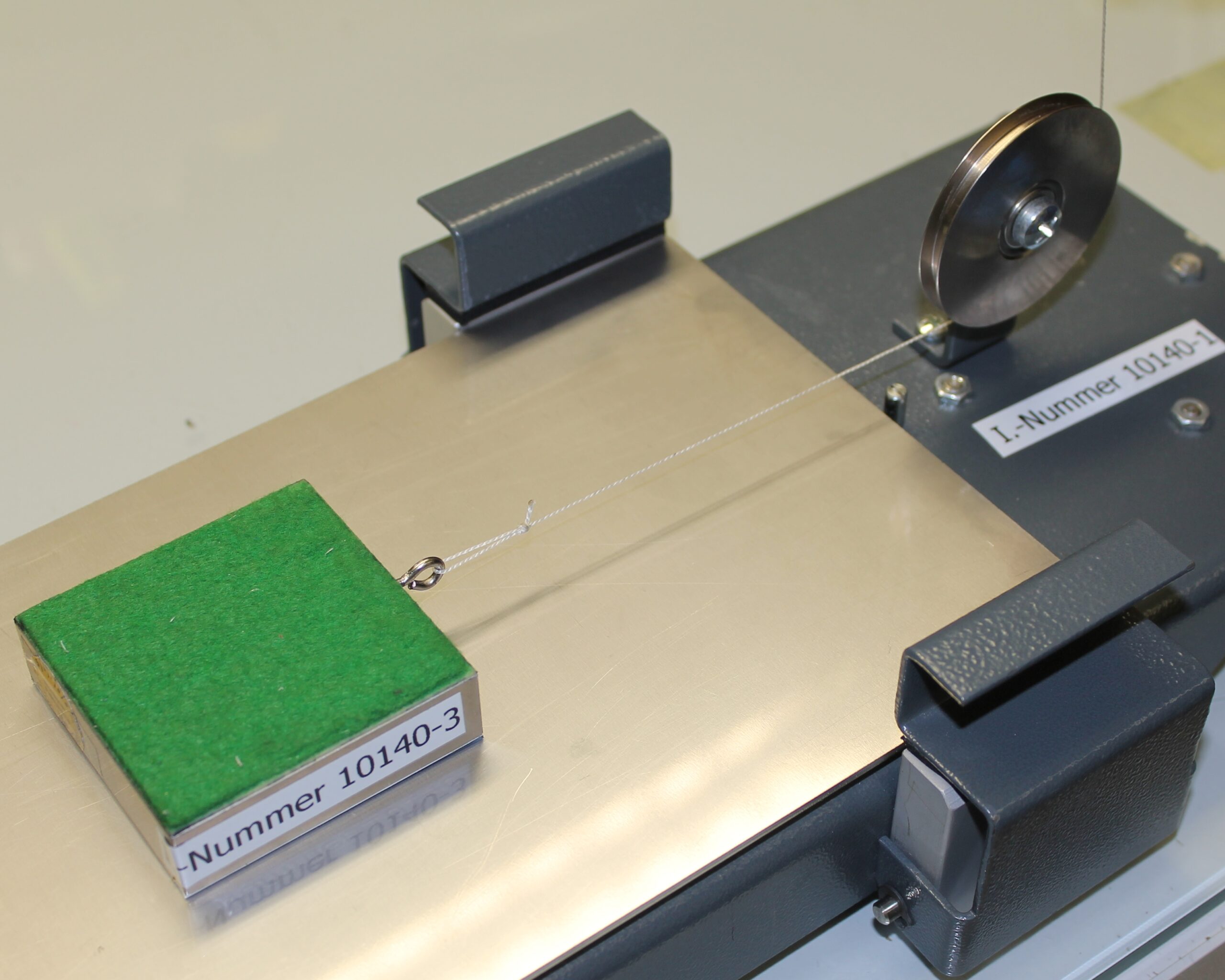
Wenn die Folie zu dick/steif ist, wird sie mit doppelseitigem Klebeband unten am Schlitten angebracht. Wichtig ist es, dass die Schnittkanten sauber sind und die Maße exakt 63 mm x 63 mm betragen. Das entspricht dann auch der Prüfung nach DIN EN ISO 8295 Reibungskoeffizient.
Aufgeklebte Folie auf den Prüfschlitten – Kanten gerade beschnitten:
Zur Anfrage beim Innoform Testservice klicken Sie hier
Täglich haben Mitarbeiter aus Einkauf und Vertrieb, QS, Produktion, Entwicklung und Verpackugnstechnik mit ihr zu tun, der Spezifikation! Aber was ist eine Spezifikation genau? Wodurch unterscheidet sie sich von Datenblättern und was ist eigentlich ihre Daseinsberechtigung?
Eine Spezifikation beschreibt formalisiert ein Produkt, ein System oder eine Dienstleistung. Sie dient zur Absicherung kaufmännischer oder juristischer Belange und definiert und quantifiziert dazu Merkmale (Tolerenzwerte), um bei Übergabe das Werk oder die Dienstleistung zu prüfen. Die Spezifikation enthält in der Regel für jede spezifizierte Eigenschaft eine präzise Referenz zu der anzuwendenden Prüfmethode für das jeweilige Merkmal. Bei Einhaltung der geforderten Spezifikationsmerkmale kann dann die Bezahlung gefordert werden.
Kurz zusammengefasst: Eine Spezifikation dient der Vereinfachung der kaufmännischen und produktionstechnischen Abläufe. Sie schafft Klarheit und Sicherheit, da sie sowohl den Kundenforderungen als auch denen des Gesetzgebers entspricht und bestimmte Standards erfüllt. Sie ermöglicht eine effiziente Kommunikation. Somit generiert sie Sicherheit und beugt vielen Risiken und Fehlern vor. Außerdem dokumentiert sie die Sorgfaltspflicht und stellt einen Eignungsnachweis dar.
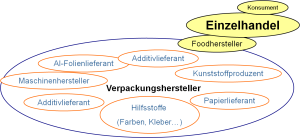
Die Lieferwolke: Alle müssen spezifizieren, was geliefert wird – in jeder Stufe!!!
In diesem Semiar lernen die Teilnehmer auf Basis der ausgereiften Innoform Folien-Spezifikationsvorlage, selbst Spezifikationen zuverlässig und lückenlos zu erstellen. Ein wesentlicher Bestandteil der Seminarunterlagen sind Listen der üblichen Prüfungen mit Erklärungen sowie die Spezifikationsvorlage für Folien und Beutel, die im Detail besprochen werden.
Die Teilnehmer erlernen Spezialwissen zu praxisrelevanten Prüfungen an Folienverpackungen. Mit ein wenig Statistik wird das Programm abgerundet. Spezielle Fragestellungen können gerne von den Teilnehmern eingebracht werden. Am zweiten Tag diskutieren wir Praxisbeispiele, die helfen das Erlernte für Ihr Unternehmen zur Kosten- und Fehlersenkung einzusetzen.
Die nächste Veranstaltung findet statt am 3./4. Dezember 2019 im Steigenberger Hotel Remarque in Osnabrück.
Bereits das zweite Mal wird Frau Dr. Amberg Schwab auf der Barriereverbundfolien-Tagung in Würzburg referieren. Sie ist als Wissenschaftlerin am Fraunhofer-Institut für Silicatforschung (ISC) in Würzburg tätig. Das Fraunhofer Institut für Silicatforschung entwickelt als Materialforschungsinstitut innovative nichtmetallische Werkstoffe. Frau Dr. Amberg-Schwab widmet sich besonders der Entwicklung neuer Beschichtungsmaterialien, vor allem im Bereich der Funktionsbeschichtungen auf der Basis anorganisch-organischer Hybridpolymere (ORMOCER®e).
Welchen Nutzen stiften Sie mit Ihren Entwicklungen und Produkten im Hinblick auf Barriereverpackungen und Ihren Vortrag?
Frau Amberg-Schwab betont den Nutzen der ISC eigenen Entwicklungen und Produkte in Hinblick auf Barriereverpackungen vor allem in individuell konzipierten Barrieresystemen, die zusätzlich mit weiteren Funktionen, wie z.B. antimikrobieller Ausrüstung versehen werden können. So bietet das Fraunhofer ISC Barrierematerialien für Lebensmittel, Pharma, Kosmet als auch Hoch- und Ultrabarrierematerialien. Die neueste Entwicklung sind sogenannte bioORMOCER®e, die sowohl biobasiert als auch bioabbaubar sind.
Zwei Trends sieht das Fraunofer ISC zur Zeit als besonders vielversprechend und zukunftsweisend an:
Erstens sind es die bioabbaubaren Kunststoffe. So kann mit dem neuartigen bioORMOCER®en der steigenden Nachfrage nach bioabbaubaren Kunststoffen entgegen gekommen und der Industrie bioabbaubares Beschichtungsmaterial zur Verfügung gestellt werden, das vilefältige Chancen für neue innovative Verpackungslösungen bietet.
Zweitens treibt das ISC mit seinen Hoch- und Ultrabarrierekonzepten Innovationen im Bereich oLED und oPV voran.
Freuen Sie sich auf den spannenden Vortrag von Frau Dr. Amberg-Schwab am 1. Tag der Barriere-Verbundfolien – Verbesserte Haltbarkeit von Lebensmitteln
silver plastics® ist ein Hersteller von Kunststoff-Verpackungen und produziert vornehmlich Lebensmittelverpackungen aus den Kunststoffen – Polystyrol (PS), Polypropylen (PP) und Polyester (PET). Das Unternehmen ist sich seiner gesellschaftlichen Verantwortung bewusst und möchte den Erhalt und Schutz von Lebensmitteln ermöglichen und “Food waste” vermeiden.
Sebastian Kremer, Produktmanager airPET® und Johannes Pelzer, Vertriebsleiter bei silver plastics® referieren auf der Tagung Barriere-Verbundfolien – Verbesserte Haltbarkeit von Lebensmitteln über das neue Produkt airPET® Touch.
Im Rahmen der Vorberichtserstattung haben auch sie sich zu den beiden folgenden Fragen geäußert:
Welchen Nutzen stiften Sie mit Ihren Entwicklungen und Produkten im Hinblick auf Barriereverpackungen und Ihren Vortrag?
Welchem Trend folgen Sie bei Barrierefolien aus Ihrem Umfeld zur Zeit besonders?
Sebastian Kremer, Produktmanager airPET®
Es ist die erste Lebensmittelverpackung überhaupt, die unmittelbar nach dem Erwärmen in der Mikrowelle oder im Backofen bis 200°C dank ihrer Wärmebarriere mit bloßen Händen angefasst werden kann. Damit vereint airPET®TOUCH alle Anforderungen, die heutzutage an eine innovative Verpackung gestellt werden: platzsparend, versiegelbar, kein Kältebruch in der Tiefkühltruhe, hitzebeständig, hochwertige Haptik, schickes Design und recyclingfähig. So ist dieses neue Produkt ein Gewinn für den Handel und ein Mehrwert für den Kunden.
Johannes Pelzer, Produktmanager airPET®
silver plastics® verfolgt bei Barrierefolien besonders den Trend im Convenience Bereich: In einer Generation der Singlehaushalte und einer Zeit, in der oft beide Partner einer Lebensgemeinschaft berufstätig sind, bleibt immer weniger Zeit. Gerade am Herd muss es daher schnell und einfach sein. Von der Tiefkühltruhe oder dem Kühlschrank in den Backofen, auf den Tisch und ab in die Wertstofftonne.
Schnell, einfach und nachhaltig! Kein Problem mit airPET®TOUCH von silver plastics®.
Seien Sie gespannt auf den Vortrag von Sebastian Kremer und Johannes Pelzer am 24. September in Würzburg!
Das Interview mit Dr. Thomas Gude und Dr. Hermann Onusseit bei der 3. Tagung: Lebensmittelrecht und Verpackungen in Europa (D, A, CH) – News und Trends, die wir mit Unterstützung des ofi aus Österreich und dem SVI aus der Schweiz mit über 120 Teilnehmern durchgeführt haben. http://innoform-coaching.de/pages/download/video.php ist nun verfügbar.
Helmut Spaeter hat schon auf mehreren Innoform-Tagungen referiert. Er ist Spezialist für dreidimensionale Beschichtungen von spritzgegossenen Verpackungen und Verpackungsmaterialien. Seine favorisierte Verpackung ist die “Kaffeekapsel”, vielfältig einsetzbar. Auf der diesjährigen Tagung Barriere-Verbundfolien – Verbesserte Haltbarkeit von Lebensmittelnauf der Festung Marienberg in Würzburg am 23./24.September referiert Helmut Später über neue und weiter entwickelte Lösungen für Migrations- und Aromabarrieren. Er vertritt die Meinung, dass sich anorganische Schichten auf Behältern durchsetzen werden und gibt einen Ausblick nach ca. 40 Jahren Flexpack Barrierefolien. Ein weiterer Schwerpunkt seines Vortrags liegt auf typischen Verbesserungen durch anorganische Barrieren (Migration, Haltbarkeit von Füllgütern etc.)
Auf die Frage, welchen Nutzen er mit seinen Entwicklungen und Produkten in Hinblick auf Barriereverpackungen und seinen Vortrag stiftet, antwortet er entsprechend konsequent:
Chemisch inerte Barriereschichten geben hohe Produktsicherheit und Qualitätserhalt für Food – und Pharmaprodukte – da sie “neben der normalen Barriere”
gegen Gas- und Wasserdampfpermeation auch die Migration / Wechselwirkung aus Umwelt und Verpackung zum Produkt und aus dem Produkt verhindern!
Als besonderen Trend bei Barrierefolien und Behältern mit Barriereschicht gilt für ihn das Motto “Ressourceneffizienz”: die einzusetzenden Rohstoffe werden sicher knapper / teurer u n d jedes eingesparte Gramm Material hilft die Umweltbelastung zu reduzieren!!
Seien Sie gesannt auf seinen Vortrag am 1. Veranstaltungstag in Würzburg!
Welchen Nutzen stiften Sie mit Ihren Entwicklungen und Produkten im Hinblick auf Barriereverpackungen und Ihren Vortrag?
Welchem Trend folgen Sie bei Barrierefolien aus Ihrem Umfeld zur Zeit besonders?
Hendrik Steen ist Leiter des Modulvertriebes Extrusionsanlagen bei Windmöller & Hölscher. Auf der Tagung wird er über Fortschritte bei der Co-Extrusionstechnik für Barrierefolien referieren. Neben der Erweiterung des Folienspektrums durch Auftrüstung bestehender Maschinensowie verbesserte Folienqualität und Qualitätskontrolle bilden Ausstoßerhöhungen durch neue Kühlringkonzepte sowie Energie- und Rohstoffeinsparungen weitere Schwerpunkte seines Vortrags.
Hier ist seine Antwort auf Frage 1:
Nicht immer ist eine Investition in eine neue Extrusionsanlage erforderlich, um Barriereverpackungen herstellen zu können. So können die Anforderungen durch Änderungen auch an bestehenden Extrusions-Anlagen durchgeführt werden. So kann eine Mono- oder 3-Schicht Blasfolienanlage, welche ursprünglich zur reinen Polyethylen-Produktion vorgesehen war, durch entsprechende Nachrüstungen auf 5 oder mehr Schichten zur Produktion von Barrierestrukturen hochgerüstet werden.
Zudem können durch entsprechende Modifikationen Leistungssteigerungen sowie Energieeinsparungen generiert werden. Denn neben der Möglichkeit Schichtdicken zu reduzieren („Downgauging“) sind dies entscheidende Faktoren zur Erhöhung der Produktivität bei gleichzeitig geringeren Produktionskosten, die insb. bei Barriereverpackungen eine wichtige Rolle einnehmen.
Was die Trends betrifft, so vertritt er mehrere Blickwinkel:
Sicherlich gibt es verschiedene Trends im Bereich der Barrierefolien.
Zu nennen wäre hier bspw. die Verwendung von immer mehr Folien-Schichten, so dass heute Extrusionswerkzeuge für bis zu 9 und mehr Schichten am Markt existieren. Dies ist auch dadurch begründet, dass Blas- als auch Gießfolien extrudierte Barriereverpackungen heutzutage stärker am Markt verbreitet sind, als dies noch vor einigen Jahren der Fall gewesen ist; Stichwort Substitution von bspw. Glas- oder Aluverpackungen.
Ein weiterer Trend ist in Richtung mehr Funktionalität, wie Beeinflussung der Eigenschaftsprofile, begründet. Zu nennen wären hier u.a. der steigende Bedarf an Convenience-Produkten, d.h. lange Haltbarkeit in kleinen Gebinden, auch für die wachsende Anzahl an Single-Haushalten.
Sicherlich ist auch der Kostendruck ein wesentlicher Aspekt. Denn neben den eigentlichen Rohstoffkosten sind auch die Produktionskosten, wie Energie-, Personal- und Maschinenkosten, nicht zu vernachlässigen.
Ein Trend geht hierbei sicherlich auch in Richtung Downgauging („Schichtdickenreduzierung“).
Seien Sie gespannt auf seinen Vortrag am 24. September in Würzburg!
Barriere und Verpackung, ein Thema, das wieder mehr in den Focus rückt und Schwerpunkt der Innoform und SKZ Kooperationstagung „Barriere-Verbundfolien – Verbesserte Haltbarkeit von Lebensmitteln“ am 23.09/24.09 2015 in Würzburg ist.
Auf der diesjährigen Tagung, die 2-jährig stattfindet, dreht sich alles um die Haltbarkeitsverbesserung von Lebensmitteln mittels Barrierefolien.
Gegenstand der Tagung sind relevante Folien – sowohl mit organischen (Kunststoff-) als auch anorganischen Barriereschichten – die eine Barriere gegen Licht, Wärme, Gase oder zunehmend auch gegen Migration unerwünschter Stoffe aus der Umwelt schaffen.
Experten aus Lebensmittelproduktion, Folienherstellung und Maschinenbau referieren über Einsatzmöglichkeiten von Barrierefolien.
Nicht nur die eigentlichen Barrierefolien, deren Herstellung und Verarbeitung sind Thema der Tagung, sondern auch neue Sterilisationsmethoden und deren Einfluss auf Material und Maschine.
Mit der rasanten Zunahme der industriellen Lebensmittel- und Verpackungsproduktion steigt der Bedarf an Barrierefolien, um das Produkt sicher zum Konsumenten zu bringen, mit wachsendem Umweltbewusstsein und steigenden Rohstoffpreisen verschiebt sich die Verwendung konventioneller Rohstoffe immer mehr in Richtung nachwachsender bzw. biobasierter Rohstoffe. Gleichzeitig rückt eine qualitative und bewusste Ernährung immer mehr in den Vordergrund. Die Verbraucher fordern natürliche und auf ursprüngliche Art und Weise hergestellte Lebensmittel.
Hier ergibt sich ein neues, spannendes Feld für Barrierefolien – Erhöhung des Verbraucherschutzes durch Barriere gegen alle möglichen, unerwünschten Stoffe. Sei es das viel besprochene Mineralöl aus Zeitschriften in Recyclingkartons, die Geruchsträger, die beim Transport und Lagerung übergehen können oder einfach die unerwünschten Gase z.B. beim Vertrieb an Tankstellen.
Drei Viertel der Verbraucher legen Wert auf das Recycling der Verpackung. Rund 40 % wollen seriöser über Umweltfreundlichkeit und Nachhaltigkeit des Produkts und des Verpackungsmaterials informiert werden
In Forschungsprojekten wird daran gearbeitet, biobasierte Barriereschichten zu entwickeln und die Barriereeigenschaften von Biopolymeren wie z.B. Proteine, Polysaccharide und Lipide für die Anwendung in Lebensmittelverpackungen zu verbessern. Verschiedene Proteine, wie z.B. Molke, Casein, oder Gelatine werden bereits als Rohstoff für Verpackungskonzepte verwendet; Protein basierte Folien und Beschichtungen können durch unterschiedliche Technologien wie Lackieren und Extrusion verarbeitet und hergestellt werden.
Die Forderung nach ursprünglich hergestellten Lebensmitteln hat Einfluss auf neue Methoden der Haltbarmachung: Frisch und knackig sollen Lebensmittel schmecken, gesund aussehen und sich dann auch noch gut anfühlen. Maschinenbauer, Folienhersteller und Abpacker müssen sich hier neuen Herausforderungen stellen. Was ist bei der Auswahl der Materialen zu berücksichtigen und welchen Einfluss hat diese Methode auf die Füllgüter und das Material?
Welche Anforderungen ergeben sich für die Materialien? Was muss bei der Entwicklung neuer Maschinenkonzepte berücksichtigt werden und welche Folien kommen zum Einsatz?
Durch neue Möglichkeiten der (Hochdruck-)Sterilisation bleiben Lebensmittel frisch und knackig, das Risiko einer Verunreinigung durch Mikroorganismen wird auf ein Minimum reduziert, ernährungsphysiologisch wertvolle Inhaltsstoffe wie Enzyme und Aromen bleiben fast unverändert und das bei einer Reduzierung des Energieaufwands im Vergleich zu konventionellen Verfahren wie die thermische Erhitzung.
Auch für die klassischen Haltbarmachungsverfahren Sterilisation und Pasteurisation sind neue Folien am Markt – auch hier diskutieren Fachleute die neuen, sicheren Folien.
Neben Haltbarkeit verbessernden Methoden runden neue Entwicklungen in der Maschinenbautechnik zur Folienherstellung ab:
Wie kann das bestehende Folienspektrum durch die Aufrüstung vorhandener Maschinen erhöht werden? Welche Kosten und Rohstoffeinsparungen ergeben sich daraus? Wie viel nachhaltiger kann das im Vergleich zum Neuinvest sein?
Zum ersten Mal widmet sich ein Vortrag dem Thema Wärmebarriere mit Folien – hier als Beitrag zum Convenience-Trend, der nach wie vor die Verpackungsbranche in Schwung hält.
Auf dieser Tagung erfahren die Teilnehmer alles über die neuesten Trends und Entwicklungen in der Barrierefolientechnologie. Es werden Lösungen für verbesserte Folien und ganze Verpackungssysteme vorgestellt und die neuen wie bekannten Anforderungen an die Barriere im Verarbeitungsprozess detailliert diskutiert.
Weitere Informationen finden Sie unter http://sp.innoform.de
Innoform Coaching GbR
Karen van Wüllen
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-280
E-Mail: karen.vanwuellen@innoform.de
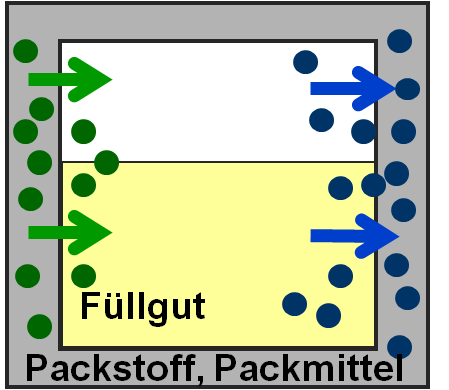
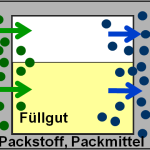
Eine Hauptfunktion von Verpackungen ist es, die Ware vor Verderb und Verunreinigung zu schützen. Dies trifft besonders für Lebensmittel zu: Verschiedene Lebensmittelgruppen erfordern unterschiedliche Verpackungskonzepte. Während das eine Lebensmittel bei der Verpackung eine hohe Barriere benötigt, ist bei dem anderen Lebensmittel eine hohe Durchlässigkeit notwendig. Kurz gefasst: Lebensmittel müssen mit geeigneten Packmitteln und angepassten Barriereeigenschaften verpackt werden, um produktspezifischen Schutz zu gewährleisten.
Alle, die Lebensmittelfolien einkaufen, verwenden, entwickeln oder verkaufen, erhalten in diesem Seminar die notwendigen Grundlagen und aktuelles Fachwissen über moderne Strukturen und typische Anwendungen von Barrierefolien. Es werden die spezifischen Barriereigenschaften der verfügbaren Packstoffe und moderne Techniken in der Herstellung von Barrierefolien vorgestellt.
Zur Beurteilung und Charakterisierung verpackungsrelevanter Eigenschaften werden unterschiedliche Messmethoden als Qualitätssicherungsinstrumente vorgestellt und anhand von Praxisbeispielen näher erläutert. In diesem Zusammenhang werden die Themen Spezifikation von Packmitteln sowie die aktuellen EU-lebensmittelrechtlichen Anforderungen an Lebensmittelverpackungen behandelt.
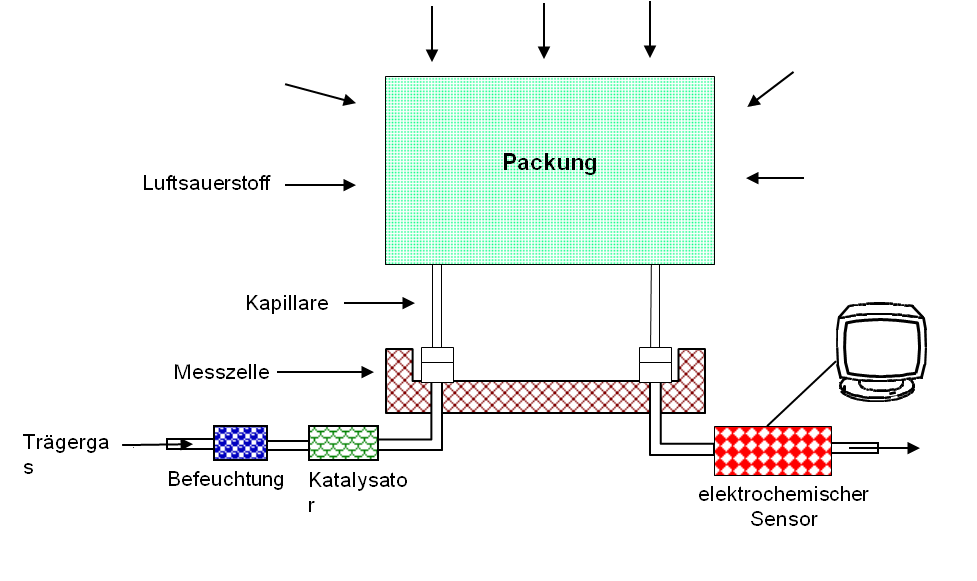
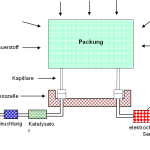
Auch der Einfluss von Licht und Sauerstoff auf die Produktqualität wird am Beispiel sauerstoffempfindlicher Lebensmittel veranschaulicht und entsprechende Verpackungskonzepte abgeleitet. Dabei spielen neben den produktspezifischen Anforderungen auch die Lagerbedingungen und der Abpackprozess eine entscheidende Rolle für die Auslegung der Barrierefolie.
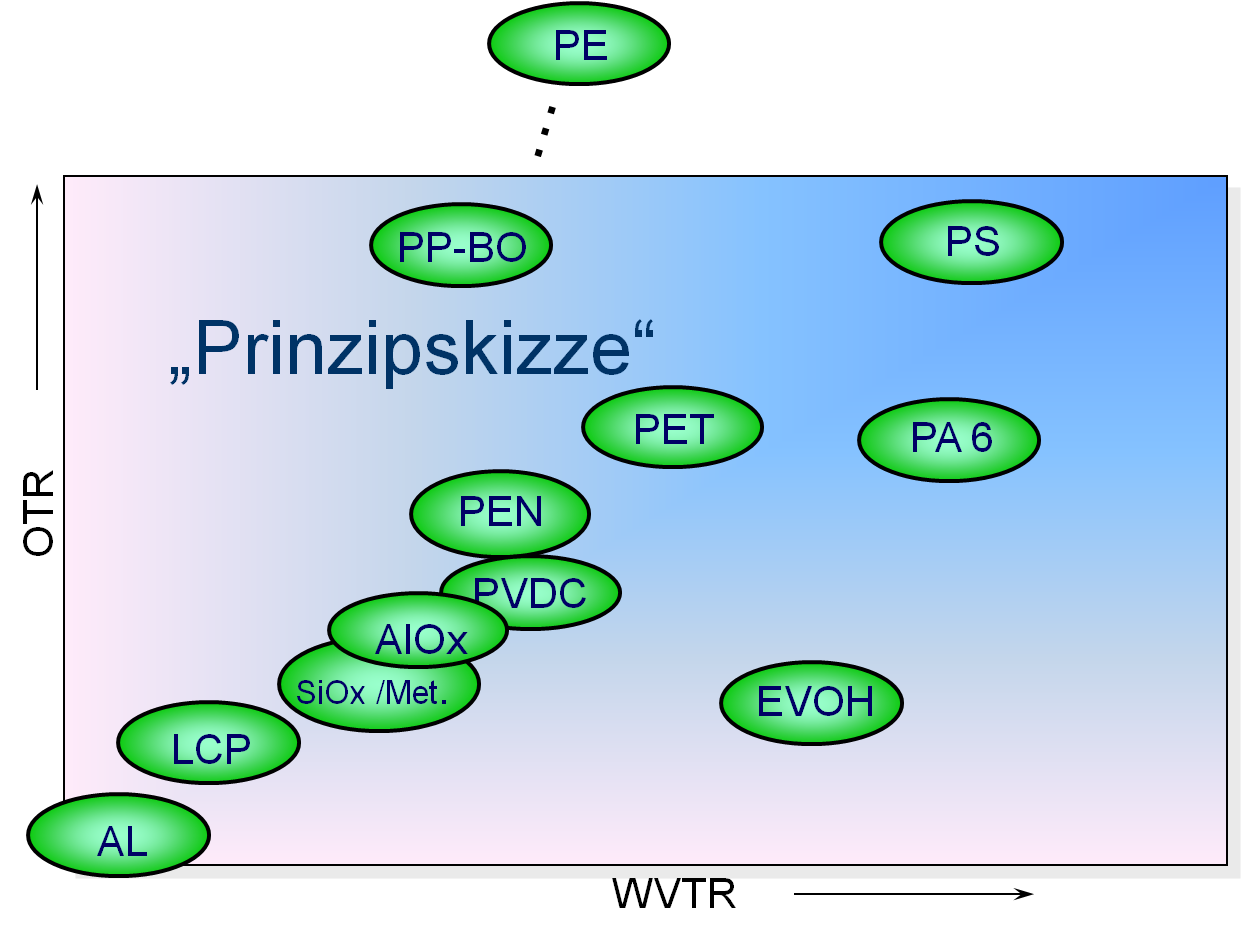
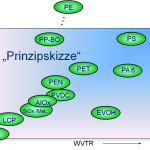
Nach dem Seminar kennen die Teilnehmer die spezifischen Barriereeigenschaften der kommerziell verfügbaren Packstoffen und wissen, wie diese zielführend miteinander kombiniert werden, um Packmittel für produktspezifische Verpackungskonzepte zu erzeugen. Die Teilnehmer können die Permeationseigenschaften von Barrierefolien berechnen und Verpackungskonzepte entsprechend optimieren und sie wissen, wie geeignete Verpackungskonzepte aus Barrierefolien nicht nur die Qualität und Sicherheit dieser Lebensmittel positiv beeinflussen können, sondern die Barrieredimensionierung auch der Kosteneinsparung dient.
⋅ Kurzzusammenfassung ⋅ In den ersten drei Teilen dieser Reihe von INNO-Lettern haben wir aufgeführt, welche Belege erforderlich sind um eine Konformitätserklärung gemäß Anhang IV der Verordnung (EU) Nr. 10/2011 zu erstellen, wie die gesammelten Daten auszuwerten sind und wie die Einhaltung von spezifischen Grenzwerten überprüft werden kann. In diesem Teil werden wir uns mit dem 10ppb-Screening beschäftigen, das immer mehr an Bedeutung gewinnt.1 Wofür kann das „10 ppb Screening“ eingesetzt werden 1.1 Risikobewertung von nicht absichtlich zugesetzten Stoffen (NIAS)
Materialien und Gegenstände aus Kunststoff können Verunreinigungen enthalten. Derartige Verunreinigungen werden z.B. bei der Herstellung des Kunststoffmaterials unbeabsichtigt eingebracht (unbeabsichtigt eingebrachter Stoff — non-intentionally added substance, NIAS). Alle eingesetzten Stoffe müssen über eine technische Qualität und Reinheit verfügen, die für die vorhersehbare Verwendung der Materialien geeignet ist. Daher sollten Verunreinigungen, die relevant für die Konformitätsbeurteilung sind, in den Konformitätserklärungen angegeben werden.
Typische Verunreinigungen können im Beurteilungsrahmen von Stoffen durch die EFSA (Europäische Behörde für Lebensmittelsicherheit) bereits enthalten sein. Es sind jedoch üblicherweise nicht alle Reaktions- und Abbauprodukte in der Zulassung eines Stoffes aufgeführt und berücksichtigt. Leider gibt es derzeit unserer Kenntnis nach keine Veröffentlichung, aus der eindeutig zu entnehmen ist, ob die EFSA diese Stoffe regelmäßig mit bewertet. Da der Hersteller von Bedarfsgegenständen aus Kunststoff von Reaktions- und Abbauprodukten ausgehende mögliche Gesundheitsrisiken im fertigen Material oder Gegenstand gemäß international anerkannten wissenschaftlichen Grundsätzen der Risikobewertung beurteilen soll, muss er diese Stoffe kennen.
Die Prozesskette zur Fertigung von Verpackungsmaterialien oder Bedarfsgegenständen kann mitunter sehr lang sein. Daher sollten die Informationen zu diesen Stoffen auch innerhalb der Kette weitergegeben werden. Leider funktioniert das oft noch nicht in hinreichender Form. Eine Möglichkeit der Einschätzung möglicher Gefahren durch unbeabsichtigt eingebrachte Stoffe oder Abbauprodukte, sind Migrationsscreenings. Die Methode Gaschromatographie-Massenspektrometerkopplung (GC-MS) stellt eine ausgezeichnete Methode zur Risikominimierung hinsichtlich möglicher Migrationen durch NIAS dar, wohlwissend, dass eine Methode, die umfassend die Ab- bzw. Anwesenheit aller möglichen Stoffe detektiert, in absehbarer Zeit nicht zu erwarten ist.
1.2 Plausibiliätsprüfungen
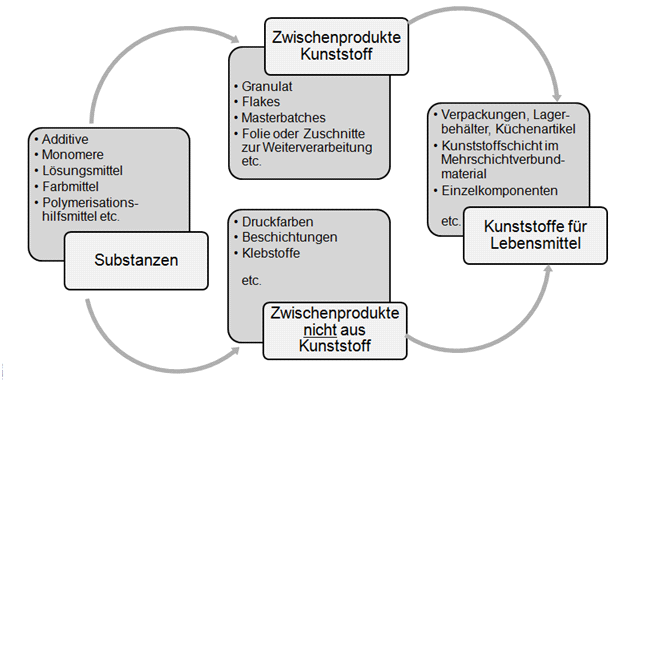
Die Verpackungen, die von Lebensmittelherstellern verwendet werden, setzen sich oftmals aus einer Vielzahl von Einzelkomponenten zusammen. Bei der Konformitätsarbeit ist jeder Bestandteil der fertigen Verpackung, bzw. des Bedarfsgegenstandes, zu berücksichtigen, wie z.B. auch Etiketten, Kennzeichnungsdruck, etc. Die Herstellung erfolgt dabei regelmäßig in unterschiedlichen Unternehmen, die jeweils nur einen Teil der Herstellkette abdecken.
Jedes Unternehmen der Fertigungskette erstellt für das von ihm vertriebene Produkt eine Konformitätserklärung, bzw. stellt hinreichende Informationen zur Beurteilung der lebensmittelrechtlichen Konformität durch die nachfolgenden Unternehmen zur Verfügung. Bei der Konformitätserklärung für die fertige Verpackung handelt es sich um eine Zusammenfassung aller Informationen, die innerhalb der Lieferkette zusammengetragen werden. Zur Kontrolle der Angaben aus den Konformitätserklärungen sind GC-MS- Screenings eine kostengünstige und geeignete Möglichkeit, um zu prüfen, ob die Angaben hinsichtlich einzuhaltender Grenzwerte vollständig sind.
1.3 Orientierungsprüfungen zur Einhaltung von Begrenzungen von
Stoffen
In der Unionsliste der Verordnung (EU) Nr. 10/2011 ist eine Vielzahl an Monomeren, Hilfsstoffen und Additiven aufgeführt, die zur Herstellung von Kunststoffverpackungen eingesetzt werden können. Einige dieser Stoffe können über Screeningmethoden halbquantitativ in einer einzigen Analyse bestimmt werden. Ist sichergestellt, dass die vorgefundenen Stoffe in der verwendeten Simulanz besser löslich sind als im bestimmungsgemäß vorgesehenen Lebensmittel oder der geregelten Simulanz, so kann bei deutlicher Unterschreitung des Grenzwertes (z.B. bis max 20 % des Grenzwertes) auf sehr wirtschaftliche Weise eine Konformität abgeleitet werden. Dieses trifft in vielen Fällen zu.
2 Welche Arten von Screenings gibt es?
Wie im dritten Teil dieser Inno-Letter Serie erläutert, gibt es eine Vielzahl an Stoffen mit unterschiedlichen Eigenschaften, die mit unterschiedlichen Methoden analysiert werden können. Für die Bewertung sind Stoffe mit einer Molekülgröße bis 1000 Dalton entscheidend. Um möglichst viele NIAS nachweisen zu können, ist eine Kombination aus unterschiedlichen Methoden wie GC/MS, Headspace-GC/MS, LC-TOF, LC-UV, LC-MS, ICP notwendig. Hierbei ist die Identifizierung besonders schwierig. Bisher gibt es noch keine einheitliche Methode.
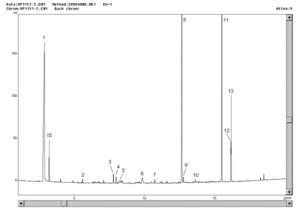
Sehr häufig wird die GC/MS angewendet. Hier wird ein Migratansatz mit Ethanol 95%, Isooctan oder Poly(2,6-diphenyl-p-phenylenoxid) (Tenax ®) durchgeführt. Dem Migrat wird ein interner Standard zugesetzt, was eine halbquantitative Mengenbestimmung aller nachgewiesenen Stoffe ermöglicht, ohne eine aufwändige Einzelkalibrierung für jede einzelne Substanz durchführen zu müssen.
Die Messung auf Anwesenheit flüchtiger Stoffe kann bekanntlich nicht über einen Migrationsansatz mit einer flüssigen Simulanz erfolgen; dafür wird die Einfachgasextraktion nach der Headspace- Methode mit nachgeschalteter GC/MS- Detektion verwendet.
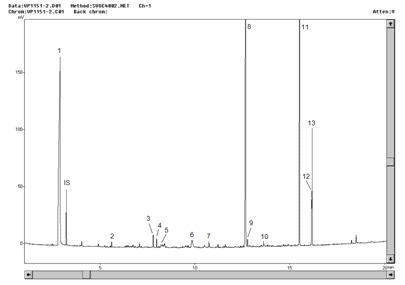
3 Wie sieht das Ergebnis aus?Abbildung 1: GC/FID-Chromatogramm eines Screenings4 Welche Mengen sind relevant?
Leider gibt es dazu seitens der EFSA, BgVV oder anderer Behörden noch keine klaren Vorgaben. Im “The Exposure Matrix Project” der Plastics Europe, EuPC, FPE und CeficFCA wurde ein “level of interest” (LOI) vorgestellt, ein berechneter Wert basierend auf Expositionsdaten (Studien zur tägliche Nahrungsaufnahme, unterteilt nach Lebensmittelgruppen und Verpackungsarten) für unterschiedliche Verpackungsmaterialien, oberhalb dessen eine Bewertung erforderlich ist. Alternativ könne eine Orientierung am Grenzwert für nicht beurteilte Stoffe hinter einer funktionellen Barriere von 10 µg/kg Lebensmittel (10 ppb) erfolgen. Bei Anwendung eines Oberflächen/Volumen-Verhältnisses von 6 dm²/kg Lebensmittel wären das etwa 1,3 µg/dm² Verpackungsmaterial.
Zur Ableitung toxikologischer Schwellenwerte kann der „Treshhold of Toxicological Concern“ (TTC) ebenfalls verwendet werden. Hierbei handelt es sich um die mittlere tägliche Dosis, unter der eine nicht evaluierte Substanz mit 95%iger Wahrscheinlichkeit harmlos ist, selbst wenn diese im Prinzip toxisch oder die Exposition chronisch wäre. Für unbekannte Substanzen, wie möglicherweise genotoxische Kanzerogene, liegt der Wert bei 15 µg/d.
5 Welche Maßnahmen sind daraus abzuleiten?
Stoffe, die in Konzentrationen oberhalb des LOI oder des TTC nachgewiesen werden, müssen zunächst eindeutig identifiziert werden. Wenn es sich um Abbauprodukte eines Inhaltsstoffes handelt, scheitert dieses häufig an Ermangelung z.B. geeigneter Standards zur Identifizierung bzw. kann nur durch die jeweiligen Rohstoffhersteller erfolgen. Zum Teil kann auf Basis des Massenspektrums in Verbindung mit Kenntnissen zu den eingesetzten Substanzen ein Identifizierungsvorschlag abgeleitet werden.
Ist eine Substanz nicht zu identifizieren, muss diese bewertet werden.
6 Bewertung
Werden Stoffe mit Begrenzungen ermittelt, muss das Ergebnis durch spezifische Messungen verifiziert werden, wenn Mengen > 20% des Grenzwertes ermittelt werden, da es sich um ein halbquantitatives Verfahren mit einer Messunsicherheit von ca. 80% handelt. Berücksichtigt werden muss zusätzlich die Löslichkeit der Substanz in der ausgewählten Simulanz in Zusammenschau mit den gewählten Prüfbedingungen.
Ob die im Screening entdeckten Stoffe ohne Evaluierung durch die EFSA den Forderungen der Verordnung (EG) Nr. 1935/2004 für Lebensmittelkontaktmaterialien entsprechen, ist gemäß international anerkannten wissenschaftlichen Grundsätzen für Risikobewertungen zu beurteilen. Diese Risikobewertung ist Bestandteil der Konformitätsarbeit und muss den zuständigen Behörden auf Verlangen vorgelegt werden. PlasticEurope hat auf ihrer Webseite Leitlinien veröffentlicht, auf deren Basis eine Risikobewertung aufgebaut werden kann. Ein Risiko setzt sich zusammen aus der Gefährdung und der Exposition. Wenn ich einer Gefährdung nur in sehr geringen Mengen ausgesetzt bin, ist das Risiko geringer, als wenn ich ihr in hohen Mengen ausgesetzt bin. Wird der Stoff also in einer Verpackung für ein Lebensmittel festgestellt, das üblicherweise nur in geringen Mengen konsumiert wird (z.B. Verpackung für Gewürze) ist das Risiko als geringer einzuschätzen als wenn der Stoff in einer Verpackung für ein Produkt enthalten ist, das oft und in großen Mengen konsumiert wird (z.B. Getränkeverpackung).
Gerne übernehmen wir die Konformitätsarbeit für Sie. Für ein unverbindliches Angebot sprechen Sie uns gerne an.
Testservice:
Im Testservice Inno-Letter veröffentlichen wir News rund um Prüfungen für Folienverpackungen insbesondere die, die wir selber anbieten: http://www.innoform-testservice.de/tpages/benefit/qualitycontrol.php
Im fünften Teil des INNO-Letters werden wir uns mit den weiteren Prüfungen für die Erstellung einer Konformitätserklärung beschäftigen.
Lesen Sie hier noch einmal
Tei 1: Rechtssichere Erstellung von Konformitätserklärungen – so geht es
Teil 2: Auswertung der Daten
Teil 3: Überprüfung der Einhaltung von Grenzwerten
 Zur Anfrage beim Innoform Testservice klicken Sie hier
Zur Anfrage beim Innoform Testservice klicken Sie hier
 Zur Anfrage beim Innoform Testservice klicken Sie hier
Zur Anfrage beim Innoform Testservice klicken Sie hier






 . Auf der diesjährigen Tagung Barriere-Verbundfolien – Verbesserte Haltbarkeit von Lebensmitteln auf der Festung Marienberg in Würzburg am 23./24.September referiert Helmut Später über neue und weiter entwickelte Lösungen für Migrations- und Aromabarrieren. Er vertritt die Meinung, dass sich anorganische Schichten auf Behältern durchsetzen werden und gibt einen Ausblick nach ca. 40 Jahren Flexpack Barrierefolien. Ein weiterer Schwerpunkt seines Vortrags liegt auf typischen Verbesserungen durch anorganische Barrieren (Migration, Haltbarkeit von Füllgütern etc.)
Auf die Frage, welchen Nutzen er mit seinen Entwicklungen und Produkten in Hinblick auf Barriereverpackungen und seinen Vortrag stiftet, antwortet er entsprechend konsequent:
Chemisch inerte Barriereschichten geben hohe Produktsicherheit und Qualitätserhalt für Food – und Pharmaprodukte – da sie “neben der normalen Barriere”
gegen Gas- und Wasserdampfpermeation auch die Migration / Wechselwirkung aus Umwelt und Verpackung zum Produkt und aus dem Produkt verhindern!
Als besonderen Trend bei Barrierefolien und Behältern mit Barriereschicht gilt für ihn das Motto “Ressourceneffizienz”: die einzusetzenden Rohstoffe werden sicher knapper / teurer u n d jedes eingesparte Gramm Material hilft die Umweltbelastung zu reduzieren!!
Seien Sie gesannt auf seinen Vortrag am 1. Veranstaltungstag in Würzburg!
. Auf der diesjährigen Tagung Barriere-Verbundfolien – Verbesserte Haltbarkeit von Lebensmitteln auf der Festung Marienberg in Würzburg am 23./24.September referiert Helmut Später über neue und weiter entwickelte Lösungen für Migrations- und Aromabarrieren. Er vertritt die Meinung, dass sich anorganische Schichten auf Behältern durchsetzen werden und gibt einen Ausblick nach ca. 40 Jahren Flexpack Barrierefolien. Ein weiterer Schwerpunkt seines Vortrags liegt auf typischen Verbesserungen durch anorganische Barrieren (Migration, Haltbarkeit von Füllgütern etc.)
Auf die Frage, welchen Nutzen er mit seinen Entwicklungen und Produkten in Hinblick auf Barriereverpackungen und seinen Vortrag stiftet, antwortet er entsprechend konsequent:
Chemisch inerte Barriereschichten geben hohe Produktsicherheit und Qualitätserhalt für Food – und Pharmaprodukte – da sie “neben der normalen Barriere”
gegen Gas- und Wasserdampfpermeation auch die Migration / Wechselwirkung aus Umwelt und Verpackung zum Produkt und aus dem Produkt verhindern!
Als besonderen Trend bei Barrierefolien und Behältern mit Barriereschicht gilt für ihn das Motto “Ressourceneffizienz”: die einzusetzenden Rohstoffe werden sicher knapper / teurer u n d jedes eingesparte Gramm Material hilft die Umweltbelastung zu reduzieren!!
Seien Sie gesannt auf seinen Vortrag am 1. Veranstaltungstag in Würzburg!

 , welche ursprünglich zur reinen Polyethylen-Produktion vorgesehen war, durch entsprechende Nachrüstungen auf 5 oder mehr Schichten zur Produktion von Barrierestrukturen hochgerüstet werden.
Zudem können durch entsprechende Modifikationen Leistungssteigerungen sowie Energieeinsparungen generiert werden. Denn neben der Möglichkeit Schichtdicken zu reduzieren („Downgauging“) sind dies entscheidende Faktoren zur Erhöhung der Produktivität bei gleichzeitig geringeren Produktionskosten, die insb. bei Barriereverpackungen eine wichtige Rolle einnehmen.
Was die Trends betrifft, so vertritt er mehrere Blickwinkel:
Sicherlich gibt es verschiedene Trends im Bereich der Barrierefolien.
Zu nennen wäre hier bspw. die Verwendung von immer mehr Folien-Schichten, so dass heute Extrusionswerkzeuge für bis zu 9 und mehr Schichten
, welche ursprünglich zur reinen Polyethylen-Produktion vorgesehen war, durch entsprechende Nachrüstungen auf 5 oder mehr Schichten zur Produktion von Barrierestrukturen hochgerüstet werden.
Zudem können durch entsprechende Modifikationen Leistungssteigerungen sowie Energieeinsparungen generiert werden. Denn neben der Möglichkeit Schichtdicken zu reduzieren („Downgauging“) sind dies entscheidende Faktoren zur Erhöhung der Produktivität bei gleichzeitig geringeren Produktionskosten, die insb. bei Barriereverpackungen eine wichtige Rolle einnehmen.
Was die Trends betrifft, so vertritt er mehrere Blickwinkel:
Sicherlich gibt es verschiedene Trends im Bereich der Barrierefolien.
Zu nennen wäre hier bspw. die Verwendung von immer mehr Folien-Schichten, so dass heute Extrusionswerkzeuge für bis zu 9 und mehr Schichten  am Markt existieren. Dies ist auch dadurch begründet, dass Blas- als auch Gießfolien extrudierte Barriereverpackungen heutzutage stärker am Markt verbreitet sind, als dies noch vor einigen Jahren der Fall gewesen ist; Stichwort Substitution von bspw. Glas- oder Aluverpackungen.
Ein weiterer Trend ist in Richtung mehr Funktionalität, wie Beeinflussung der Eigenschaftsprofile, begründet. Zu nennen wären hier u.a. der steigende Bedarf an Convenience-Produkten, d.h. lange Haltbarkeit in kleinen Gebinden, auch für die wachsende Anzahl an Single-Haushalten.
Sicherlich ist auch der Kostendruck ein wesentlicher Aspekt. Denn neben den eigentlichen Rohstoffkosten sind auch die Produktionskosten, wie Energie-, Personal- und Maschinenkosten, nicht zu vernachlässigen.
Ein Trend geht hierbei sicherlich auch in Richtung Downgauging („Schichtdickenreduzierung“).
Seien Sie gespannt auf seinen Vortrag am 24. September in Würzburg!
am Markt existieren. Dies ist auch dadurch begründet, dass Blas- als auch Gießfolien extrudierte Barriereverpackungen heutzutage stärker am Markt verbreitet sind, als dies noch vor einigen Jahren der Fall gewesen ist; Stichwort Substitution von bspw. Glas- oder Aluverpackungen.
Ein weiterer Trend ist in Richtung mehr Funktionalität, wie Beeinflussung der Eigenschaftsprofile, begründet. Zu nennen wären hier u.a. der steigende Bedarf an Convenience-Produkten, d.h. lange Haltbarkeit in kleinen Gebinden, auch für die wachsende Anzahl an Single-Haushalten.
Sicherlich ist auch der Kostendruck ein wesentlicher Aspekt. Denn neben den eigentlichen Rohstoffkosten sind auch die Produktionskosten, wie Energie-, Personal- und Maschinenkosten, nicht zu vernachlässigen.
Ein Trend geht hierbei sicherlich auch in Richtung Downgauging („Schichtdickenreduzierung“).
Seien Sie gespannt auf seinen Vortrag am 24. September in Würzburg!





 Jedes Unternehmen der Fertigungskette erstellt für das von ihm vertriebene Produkt eine Konformitätserklärung, bzw. stellt hinreichende Informationen zur Beurteilung der lebensmittelrechtlichen Konformität durch die nachfolgenden Unternehmen zur Verfügung. Bei der Konformitätserklärung für die fertige Verpackung handelt es sich um eine Zusammenfassung aller Informationen, die innerhalb der Lieferkette zusammengetragen werden. Zur Kontrolle der Angaben aus den Konformitätserklärungen sind GC-MS- Screenings eine kostengünstige und geeignete Möglichkeit, um zu prüfen, ob die Angaben hinsichtlich einzuhaltender Grenzwerte vollständig sind.
1.3 Orientierungsprüfungen zur Einhaltung von Begrenzungen von
Stoffen
In der Unionsliste der Verordnung (EU) Nr. 10/2011 ist eine Vielzahl an Monomeren, Hilfsstoffen und Additiven aufgeführt, die zur Herstellung von Kunststoffverpackungen eingesetzt werden können. Einige dieser Stoffe können über Screeningmethoden halbquantitativ in einer einzigen Analyse bestimmt werden. Ist sichergestellt, dass die vorgefundenen Stoffe in der verwendeten Simulanz besser löslich sind als im bestimmungsgemäß vorgesehenen Lebensmittel oder der geregelten Simulanz, so kann bei deutlicher Unterschreitung des Grenzwertes (z.B. bis max 20 % des Grenzwertes) auf sehr wirtschaftliche Weise eine Konformität abgeleitet werden. Dieses trifft in vielen Fällen zu.
2 Welche Arten von Screenings gibt es?
Wie im dritten Teil dieser Inno-Letter Serie erläutert, gibt es eine Vielzahl an Stoffen mit unterschiedlichen Eigenschaften, die mit unterschiedlichen Methoden analysiert werden können. Für die Bewertung sind Stoffe mit einer Molekülgröße bis 1000 Dalton entscheidend. Um möglichst viele NIAS nachweisen zu können, ist eine Kombination aus unterschiedlichen Methoden wie GC/MS, Headspace-GC/MS, LC-TOF, LC-UV, LC-MS, ICP notwendig. Hierbei ist die Identifizierung besonders schwierig. Bisher gibt es noch keine einheitliche Methode.
Sehr häufig wird die GC/MS angewendet. Hier wird ein Migratansatz mit Ethanol 95%, Isooctan oder Poly(2,6-diphenyl-p-phenylenoxid) (Tenax ®) durchgeführt. Dem Migrat wird ein interner Standard zugesetzt, was eine halbquantitative Mengenbestimmung aller nachgewiesenen Stoffe ermöglicht, ohne eine aufwändige Einzelkalibrierung für jede einzelne Substanz durchführen zu müssen.
Die Messung auf Anwesenheit flüchtiger Stoffe kann bekanntlich nicht über einen Migrationsansatz mit einer flüssigen Simulanz erfolgen; dafür wird die Einfachgasextraktion nach der Headspace- Methode mit nachgeschalteter GC/MS- Detektion verwendet.
3 Wie sieht das Ergebnis aus?
Jedes Unternehmen der Fertigungskette erstellt für das von ihm vertriebene Produkt eine Konformitätserklärung, bzw. stellt hinreichende Informationen zur Beurteilung der lebensmittelrechtlichen Konformität durch die nachfolgenden Unternehmen zur Verfügung. Bei der Konformitätserklärung für die fertige Verpackung handelt es sich um eine Zusammenfassung aller Informationen, die innerhalb der Lieferkette zusammengetragen werden. Zur Kontrolle der Angaben aus den Konformitätserklärungen sind GC-MS- Screenings eine kostengünstige und geeignete Möglichkeit, um zu prüfen, ob die Angaben hinsichtlich einzuhaltender Grenzwerte vollständig sind.
1.3 Orientierungsprüfungen zur Einhaltung von Begrenzungen von
Stoffen
In der Unionsliste der Verordnung (EU) Nr. 10/2011 ist eine Vielzahl an Monomeren, Hilfsstoffen und Additiven aufgeführt, die zur Herstellung von Kunststoffverpackungen eingesetzt werden können. Einige dieser Stoffe können über Screeningmethoden halbquantitativ in einer einzigen Analyse bestimmt werden. Ist sichergestellt, dass die vorgefundenen Stoffe in der verwendeten Simulanz besser löslich sind als im bestimmungsgemäß vorgesehenen Lebensmittel oder der geregelten Simulanz, so kann bei deutlicher Unterschreitung des Grenzwertes (z.B. bis max 20 % des Grenzwertes) auf sehr wirtschaftliche Weise eine Konformität abgeleitet werden. Dieses trifft in vielen Fällen zu.
2 Welche Arten von Screenings gibt es?
Wie im dritten Teil dieser Inno-Letter Serie erläutert, gibt es eine Vielzahl an Stoffen mit unterschiedlichen Eigenschaften, die mit unterschiedlichen Methoden analysiert werden können. Für die Bewertung sind Stoffe mit einer Molekülgröße bis 1000 Dalton entscheidend. Um möglichst viele NIAS nachweisen zu können, ist eine Kombination aus unterschiedlichen Methoden wie GC/MS, Headspace-GC/MS, LC-TOF, LC-UV, LC-MS, ICP notwendig. Hierbei ist die Identifizierung besonders schwierig. Bisher gibt es noch keine einheitliche Methode.
Sehr häufig wird die GC/MS angewendet. Hier wird ein Migratansatz mit Ethanol 95%, Isooctan oder Poly(2,6-diphenyl-p-phenylenoxid) (Tenax ®) durchgeführt. Dem Migrat wird ein interner Standard zugesetzt, was eine halbquantitative Mengenbestimmung aller nachgewiesenen Stoffe ermöglicht, ohne eine aufwändige Einzelkalibrierung für jede einzelne Substanz durchführen zu müssen.
Die Messung auf Anwesenheit flüchtiger Stoffe kann bekanntlich nicht über einen Migrationsansatz mit einer flüssigen Simulanz erfolgen; dafür wird die Einfachgasextraktion nach der Headspace- Methode mit nachgeschalteter GC/MS- Detektion verwendet.
3 Wie sieht das Ergebnis aus?