Schlagwort: Verpackungsfolien
-

Checkliste zur Konformitätsarbeit zum Download verfügbar
Heike Schwertke hat eine Checkliste zur Erstellung von Konformitätsarbeit zur Verfügung gestellt. Hier finden Sie den Link zum Download. Die vollständige Beschreibung lautet: Checkliste für die Erstellung und Bewertung von Konformitätserklärungen von Zwischenmaterialien aus Kunststoff und fertigen Materialien und Gegenständen. -

Verbundfolien in der Anwendung – Basiswissen zum Anfassen
Sie erhalten als Einsteiger ins Folienverpackungsgeschäft einen praxisbezogenen Überblick über unterschiedliche Verbundfolien sowie deren Charakterisierung und Prüfung. Im Vordergrund stehen Anwendungen und Einsatzzwecke in der Verpackungsindustrie. In Praxisteilen und im Labor lernen Sie die Eigenschaften anhand von Folienmustern und einfachen Laborprüfungen kennen. Gearbeitet wird in kleinen Gruppen, um auf individuelle Fragen und Wünsche eingehen zu können. Fach-, Kunden- und Lieferantengespräche können nach diesem Workshop mit mehr Kompetenz bewältigt werden. Eigene Muster können mitgebracht werden. Flexible Folienverpackungen sind heutzutage aus dem Alltag nicht mehr weg zudenken und weiterhin auf dem Vormarsch. Aufgezeigt werden Zahlen, Daten und Fakten zu den verwendeten Materialien sowie ein Überblick über typische Anforderungsprofile für verschiedene Produktgruppen und Verpackungsformen. Abgerundet wird der Vortrag mit Hinweisen zu rechtlichen Situationen sowie aktuellen Trends und Entwicklungen im Verpackungsbereich. Welche Folien verwendet man als Druckträger? Welche Materialien eignen sich für Barriereschichten? Wie sind typische Siegelschichten zusammengesetzt? Antworten und Lösungen werden in diesem Kapitel aufgezeigt und Unterschiede zwischen einzelnen Folientypen bzw. Rohstoffen aufgezeigt. Ergänzt wird dies mit Handmustern, um die typischen Folieneigenschaften und Unterschiede zwischen den Folientypen zu “erfühlen” Die Grundlagen des Verpackungsdrucks und schwerpunktmäßig Kaschierung werden in diesem Kapitel behandelt. Welche Möglichkeiten der Verbundherstellung bestehen und welche Einflußfaktoren existieren in der Praxis, die eine unterschiedliche Verbundqualität bewirken ? Eigene (aktuelle) Erfahrungen / Anwendungsfälle der Teilnehmer können (sollen) eingebracht werden Zielsetzung ist weiterhin ein Einblick und Verständnis in die Wechselwirkung zwischen verschiedenen Materialien und Produktionsprozessen. Die Teilnehmer erhalten einen Überblick über typische Prüfungen, (z.B. mechanische Prüfungen, Permeationsmessungen) und deren Aussagekraft in der Praxis. Anhand von Mustern und Laborvorführungen werden die Prüfmethoden vertieft. Welche Prüfungen sind bei welchen Folienanwendungen sinnvoll ? Wo bestehen die Grenzen bei den einzelnen Methoden ? Aufgezeigt werden an Beispielen typische Verbundfolien für ausgewählte Anwendungen. In Gruppenarbeit erarbeiten die Teilnehmer Verbundstrukturen, die anschließend vorgestellt und erläutert werden. Die Gruppentätigkeit soll die “theoretischen” Inhalte vertiefen und die Teilnehmer in die Lage versetzen eigenständig Folienkombinationen zu “entwerfen”. -
Europäisches JRC hat Leitfaden für Migrationsprüfungen veröffentlicht
Gemeinsame Forschungsstelle der Europäischen Kommission (JRC) veröffentlicht Leitfaden zu Modellierung von Migration (migration modelling) Das JRC (Joint Research Centre) veröffentlichte neulich den vierten Leitfaden zur Unterstützung der europäischen Kunststoffregeln (EU) No. 10/2011 für die Modellierung von Migration (migration modelling). Der erste und zweite Leitfaden sind schon vor einiger Zeit publiziert worden, während der dritte Leitfaden für Migrationsprüfungen noch in Bearbeitung ist. Bis jetzt ist der Leitfaden nur auf der JRC-Website erhältlich: http://publications.jrc.ec.europa.eu/repository/bitstream/JRC98028/reqno_jrc98028_report%20-%20annex%2010%20-%20pubsy.pdf, während “Information in the Supply Chain” und “General Guidance” auf den Webseiten der EU-Kommissionen zu finden sind: http://ec.europa.eu/food/safety/chemical_safety/food_contact_materials/index_en.htm -
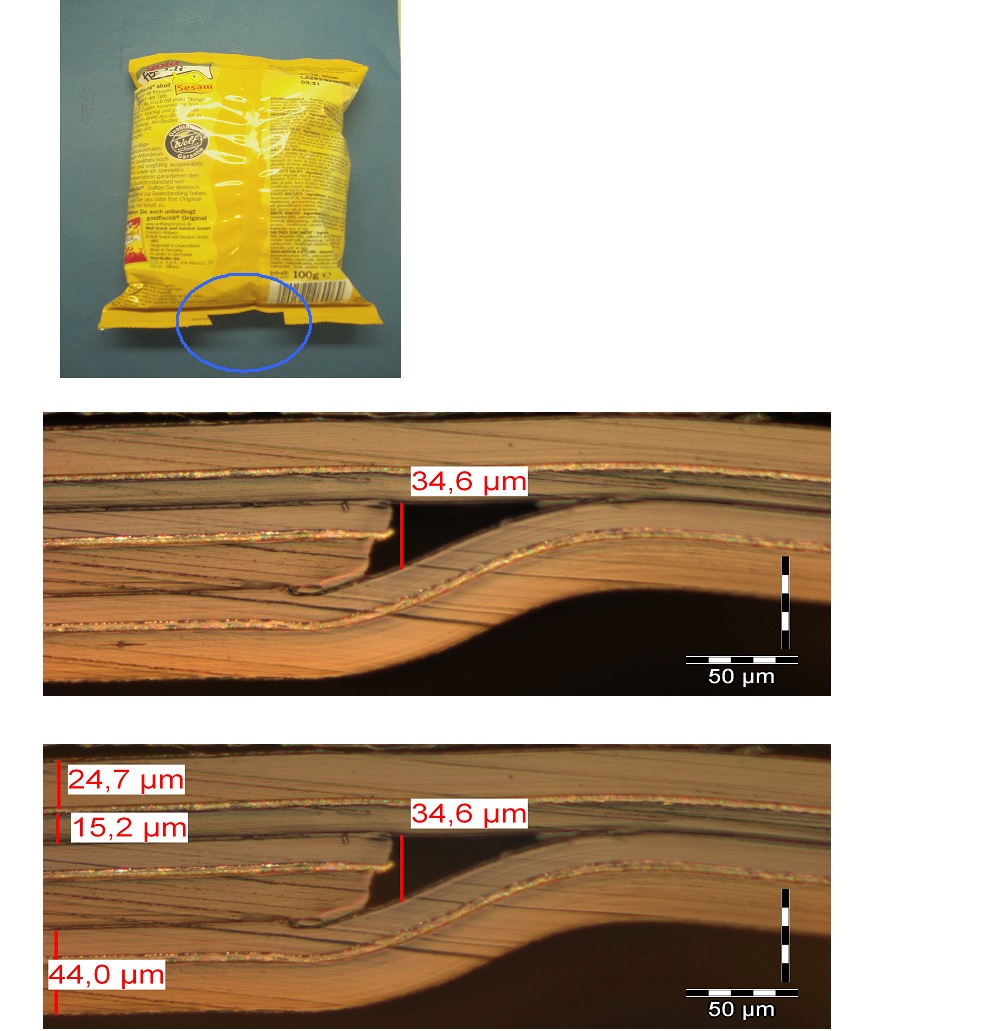
Beispiel aus unserem Labor: Quernaht mit Lap-Seal
 Aufgabenstellung:
Mikrotomschnitt der Quernaht (hier Bodennaht) im Bereich der Lap- Seal
Aufgabenstellung:
Mikrotomschnitt der Quernaht (hier Bodennaht) im Bereich der Lap- Seal
-

NIAS (non intentionally added substances oder nicht absichtlich zugesetzte Stoffen) in Lebensmittelverpackungen
Substanzen, die bei der Herstellung von Materialien und Gegenständen aus Kunststoff verwendet werden, können Verunreinigungen oder Abbauprodukte enthalten. Diese Verunreinigungen gelangen bei der Herstellung zusammen mit dem Stoff unbeabsichtigt in das Kunststoffmaterial (unbeabsichtigt eingebrachter Stoff — non-intentionally added substance, NIAS). Die eingesetzten Substanzen müssen über eine technische Qualität und Reinheit verfügen, die für die vorhersehbare Verwendung der Materialien geeignet ist. Daher sollten Verunreinigungen, die relevant für die Konformitätsbeurteilung sind, in den Konformitätserklärungen und Spezifikationen angegeben werden. Was kann ich tun, wenn mein Lieferant keine Angaben zu NIAS macht? Die Prozesskette zur Fertigung von Verpackungsmaterialien oder Bedarfsgegenstände kann mitunter sehr lang sein. Daher sollten die Informationen zu diesen Stoffen auch innerhalb der Kette weiter gegeben werden. Werden keine Angaben zu NIAS gemacht, kann das einerseits bedeuten, dass keine unbeabsichtigt eingebrachten Stoffe vorhanden sind, aber auch, dass ihr Lieferant selbst keine Kenntnis über diese Stoffe hat. Um einzuschätzen zu können, ob unbeabsichtigt eingebrachte Stoffe oder Abbauprodukte migrieren können, sind Migrationsscreenings eine Möglichkeit um sich dieser Thematik zu nähern. Welche Mengen sind relevant? Leider gibt es hierzu noch keine klare Vorgehensweise. Im „The Exposure Matrix Project“ der Plastics Europe, EuPC, FPE und CeficFCA wurde ein „level of interest“ (LOI) vorgestellt, ein berechneter Wert basierend auf Expositionsdaten (Studien zur tägliche Nahrungsaufnahme, unterteilt nach Lebensmittelgruppen und Verpackungsarten) für unterschiedliche Verpackungsmaterialien, oberhalb dessen eine Bewertung erforderlich ist. Alternativ kann eine Orientierung am Grenzwert für nicht beurteilte Stoffe hinter einer funktionellen Barriere von 10 µg/kg Lebensmittel (10 ppb) erfolgen. Bei Anwendung eines Oberflächen/Volumen-Verhältnisses von 6 dm²/kg Lebensmittel wären das ca. 1,3 µg/dm² Verpackungsmaterial. Welche Maßnahmen sind daraus abzuleiten? Stoffe oberhalb des LOI bzw. der 10 ppb müssen zunächst eindeutig identifiziert werden. Wenn es sich um Abbauprodukte eines Inhaltsstoffes handelt, ist das nicht einfach, da z.B. Standards zur Identifizierung der Substanzen fehlen können. Dann kann nur auf Basis des Massenspektrums in Verbindung mit Kenntnissen über die eingesetzten Inhaltsstoffe auf die Substanz geschlossen werden. Ggf. sind zusätzlich toxikologische Bewertungen erforderlich. Haben Sie Interesse an Migrationsscreenings, rufen Sie mich gerne einmal an +49 441 9498614! -

Fragen und Antworten zu primären aromatischen Aminen in Druckfarben für Papierservietten und Lebensmittelverpackungen
Druckfarben für Papierservietten und andere Lebensmittelverpackungen aus Papier können primäre aromatische Amine (paA) enthalten. Einige paA weisen krebserzeugende und erbgutverändernde Eigenschaften auf. Bei längerem Kontakt mit Lebensmitteln können paA auf diese übergehen und dann vom Menschen aufgenommen werden. Das BfR empfiehlt, den bestehenden Grenzwert für den Übergang der als krebserzeugend eingestuften paA zu überprüfen. Eine kritische Bewertung der zur Verfügung stehenden Informationen lässt jedoch den Schluss zu, dass bei kurzfristigem Kontakt mit der Haut und mit Schleimhäuten (Lippen) sowie mit Lebensmitteln nicht mit einem zusätzlichen Gesundheitsrisiko zu rechnen ist. Das BfR hat am 17.12.2014 häufig gestellte Fragen zu primären aromatischen Aminen in Druckfarben zusammengestellt. Näherer Informationen können der folgenden Veröffentlichung entnommen werden: http://www.bfr.bund.de/cm/343/fragen-und-antworten-zu-primaeren-aromatischen-aminen-in-druckfarben-fuer-papierservietten-und-lebensmittelverpackungen.pdf -

Wärmekammer für Zug-/Druckversuche erfreut sich wachsender Beliebtheit
Folienprüfungen in der Wärme-/Kältekammer sind noch immer keine leichte Aufgabe und weit entfernt von einer Routineprüfung. “Aber warum ist das so?”, haben sich die Experten des Innoform Testservice gefragt und eine entsprechende Vorrichtung installiert. Seit der Investition von rund 40.000 € in Oldenburg steht die Zug-Druck-Prüfmaschine kaum noch still. Die Gründe dafür sind, dass gerade Verpackungsmaterialien aus Folie in den unterschiedlichsten Umgebungsbedingungen „funktionieren“ müssen. Um Schäden zu vermeiden, oder schlimmer Schäden zu analysieren und zu verstehen, werden hier Kälte und Wärme nach Normverfahren simuliert und dann an der Folie die üblichen Versuche wie Zugversuch, Durchstichversuch etc. durchgeführt. Sollten Sie also Folien einsetzen oder herstellen, die bei extremen Klimata eingesetzt werden, prüfen Sie diese doch einmal bei genau diesen Bedingungen hinsichtlich ihrer mechanischen Eigenschaften. Was da alles geht, finden Sie hier: http://www.innoform-testservice.de/tpages/checkmethod/methods.php?group=10 Übrigens kann man in dieser Wärmekammer auch Schrumpfkräfte etc. bestimmen. -
“Drucken und Kaschieren” (Teil 5 von 8): Kaschiermaschinen und Auftragstechnik
5. Teil: Ein Überblick über häufig verwendete Synthetikfolien zum Drucken und Kaschieren
Die moderne Kaschiertechnik, und die damit hergestellten Produkte (Laminate), sind heute, sowohl für technische Produkte als auch für Verpackungsmaterialien, nicht mehr wegzudenken. Der Kaschiervorgang kombiniert die Materialeigenschaften einzelner Filme / Folien zu einem neuen Werkstoff mit oft überragenden Eigenschaften. Im Folgenden beschäftigt sich dieser Beitrag mit der Kaschiertechnik im Ganzen, ohne auf spezifische Maschineneigenschaften der unterschiedlichen Hersteller einzugehen. Desweiteren bezieht sich dieser Beitrag im Besonderen auf die Herstellung von Laminaten (Verbundfolien) für den Lebensmittelverpackungsbereich. Warum Verpackungsfolien? • Barriere gegen: • Licht, Gase (O2; N2; CO2; Wasserdampf …) • Gute Optik (Wechselspiel Kleber – Druckfarbe) • Festigkeit (Flächenhaftung + Siegelnaht) • Siegelbarkeit (Verschlusssicherheit) • Peelbarkeit (kontrollierte Öffnungskraft der Versiegelung) • Maschinengängigkeit (Potlife oder dyn. Panlife) • … u.a. Welche Möglichkeiten zur Herstellung von Verbundfolien gibt es? • Kaschierung – LF = Lösemittelfrei – LH = Lösemittelhaltig • Mehrlagen-Extrusion (Adhäsions-Promoter) • LH-Primer (z.B. PU Kleber o.ä.) • Wässrige-Primer (EAA Dispersionen) • Primer aus der Schmelze (EAA) • Maleinsäure Bei der Kaschierung unterscheidet man zwei wesentliche Techniken: • Lösungsmittelhaltig • Glattwalzenauftrag (Schöpfwalze/Auftragswalze) • Rasterwalzenauftrag (Schöpfwalze/Rakel) • Rasterwalzenauftrag (Kammerrakel) • Lösungsmittelfrei • Dreiwalzenauftrag (Stahl-Gummi-Stahl) • Vierwalzenauftrag ( Stahl-Stahl-Gummi-Stahl) Schema der LH Kaschierung: Kaschiermaschinen und Auftragstechnik
von Dipl.-Ing. Manfred Römer
Kaschiermaschinen und Auftragstechnik
von Dipl.-Ing. Manfred Römer Schema der LF Kaschierung:
Schema der LF Kaschierung:
 Definition der unterschiedlichen Kaschiertechniken:
Nasskaschierung und Trockenkaschierung.
Definition:
Wenn das Kaschieren unmittelbar nach dem Klebstoffauftrag , also ohne
Zwischentrocknung erfolgt, spricht man vom Nasskaschieren.
Bei den eingesetzten Klebstoffen handelt es sich um physikalisch
trocknende aber auch vernetzende Systeme.
Die Bindekraft beruht auf physikalische Prozesse, d.h. auf der
Trocknung des Klebstoffes nach Verdunsten des Lösungsmittels /Vehikels
(Wasser).
Die Anwendung von Dispersionen dominiert bei der Kaschierung
von Folien mit saugfähigen Stoffen, wie Papier, Pappe, Filz oder
Textile-Substrate.
Ist der zu verarbeitende Klebstoff in einem organischen Lösungsmittel gelöst, muss dieses Lösungsmittel vor dem Kaschierprozeß in einem Trockenkanal entfernt werden. Bei der Zusammenführung der Bahnen im Kaschierwerk liegt also ein „trockener“ Klebstofffilm vor und man nennt diesen Kaschiervorgang Trockenkaschierung.
Im Falle der lösungsmittelfreien Kaschierung (LF), wird natürlich kein Lösungsmittel verdampft und die Termini Nass – oder Trockenkaschierung treffen hier nicht zu. Bei der LF-Kaschierung ist folglich das „Nassauftragsgewicht“ auch das „Trockenauftragsgewicht“.
Es wird dem Leser klar, dass bei der LF Kaschierung ganz besonders auf gleichmäßigen Klebstoffauftrag geachtet werden muss, um z.B. optische Uniformität des Klebstofffilms sicherzustellen.
Da die Maschinentechnik für LH-Klebstoffe heute als perfekt bezeichnet werden kann und dem Verarbeiter durch die Tatsache, dass er mit dem Lösungsmittel nicht nur eine gute Benetzungshilfe zum Substrat, sondern auch ein „Werkzeug“ zur Kontrolle eines sehr homogenen Auftragsbildes besitzt, werden wir uns im Folgenden mit der LF-Klebstoffverarbeitung beschäftigen.
Mitte der 70iger Jahre gab es noch eine Fülle von Problemen bei der Verarbeitung von LF-Klebstoffen, die heute, sowohl von den Klebstoffherstellern als den Maschinenherstellern gelöst wurden.
Trotzdem stellt die perfekte LF-Kaschierung (Optik) bei der Fülle von möglichen Folienkombinationen und Druckbildern bzw. Druckfarben die Maschinenführer vor wechselnden Problemen.
Am Markt findet man überwiegend zwei Typen von LF-Kaschiermaschinen, die Drei- oder Vierwalzenmaschinen. Beide Maschinentypen besitzen noch eine Presseurwalze die den einzustreichenden Film auf die Klebstoffauftragswalze drückt.
• In der Praxis haben sich beide Maschinentypen bewährt.
• Die Tendenz nach unserer Beobachtung geht jedoch in Richtung der Vierwalzenmaschinen.
• Moderne LF-Kaschierkleber laufen auf beiden Maschinentypen problemlos.
• Ältere LF-Klebstoffentwicklungen zeigen für Vierwalzenmaschinen häufig ein zu geringes dyn. Panlife. Das ist die Zeit, die dem Maschinenführer zur Verfügung steht Einstellungen vorzunehmen, bevor er das Auftragswerk Grundreinigen muss.
Der Kaschierer hat bei der Verarbeitung von LF-Klebstoffen nur eine „Stellschraube“, die das Kaschierergebnis, was die Optik angeht, wesentlich beeinflusst, nämlich die Klebstoffauftragstemperatur! Andere wichtige Optimierungsmöglichkeiten oder Unabdingbarkeiten, wie die Koronavorbehandlung, werden im Laufe der Serie separat behandelt.
Man unterscheidet drei Varianten LF-Kaschierklebstoffe:
1.) „kaltverarbeitbar“
2.) „warmverarbeitbar
3.) „heißverarbeitbar“
Für die jeweilige „Klasse“ gibt es bestimmte „Daumenregelungen“, was die Temperatureinstellungen betrifft.
Kaltverarbeitbar:
Dosierung : <40°C
Auftrag : < 50°C
Kaschierwerk 50°C – 60°C
65°C – 75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C.
Warmverarbeitbar:
Dosierung : < 40°C
Auftrag : 55°C – 60°C
Kaschierwerk: 50°C /60°C 65°C /75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C.
Heißverarbeitbar:
Dosierung : >50°C – 60°C
Auftrag : 65°C > 80°C
Kaschierwerk 50°C /60°C
65°C /75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C
? Handhabung durch kurzes „Panlife“ problematisch.
? Kleber reagiert auf der Auftragswalze.
Reinigung schwieriger! Klebstoffverluste durch Stopps!
Typische Maschinenkonfigurationen (Klebstoffauftragswerke)
Definition der unterschiedlichen Kaschiertechniken:
Nasskaschierung und Trockenkaschierung.
Definition:
Wenn das Kaschieren unmittelbar nach dem Klebstoffauftrag , also ohne
Zwischentrocknung erfolgt, spricht man vom Nasskaschieren.
Bei den eingesetzten Klebstoffen handelt es sich um physikalisch
trocknende aber auch vernetzende Systeme.
Die Bindekraft beruht auf physikalische Prozesse, d.h. auf der
Trocknung des Klebstoffes nach Verdunsten des Lösungsmittels /Vehikels
(Wasser).
Die Anwendung von Dispersionen dominiert bei der Kaschierung
von Folien mit saugfähigen Stoffen, wie Papier, Pappe, Filz oder
Textile-Substrate.
Ist der zu verarbeitende Klebstoff in einem organischen Lösungsmittel gelöst, muss dieses Lösungsmittel vor dem Kaschierprozeß in einem Trockenkanal entfernt werden. Bei der Zusammenführung der Bahnen im Kaschierwerk liegt also ein „trockener“ Klebstofffilm vor und man nennt diesen Kaschiervorgang Trockenkaschierung.
Im Falle der lösungsmittelfreien Kaschierung (LF), wird natürlich kein Lösungsmittel verdampft und die Termini Nass – oder Trockenkaschierung treffen hier nicht zu. Bei der LF-Kaschierung ist folglich das „Nassauftragsgewicht“ auch das „Trockenauftragsgewicht“.
Es wird dem Leser klar, dass bei der LF Kaschierung ganz besonders auf gleichmäßigen Klebstoffauftrag geachtet werden muss, um z.B. optische Uniformität des Klebstofffilms sicherzustellen.
Da die Maschinentechnik für LH-Klebstoffe heute als perfekt bezeichnet werden kann und dem Verarbeiter durch die Tatsache, dass er mit dem Lösungsmittel nicht nur eine gute Benetzungshilfe zum Substrat, sondern auch ein „Werkzeug“ zur Kontrolle eines sehr homogenen Auftragsbildes besitzt, werden wir uns im Folgenden mit der LF-Klebstoffverarbeitung beschäftigen.
Mitte der 70iger Jahre gab es noch eine Fülle von Problemen bei der Verarbeitung von LF-Klebstoffen, die heute, sowohl von den Klebstoffherstellern als den Maschinenherstellern gelöst wurden.
Trotzdem stellt die perfekte LF-Kaschierung (Optik) bei der Fülle von möglichen Folienkombinationen und Druckbildern bzw. Druckfarben die Maschinenführer vor wechselnden Problemen.
Am Markt findet man überwiegend zwei Typen von LF-Kaschiermaschinen, die Drei- oder Vierwalzenmaschinen. Beide Maschinentypen besitzen noch eine Presseurwalze die den einzustreichenden Film auf die Klebstoffauftragswalze drückt.
• In der Praxis haben sich beide Maschinentypen bewährt.
• Die Tendenz nach unserer Beobachtung geht jedoch in Richtung der Vierwalzenmaschinen.
• Moderne LF-Kaschierkleber laufen auf beiden Maschinentypen problemlos.
• Ältere LF-Klebstoffentwicklungen zeigen für Vierwalzenmaschinen häufig ein zu geringes dyn. Panlife. Das ist die Zeit, die dem Maschinenführer zur Verfügung steht Einstellungen vorzunehmen, bevor er das Auftragswerk Grundreinigen muss.
Der Kaschierer hat bei der Verarbeitung von LF-Klebstoffen nur eine „Stellschraube“, die das Kaschierergebnis, was die Optik angeht, wesentlich beeinflusst, nämlich die Klebstoffauftragstemperatur! Andere wichtige Optimierungsmöglichkeiten oder Unabdingbarkeiten, wie die Koronavorbehandlung, werden im Laufe der Serie separat behandelt.
Man unterscheidet drei Varianten LF-Kaschierklebstoffe:
1.) „kaltverarbeitbar“
2.) „warmverarbeitbar
3.) „heißverarbeitbar“
Für die jeweilige „Klasse“ gibt es bestimmte „Daumenregelungen“, was die Temperatureinstellungen betrifft.
Kaltverarbeitbar:
Dosierung : <40°C
Auftrag : < 50°C
Kaschierwerk 50°C – 60°C
65°C – 75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C.
Warmverarbeitbar:
Dosierung : < 40°C
Auftrag : 55°C – 60°C
Kaschierwerk: 50°C /60°C 65°C /75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C.
Heißverarbeitbar:
Dosierung : >50°C – 60°C
Auftrag : 65°C > 80°C
Kaschierwerk 50°C /60°C
65°C /75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C
? Handhabung durch kurzes „Panlife“ problematisch.
? Kleber reagiert auf der Auftragswalze.
Reinigung schwieriger! Klebstoffverluste durch Stopps!
Typische Maschinenkonfigurationen (Klebstoffauftragswerke)

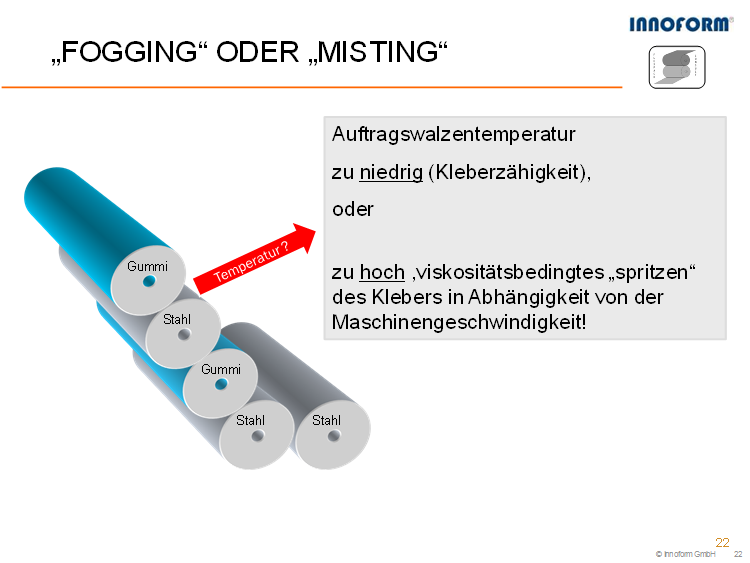
 Wie vorher gesagt kommt der Temperaturführung des Auftragswerkes eine besondere Bedeutung zu.
Durch falsche Temperaturführung der Dosier- oder Auftragswalze kommt es nicht nur zu schlechter Kaschieroptik, sondern auch zum „nebeln“ oder „spinnen“. Nebeln bedeutet, dass der Klebstoff in Form feiner Tropfen im Umfeld des Auftragswerkes zu einer Verunreinigung der Kaschiermaschine kommt und erheblichen Reinigungsaufwand erforderlich macht.
Spinnen bedeutet, dass es zwischen der Transferwalze/Auftragswalze und Auftragswalze/Substrat (einzustreichende Bahn)auf Grund gegebener Klebstoffzähigkeit zur Fädchenbildung kommt. Daraus resultiert u.s. schlechte Kaschieroptik.
Man spricht von einer idealen Klebstoffauftragstemperatur oder „Viskositätsfenster“. Dem Klebstoffhersteller muss es gelingen diesen Bereich so weit wie möglich bzw. nötig zu gestalten um dem Kaschierer eine optimale Verarbeitung des Klebstoffes zu gewährleisten.
Wie vorher gesagt kommt der Temperaturführung des Auftragswerkes eine besondere Bedeutung zu.
Durch falsche Temperaturführung der Dosier- oder Auftragswalze kommt es nicht nur zu schlechter Kaschieroptik, sondern auch zum „nebeln“ oder „spinnen“. Nebeln bedeutet, dass der Klebstoff in Form feiner Tropfen im Umfeld des Auftragswerkes zu einer Verunreinigung der Kaschiermaschine kommt und erheblichen Reinigungsaufwand erforderlich macht.
Spinnen bedeutet, dass es zwischen der Transferwalze/Auftragswalze und Auftragswalze/Substrat (einzustreichende Bahn)auf Grund gegebener Klebstoffzähigkeit zur Fädchenbildung kommt. Daraus resultiert u.s. schlechte Kaschieroptik.
Man spricht von einer idealen Klebstoffauftragstemperatur oder „Viskositätsfenster“. Dem Klebstoffhersteller muss es gelingen diesen Bereich so weit wie möglich bzw. nötig zu gestalten um dem Kaschierer eine optimale Verarbeitung des Klebstoffes zu gewährleisten.

 Wird fortgesetzt.
von
Dipl. Ing. Manfred-Werner Römer
Römer Consult
Distelweg 26
28816 Stuhr-Seckenhausen
[Artikel Serie 1-8 “Drucken und Kaschieren” wird fortgesetzt]
Innoform auf
Wird fortgesetzt.
von
Dipl. Ing. Manfred-Werner Römer
Römer Consult
Distelweg 26
28816 Stuhr-Seckenhausen
[Artikel Serie 1-8 “Drucken und Kaschieren” wird fortgesetzt]
Innoform auf  Kontakt:
Innoform GmbH Testservice
Industriehof 3,
26133 Oldenburg
TS@innoform.de
www.innoform.de
Kontakt:
Innoform GmbH Testservice
Industriehof 3,
26133 Oldenburg
TS@innoform.de
www.innoform.de
-

“Drucken und Kaschieren” (Teil 2 von 8): Eigenschaften und Einsatzgebiete verschiedener Folientypen
2. Teil: Häufig verwendete Folien zum Drucken und Kaschieren Eigenschaften und Einsatzgebiete verschiedener Folientypen von Karsten Schröder, Ansgar Wessendorf Im zweiten Teil dieser Artikelserie über die marktüblichen Arten und Typen synthetischer Folien zur Herstellung von Lebensmittelverpackungen stehen die Eigenschaften und Einsatzgebiete verschiedener Folientypen im Zentrum der Berichterstattung. Polyvinylchlorid (PVC) PVC ist bei Werkstoffexperten sehr beliebt, das es nicht nur in den Ausführungen Hart-PVC (PVC-U) und Weich-PVC PVC-P verfügbar ist, sondern auch nicht so eng an den Rohölpreis gekoppelt ist, wie die meisten anderen Kunststoffe. Dies hat seinen Grund darin, daß Ethylenchlorid, der zweite Basisgrundstoff von PVC, ein Reaktionsprodukt von Ethylen mit Kochsalz (NaCl) ist. Dies ist daher in ausreichendem Maß vorhanden und im Vergleich zum Öl unterliegt es nur geringen Preisschwankungen (Abbildung 1).


Abbildung 1: Vinylchlorid reagiert zu Polyvinylchlorid
Im Bereich der Verpackungsfolien ist PVC in einigen europäischen Ländern wie Deutschland oder der Schweiz umstritten. Hauptursache dafür ist die Diskussion um Weichmacher, auf die hier allerdings nur kurz eingegangen werden kann. Weichmacher halten Kunststoffprodukte geschmeidig. Sie werden daher in vielen Bereichen des täglichen Lebens verwendet und entsprechend häufig kommen die Verbraucher mit diesen Substanzen in Kontakt. Zu den am häufigsten verwendeten Weichmachern gehört die zur Gruppe der Phthalate gehörende Substanz Diethylhexylphthalat (DEHP). Aufgrund seiner physikalischen Eigenschaften kann sich DEHP beim Kontakt mit Flüssigkeiten oder Fetten aus Kunststoffen lösen bzw. ausgasen und damit direkt an den Verbraucher gelangen oder in die Innenraumluft übergehen. Es muß in diesem Zusammenhang darauf hingewiesen werden, daß diese Substanz hinsichtlich ihrer Gesundheitsgefährlichkeit als »gut untersucht« gilt. Danach ist die akute Giftigkeit von DEHP gering und die Substanz ist als nicht erbgutschädigend eingestuft. Weltweit steigen die Produktionsmengen von PVC, wobei für den Bereich der Lebensmittelverpackungen vor allem das Hart-PVC interessant ist. Ein Grund dafür ist der Boom der sogenannten Tiefzieh- oder Thermoformverpackungen, wie sie für Modified Atmosphere Packaging (MAP) frischer Produkte wie Wurst und Käse im großen Stil zum Einsatz kommen. Aufgrund der oben angedeuteten Diskussion um die Weichmacher ist der Einsatz von Weich-PVC (PVC-P) in Zentraleuropa rückläufig. Im Pharmasegment gibt es noch einige Bereiche, in denen Weich-PVC nach wie vor eingesetzt wird (z.B. Beutel für Blutkonserven). Doch auch hier wird verstärkt nach Alternativen gesucht. Das hochtransparente, steife/spröde Hart-PVC (PVC-U) eignet sich besonders für die bereits erwähnten Thermoformanwendungen. Gute Verformbarkeit bei hoher Steifigkeit und guter Transparenz sowie Siegel-/Kaschierfähigkeit sind Materialeigenschaften die dafür sorgen, daß PVC noch lange für derartige Anwendungen eingesetzt wird. Polystyrol (PS) Hinsichtlich seiner Bedeutung für Lebensmittel-Primärverpackung scheint das Polystyrol etwas an Boden zu verlieren. Dies hat damit zu tun, daß es zum einen auch die Verträglichkeit von Styrol nicht unangefochten ist und zum anderen damit, daß die Eigenschaftsprofile alternativer Werkstoffe wie PVC, PET und PP im Hinblick auf Lebensmittelverpackungen überlegen sind. Darüber hinaus spielen Preis und Verarbeitbarkeit ebenso eine Rolle wie Barriereeigenschaften, die bei Polystyrol nicht überragend sind. Das Material wird durch Polymerisation des monomeren Styrols gewonnen, wovon später im Lebensmittel möglichst nichts mehr zu finden sein soll (Abbildung 2).
Zu den bekanntesten Anwendungen von Polystyrol im Lebensmittelbereich zählen der Joghurtbecher sowie thermogeformte Verpackungen für Frischprodukte (Abbildung 3 und 4). Abbildung 2: Strukturformel des (Poly)Styrol
Abbildung 2: Strukturformel des (Poly)Styrol Abbildung 3: Joghurtbecher ohne Deckel
Abbildung 3: Joghurtbecher ohne Deckel
Polystyrol wird häufig kaschiert und/oder bedruckt. In diesem Zusammenhang ist die Eigenschaft des Materials, Lösemittel aus der Druckfarbe oder dem Klebstoff aufzunehmen, ein weiterer negativer Aspekt hinsichtlich seiner Eignung für Lebensmittelverpackungen, da bei unsachgemäßer Verarbeitung hohe Restlösemittelgehalte zurück bleiben können. Grundsätzlich ist das Material aber für Verpackungsanwendungen zugelassen und findet auch seit vielen Jahren erfolgreich Verwendung. Einen Boom erfährt es im Bereich der s.g. Sleeve-Etiketten – dazu in folgenden Artikeln mehr. Polyethylenterephthalat (PET) PET ist ein harter Werkstoff, der im Lebensmittelbereich vor allen für Thermoformanwendungen eingesetzt wird (Abbildung 5).Abbildung 4: Produktbeispiele für thermogeformte PS-Verpackungen
Dabei handelt es sich um einen durch Polykondensation hergestellten thermoplastischen Kunststoff aus der Familie der Polyester. PET hat vielfältige Einsatzbereiche und wird unter anderem zur Herstellung von Kunststofflaschen und Folien verwendet. Abhängig vom Grad der Kristallinität, d.h. der regelmäßigen Anordnung seiner Polymerketten, bietet PET vielfältigste Eigenschaften: Abbildung 5: Struktur des Polyethylenterephthalat
Abbildung 5: Struktur des Polyethylenterephthalat - PET-C: kristalline PET
- PET-A: amorphes PET mit nichtstrukturierter Anordnung der Polymerketten
- PET-G: mit Glykol modifiziertes PET, dessen Kristallisation verhindert wurde
Kontakt:
Innoform GmbH Testservice
Industriehof 3,
26133 Oldenburg
TS@innoform.de
www.innoform.de