In unserer Reihe #folienwissen, geht es heute wieder um Begriffe, die viele benutzen und einige nicht richtig einordnen können. Wir nähern uns heute einmal den Begriffen der kleinsten Teilchen der Kunststoffe. Dabei beginne ich hier mit dem Molekül des Polypropylens. Es unterscheidet sich ja nur in einem Detail vom Polyethylen – der zusätzlichen CH3- oder auch Methylgruppe genannt. Und weil sich die beiden PE und PP so ähnlich sind, gehören diese auch zu einer Obergruppe, den Polyolefinen. Sie ähneln sich in der Verarbeitung, den Eigenschaften, der Polymerstruktur und auch der Recyclingfähigkeit. Nimmt man z.B. PE/PP Verbundfolien und untersucht sie auf Recyclingfähigkeit in mechanischen Verfahren, so lassen sich diese gut zusammen wiederverwerten.
Hier links im Bild ist die Strukturformel einmal dargestellt. Drei Kohlenstofffatome in der Monomereinheit, der kleinsten Einheit in dieser Betrachtung, und 6 Wasserstoffatome – und fertig ist das Polypropylen.
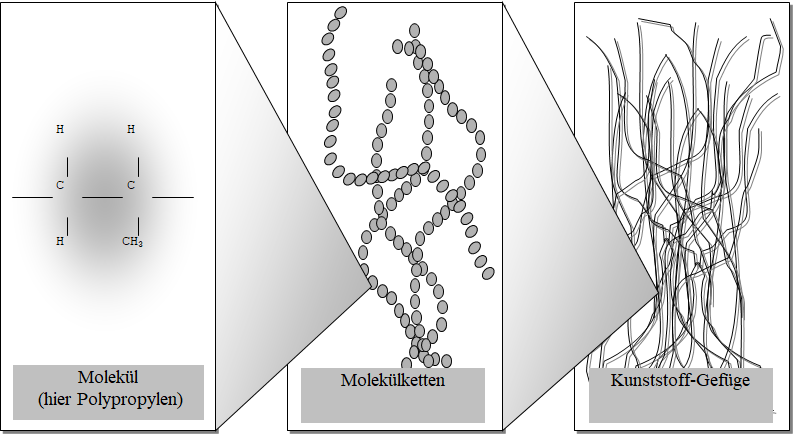
Im mittleren Bild sehen wir die längliche Form des Polypropylens mit weniger Vergrößerung. “Poly”, aus dem griechischen für viel, zeigt schon an, dass es ziemlich viele Polymere sind, die man da zu Molekülketten zusammen polymerisiert. Und da kommen wir schon zum nächsten Detail, dem Herstellungsprozess der Polymerisation. Diese langen, Spaghetti ähnlichen Moleküle bestehen oft aus mehr als 100.000 Monomeren, den Propylenen, und werden so zum Polypropylen.
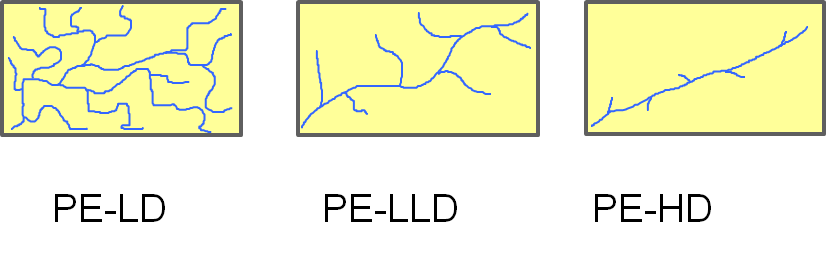
Zoomt man nun noch etwas weiter raus und verringert dadurch die Vergrößerung, so findet man das s.g. Polymer-Gefüge, auch Kunststoffgefüge genannt. Man sieht dann übergeordnete Strukturen, die sich in amorphe und kristalline Bereiche unterteilen lassen.
Die amorphen Bereiche zeichnen sich durch ein wildes Durcheinander aus. Man kann sich das wie ein Wollknäuel vorstellen.
Die kristallinen Bereiche hingegen sind schön geordnet nebeneinander und haben dadurch einen energetisch niedrigeres Niveau erreicht.
Zieht man nun an dem gesamten Gefüge, dehnen sich die amorphen Bereiche mehr als die kristallinen und sortieren sich dabei um. Man spricht von s.g. Verfestigungsmechanismen, Kaltverfestigung und Orientierung der Polymere oder in unserem Anwendungsfall eben der Folien.