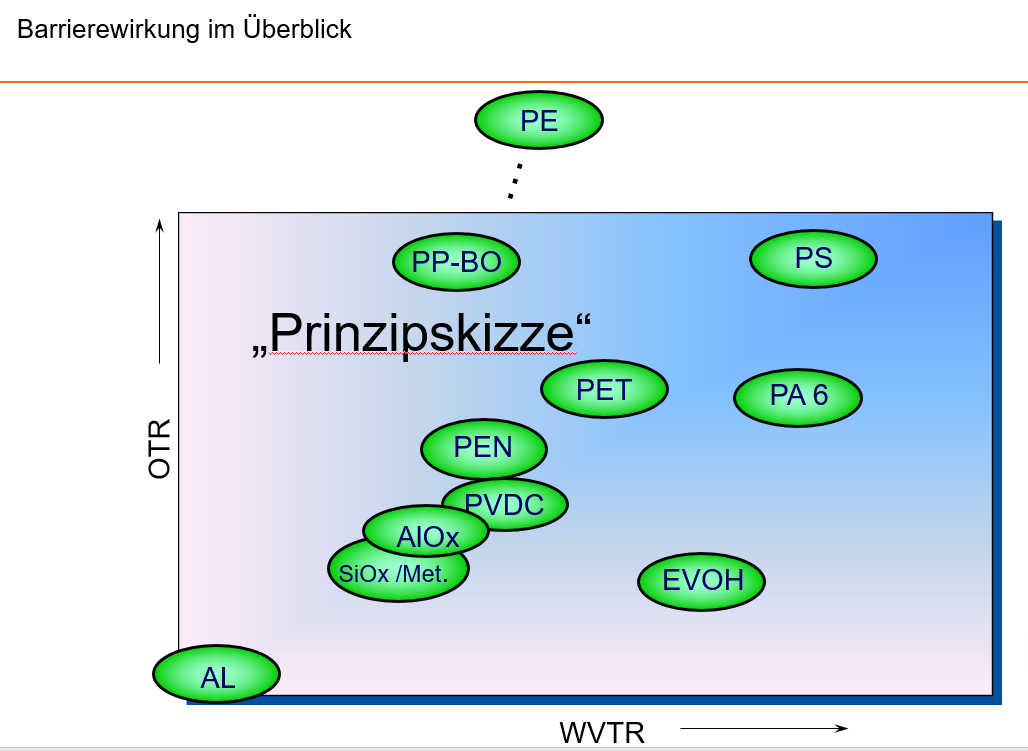
In dieser Grafik wird die allgemeine Bedeutung von unterschiedlichen Materialien beschrieben. Diese sehr grobe Einteilung nach Sauerstoffdurchlässigkeit (OTR = Oxygen Transmission Rate) und Wasserdampfdurchlässigkeit (WVTR = Water Vapour Transmission Rate) zeigt die grundlegenden Barrierewirkungen der Kunststoffe (organische Barrieren) und der Bedampfungen und Aluminium (anorganische Barriere). Diese sind hier unabhängig von Verarbeitung und Dicke sehr grob eingeteilt.
Quelle: Fraunhofer Institut, Prof. Dr. Langowski
Man kann erkennen, dass z. B. das PE kaum eine Barriere gegen Sauerstoff, aber durchaus eine nennenswerte gegen Wasserdampf aufweist. Daher wird es auch als Wasserdampfbarriere, z. B. in Papierverpackungen wie Zementsäcken, verwendet. Aluminiumfolie ist unangefochtener Spitzenreiter bei beiden Eigenschaften (OTR und WVTR). Dazwischen liegen die anorganischen Beschichtungen, auch Bedampfungen genannt – die Metallisierung (Met.), Aluminiumoxid (AlOx) und das Siliziumoxid (SiOx). Diese anorganischen Barrieren zeigen eine gute Sperrwirkung gegen beide Gase im Gegensatz zu den meisten Kunststoffen, den organischen Barrieren, die eher immer nur gegen eines der beiden Parameter – Sauerstoff oder Wasserdampf – gute Barrieren liefern.
In dem kurzen Video erhalten Interessierte weitere Informationen zwischen den Zeilen und einen Einblick in unsere beliebten Webseminare.
In unserer Reihe #Folienwissen für alle geht es heute um die Einstufung von Barrierefolien. Wann fängt Barriere an und was ist eine Hochbarriere überhaupt? Wenn wir diesen Begriff der Barriere verwenden, muss erst einmal klar werden, um welche Barriere es sich handelt. Meistens betrachtet man theoretisch die beiden “gegenläufigen” Barrieren Sauerstoff- und Wasserdampfbarriere, die für Lebensmittelverpackungen von besonderer Bedeutung sind.
Wasserdampfbarriere beschreibt dabei die Neigung, das Austrocknen zu verhindern und die Sauerstoffbarriere gibt Anhaltspunkte dafür, wie lange ein Sauerstoff empfindliches Lebensmittel haltbar gemacht werden kann. Die Kehrwerte/Gegenteile nennt man anstatt Barriere Durchlässigkeit.
Hier haben wir einmal eine grobe Übersicht erstellt, wie man diese abstrakten Eigenschaften flexibler Verpackungen einstufen kann. Bevor wir da aber einsteigen, vorab kurz zu den Einheiten und Rahmenbedingungen:
Permeation, also Barriere, ist temperaturabhängig
Organische Barriere zeigt zudem noch eine Abhängigkeit zum Feuchtegehalt in der Barriereschicht bzw. der Umgebung
Sauerstoffbarriere wird in cm³/m²xdxbar angegeben (d=day=Tag, und bar steht für die Druckdifferenz zwischen innen und außen
Wasserdampfdurchlässigkeit gibt man hingegen in g/m²xdxbar
Um sich etwas vorstellen zu können, erklären wir die Messgröße immer so: Die Sauerstoffdurchlässigkeit gibt die Menge an Sauerstoff in cm³ an, die pro Tag und pro Quadratmeter Folie hindurch permeiert sprich durchdringt. Dabei entspricht ein Kubikzentimeter (cm³) etwa einem Stück Würfelzucker.
Zu diesem Thema gibt es übrigens auch ein kurzes rund 6-minütiges Video, in dem ich intensiver bespreche. Klicken Sie doch einfach mal auf die Tabelle.
Wenn Sie einmal selbst überschlagen wollen, welche Barriere ein bestimmter Folientyp hat, dann nutzen Sie gerne unseren kostenlosen Permeationsrechner des Innoform Testservice. Dort machen wir reichlich Permeationsmessungen mit allen gängigen Versuchsaufbauten und Gasen, die für die Praxis relevant sind.
Fragen, Kommentare oder Ergänzungen und Korrekturen gerne an ks@innoform.de
Wussten Sie, dass Verpackungsfolien immer sogenannte Additive enthalten? Aber warum ist das so, welche sind das und warum gibt man Additive zu Folien dazu?
Das sind Fragen, die wir immer wieder in unseren Seminaren und Webseminaren hören. In diesem kurzen Abriss stellen wir wichtige Additive vor, erläutern die beiden Gruppen der migrierenden und nicht migrierenden Additive und erklären, warum man das als Folienhersteller, aber auch als Verpacker und Händler wissen sollte.
Um es nicht zu kompliziert zu machen, teilen wir grob in zwei Klassen ein, die für die Praktiker wichtig sind. Wir kennen migrierende und nicht migrierende Additive.
Das typischste Beispiel für die migrierenden Additive ist das Gleitmittel, das fast immer in Verpackungsfolien vorkommt. Wie der Name schon sagt, sorgt es für ein optimiertes Gleitverhalten der Folie z.B. beim Abpackprozess. In der Regel versucht man einen konstant niedrigen Gleitreibwert zu erhalten. Besonders häufig setzt man es bei den “eher stumpfen” Polyolefinen” wie Polyethylen (PE) und Polypropylen (PP) ein. Diese Folien lassen sich ohne Gleitmittel oft gar nicht oder nur sehr umständlich über z.B. Stahlflächen, Formschultern in Abpackmaschinen oder Leitblechen ziehen. Mit der Zugabe von Gleitmittel – heute meistens Erucasäureamid (ESA) – verringert sich die Haft- und Gleitreibung zu niedrigeren werden. Das heißt die Folie gleitet leichter über Stahl, Holz und sich selbst.
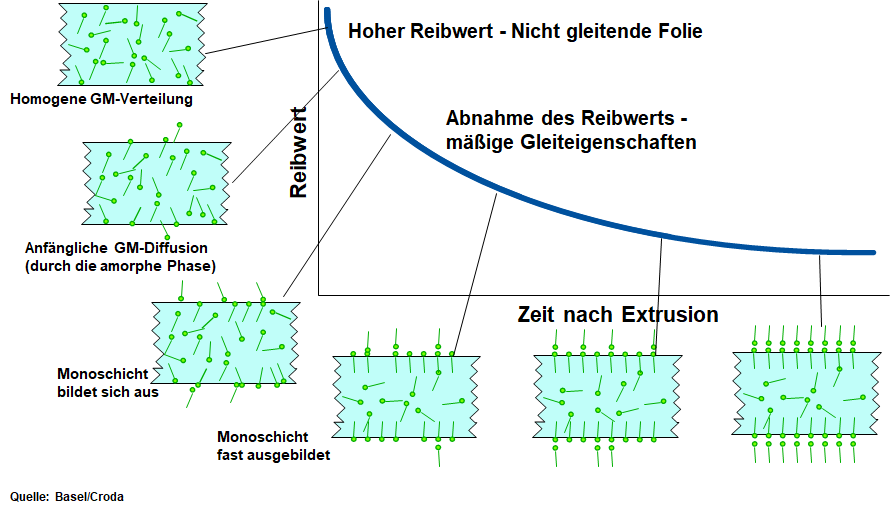
Dieser Effekt tritt aber erst dann ein, wenn sich das Gleitmittel (ESA) aus der Folie an den Oberflächen zu einer durchgängigen Schicht ausgebildet hat. Dieses kann je nach Folienrezeptur, Wickeldruck und Mengenzugabe zwischen einigen Stunden bis hin zu einigen Wochen dauern. Wichtig für den Verarbeiter dabei ist eben, dass vor dem Abpacken das Gleitmittel auch wirklich auf der Folienoberfläche liegt und nicht mehr in der Folie selber gelöst ist.
In diesem Schaubild von Borealis wird schematisch dargestellt, wie nach der Folienherstellung (Extrusion) das Gleitmittel nach und nach an die Oberfläche wandert (migriert), bis sich ein gleichmäßiger Film von Erucasäureamid an der Oberfläche gebildet hat. Jedes Additiv hat auch Nebenwirkungen. Die Gleitmittel haben gleich eine ganze Menge davon:
Sie erschweren das Kaschieren und Bedrucken
Sie können zu Ablagerungen an Walzen und Blechen führen
Sie führen manchmal zum Kleben, warum man auch Antiblockmittel in Kombination verabreicht.
Und damit kommen wir zum Beispiel der nicht migrierenden Additive, dem Antiblockmittel. Das Antiblockmittel soll das aneinander haften der Folien beim Abwickeln oder später beim Öffnen der Beutel verbessern. Stark vereinfacht zeichnen sich alle nicht migrierenden Additive dadurch aus, dass sie gleichmäßig in der gesamten Folienmatrix verteilt sind. Man kann also sofort nach der Extrusion mit den Eigenschaften rechnen. Das bedeutet aber auch, dass man die gesamte Folie mit dem Additiv “füllen” muss, was insbesondere bei Antiblockmitteln zu Trübungen führen kann. Antiblockmittel können wir uns hier als fein gemahlenen Sand vorstellen. Dieser feine Sand bewirkt, dass zwischen den Folienlagen immer etwas Raum bleibt – beim Wickeln und auch nachher bei den Beutelinnenseiten.
Das verbessert nicht nur das Auf- und Abwickelverhalten, sondern führt auch dazu, dass Gleitmittel schneller und konstanter ihre Wicklung entfalten können. Daher werden Antiblockmittel (nicht migrierend) und Gleitmittel (migrierend) oft gemeinsam verabreicht – man könnte also von einem Kombipräparat sprechen. Fast alle Additive lassen sich in diese 2 Gruppen unterteilen und folgen den gleichen Gesetzmäßigkeiten. Eine gute Idee ist es daher, bei jedem Additiv zu überlegen, wie es sich wohl verhalten wird.