Verbände drängen auf Freigabe von Rezyklaten im direkten Kontakt mit Lebensmitteln. Angeblich seien rund 42 % aller Kunststoffverpackungen für die Verpackung von Lebensmitteln bestimmt. Und somit sei der Effekt für eine CO2-Reduktion durch den Einsatz von Rezyklaten für Lebensmittelverpackungen notwendig.
EU-weit gelten seit dem 10. Oktober 2022 neue Regeln für den Einsatz von recycelten Kunststoffen im Kontakt mit Lebensmitteln, z. B. Lebensmittelverpackungen. Zwar gelten bis Mitte 2023 noch gewisse Übergangsfristen, dennoch müssen sich viele Kunststoff-Recycler und -Verarbeiter schon jetzt auf die neuen Vorgaben einstellen. Dabei helfen ihnen gemeinsame Leitlinien der Verbände der kunststoffverarbeitenden Industrie (GKV und seine Trägerverbände) und der Kunststoff-Recycler (BDE, bvse), die heute veröffentlicht wurden.
Der Einsatz von recycelten Kunststoffen stellt einen wichtigen Beitrag auf dem Weg zu einer klimaneutralen Kreislaufwirtschaft dar, denn er verringert CO2-Emissionen bei der Produktherstellung und die Abhängigkeit von fossilen Rohstoffen. Rezyklate sind auch für Produkte im Kontakt mit Lebensmitteln, z. B. PET-Getränkeflaschen, heute schon unersetzlich und werden immer wichtiger, erläutert Dr. Andreas Bruckschen, stellvertretender Hauptgeschäftsführer des BDE e.V.
Mit den Leitlinien wollen Kunststoff-Verbände die Anwendung der neuen Regelungen für Kunststoff- Recycler und -Verarbeiter erleichtern und Mittel und Wege aufzeigen, die teilweise sehr komplizierten Regelungen umzusetzen, erklärt Herbert Snell, Vizepräsident des Fachverbands Kunststoffrecycling im bvse. Gemeinsam appellieren die drei Verbände an die EU-Kommission, ihre Ankündigung umzusetzen und die mittlerweile über 230 als sicher bewerteten PET-Recycling-Verfahren endlich zuzulassen und damit Rechtssicherheit für die Industrie zu schaffen.
Die Broschüre ist kostenfrei abrufbar auf den Seiten der Verbände.
Kontakte für Rückfragen: Dr. Martin Engelmann, m.engelmann@kunststoffverpackungen.de, Tel.: 06172-9266 76, Kaiser-Friedrich-Promenade 43, 61348 Bad Homburg
Schlecht gemachte Mono-Materialverpackungen schaden mehr als dass sie nützen.
Die Kunststoffverpackungen sind auf dem Weg zur Kreislaufwirtschaft – das liest und hört man überall. Doch ist das wirklich so? Filme wie “Die Recyclinglüge” lassen aufhorchen, auch, wenn die Kommentare aus Fachkreisen vernichtend klingen mögen. Machen Sie sich gern selber ein Bild:
Wir haben nach wie vor ein Recyclingproblem. Das steht außer Frage. Es wird noch viel zu wenig recycelt, und die Qualität, die aus Regenrat gewonnen wird, ist zu schlecht und nicht verlässlich verfügbar. Aber was ist die Alternative?
Diese Frage stellen sich viele Marketers und Handelsverantwortliche. Das Problem ist nicht allein die Recyclingfähigkeit der Kunststoffverpackungen – und in unserem Falle die der Folienverpackungen. Die Herausforderung ist, einen wertschöpfenden Kreislauf zu erzielen, um das heutige Wirtschaftssystem weiter betreiben zu können. Damit meine ich das einfache, sichere, kostengünstige und bequeme Einkaufen im Supermarkt mit industriell abgepackten Lebensmitteln. Denn erst diese Wirtschaftsform macht das Leben in Großstädten möglich.
Erschwerend kommt hinzu, dass sich die Verbrauchergewohnheiten sogar noch mengenerhöhend auf die Verpackungswirtschaft auswirken. Gründe hierfür sind u. a.
E-Commerce und damit immer mehr Umverpackungen
Essen-To-Go-Gewohnheiten (Snackification) mit Mini-Portionen und mehr Verpackungen
Single-Haushalte und daher kleinere Verpackungen
Lieferervices mit fertig oder halb-fertig zubereiteten Portionen und mehr Verpackungen
Nun suchen viele Abpacker und Packmittelproduzenten eine Lösung im 100 % Kreislauf. Immer mehr Ingenieur*innen bezweifeln jedoch stark, dass mechanisches Recycling, auf das wir die Recyclingfähigkeit derzeit trimmen, überhaupt zu einer echten Kreislaufwirtschaft für Lebensmittelverpackungen führen kann.
Folien bestehen heute immer aus hoch entwickelten Mischungen verschiedener Polymere und/oder Polymertypen. Hinzu kommt, dass die vielen Anforderungen heute nur noch mit mehreren Folienschichten garantiert werden können. Zudem sind Kunststoffverpackungen extrem stark reguliert, um das Lebensmittel von Schadstoffen freizuhalten und die Sicherheit von verpackten Lebensmitteln zu garantieren.
In dieser Gemengelage erscheint es schwierig, recycelte – um ehrlich zu sein down-gecycelte – Polymere je wieder in einen echten Kreislauf zu integrieren. In jedem Fall sind dafür noch viel Entwicklungsarbeit, Zeit und Geld erforderlich. Ansätze, dass es funktionieren kann, zeigt das PET-Flaschenbeispiel, wo im Kunststoffbereich in Deutschland die höchsten Recyclingquoten erreicht werden und auch Lebensmittelverpackungen wieder aus Regenerat hergestellt werden. Doch so recht wohl fühle ich mich als Verbraucher mit den teilweise verfärbten opaken, aus Regenerat bestehenden Flaschen nicht. Sind wir da wirklich auf dem richtigen Weg? Oder gibt es andere Hebel, die zu einer wesentlich sicheren und besseren Lösung führen?
Was wird als alternative Lösungswege diskutiert? Hier nun eine empirisch gesammelte Liste:
Unverpackte Lebensmittel (Verderb, Kosten- und Zeitinvestitionen sind zu bedenken)
Regionale Lebensmittel (weniger und weniger komplexe Verpackung, aber geringere Haltbarkeit)
Weniger vorgefertigte Lebensmittel – keine Fertigmenüs (weniger Convenience)
Umstellung auf alternative Materialien (Papier, Naturfasern sind oft weniger nachhaltig, aber scheinbar besser kreislauffähig?)
Mehrweg-Lösungen in Glas, Kunststoff oder Blech (oft schlechtere Öko-Bilanzergebnisse und nur regional bisher denkbar)
Das sind nur die momentan am heftigsten diskutierten Alternativen, wenn es denn welche wären. Insgesamt scheint eine Gesellschaft, wie sie in Europa seit Jahrzehnten vorherrscht, nicht ohne Verpackungen auskommen zu können und zu wollen. Im Gegenteil – Prognosen deuten auf ein stetiges Wachstum auch im Flexpackbereich hin.
Aufgerissene Mono-Deckelfolie beim Konsum
Sind wir also wirklich mit der Forderung nach Kreislaufwirtschaft für Lebensmittelverpackungen auf dem richtigen Weg? Oder sollten wir anstelle der Verschlimmbesserung durch Monomaterialzwänge lieber weiter auf Convenience, Kosten und Produktschutz setzen? Und sollten wir – solange noch fossile Brennstoffe verwendet werden – Folienverpackungen und alle Kunststoffabfälle, die schwer wieder in den Kreislauf zurückzuführen sind, verbrennen, um der Schwerindustrie wie Zementwerken einen hochwertigen Brennstoff zur Verfügung zu stellen? Oder bremsen wir damit nur den Innovationsdruck auf die ersehnte kreislauffähige Kunststoffverpackung?
Eine schlechtere User-Experience dürfen wir uns meiner Meinung nach durch den teilweise schon manischen Drang zu Mono-Materiallösungen nicht leisten. Diesen negativen Kundenerfahrungen am einzigen Touch-Point der Marke – zwischen dem Produkt und dem Konsumenten über die Verpackung – sollten wir große Beachtung schenken, und sie sollten uns zu ganz neuen Ideen anregen. Mono-Material allein wird das Problem der Lebensmittel-Flexpackbranche wohl nicht lösen können.
In diesem Teil unserer Reihe DID YOU KNOW zu Barrierefolien dreht sich alles um das Messen von Barriereeigenschaften. Wir erläutern die Einheiten g/cm³/m²xdxbar und cm³/m²xdxbar und ordnen diese in die Begriffe niedrige, mittlere, hohe und ultra hohe Barriere ein.
Wir sprechen über die Prüfverfahren vom Prinzip her und erläutern Stolpersteine für die Praxis. So klären wir über das auf, was zusätzlich zu der Prüfnorm unbedingt an Parametern beachtet werden muss, damit Werte vergleichbar sind. Hier spielen neben den beiden üblichen Prüftemperaturen 23°C (gemäßigt) und 38°C (tropisch) auch der Feuchtigkeitsgehalt – die relative Luftfeuchtigkeit – eine wesentliche Rolle. Und zwar muss diese auf der Prüf- und auf der Sensorseite beschrieben und identisch sein, damit eine Vergleichbarkeit gegeben ist.
Die anderen Teile zu DID YOU KNOW rund um das Thema Flexpackwissen von Innoform finden Sie hier auf Youtube. Abonnieren Sie gerne den Kanal oder schauen Sie einfach regelmäßig in unseren Newsletter.
Einen Inno-Talk gibt es auch zu diesem Thema. Registrieren Sie sich gerne kostenlos online. Oder stöbern Sie einfach einmal auf der neuen Web-Site vom Inno-Talk.
Und hier geht es direkt zur Playlist DID YOU KNOW – Folienwissen von Innoform.
Fragen und Kommentare sowie Anregungen senden Sie bitte an ks@innoform.eu.
Permeation gliedert sich in 3 Schritte: Adsorption der Moleküle an der Oberfläche, Diffusion der Moleküle durch das Material und Desorption – das Entmischen der Moleküle und Lösen, z. B. im Füllgut. Wenn diese Schritte in einem konstanten, gleichförmigen Prozess ablaufen, lässt sich die Permeationsrate errechnen und messen. Zu diesen Grundlagen erörtert Karsten Schröder Details für alle, die sich mit Folienverpackungen und Barriere-Messungen sowie Barriere-Materialien befassen.
Erfahren Sie in diesem Video Hintergründe zum Mechanismus und zu den Verbesserungspotenzialen, um Barrierefolien dichter zu machen.
Did you know: Porosität und Permeation gehören nicht in eine Schublade und basieren auf völlig unterschiedlichen Mechanismen. So spricht man von Porosität für das Durchdringen und/oder Durchströmen von z. B. Gasen durch poröse Schichten, wie Defekte in Aluminiumfolien (Poren) oder auch Fehlstellen in anorganischen Barriereschichten wie SiOx und AlOx.
Bei Kunststoffen ohne Poren spricht man hingegen von Permeation, die als Diffusion in der Physik gut beschrieben ist. Diese Permeation, um die es hier gehen soll, hängt vor allem von diesen Faktoren ab:
Temperatur
Zeit
Feuchte => Konditionierungszustand
Material
Kristallinität
Dichte
Dicke
Permeand (Gas)
Partialdruck
Der Partialdruck ist der Druck, der einem Gas in einer Gasmischung zufällt. Bei Meeresniveau und 1013 mbar Luftdruck und 21 % Sauerstoff in der Luft entspricht das einem Partialdruck, der quasi die Haupttriebfeder für die Permeation darstellt, von 213 mbar.
Bei anderen Druckverhältnissen, Mischungen und mehr oder weniger Sauerstoff in der Verpackung steigt der Druck zum Gasaustausch oder er fällt. Wenn beispielsweise schon einiges an Sauerstoff in die Packung permeiert ist, verläuft die Permeation von außen nach innen immer langsamer.
Schaut man sich an, welche Schritte bei der Permeation im und an dem Material ablaufen, so sind das im Wesentlichen diese drei:
Adsorption
Diffusion
Desorption
So muss sich erst das Gas an der Oberfläche lösen, dann durchdringen (diffundieren) und dann wieder entmischen aus dem Material in die andere Atmosphäre auf der Innenseite.
All das beschreibe ich mit einfachen Worten in dem aktuellen Did you Know Video – in der Reihe Flexpackwissen von Innoform.
Diese beiden ähnlich klingenden Bezeichnungen für Barrieren, die wir in Folienverpackungen einsetzen, stiften gelegentlich Verwirrung und sorgen für Missverständnisse. So sind die organischen Barrieren gleichbedeutend mit Kunststoffbarrieren. Die anorganischen dagegen bestehen demnach aus Stoffen, die wir nicht als Kunststoffe bezeichnen. Im Fachgebiet der Folientechnologie sind das:
Aluminiumfolien
Aluminium-Bedampfungen
Aluminium-Oxid-Bedampfungen
Siliziumoxid-Bedampfungen
Wie diese sich grundlegend unterscheiden und welche Eigenschaften damit einhergehen, haben wir in einem kurzen “Did you know Video” erläutert und in diesem Blogartikel schon einmal angerissen. Nun also noch ein ergänzendes Video für mehr #folienwissen.
Wenn Sie mehr über Barrierefolien und Folienverpackungsmaterialien wissen wollen oder müssen, stöbern Sie gerne einmal in unserem Themenbereich Grundlagen Verpackungsfolien. Dort finden Sie auch eine Reihe von sofort abrufbaren “Instant Webseminaren”, die auch immer mal wieder als Live-Event online angeboten werden. Aber auch Vor-Ort-Seminare mit Prof. Markus Schmid oder René Arm und Henrik Annighöfer sind aktuell wieder eingeplant.
Im zweiten Teil unserer Reihe #Folienwissen geht es dieses Mal um den Einfluss der Materialien auf Barrierewirkungen von Folien, insbesondere für Lebensmittelverpackungen. Der Laie denkt natürlich, dass nur das Material die Barriereeigenschaften bestimmt. Das ist aber nicht der Fall. Auch Verarbeitung und Kombination mit anderen Schichten bewirken Barriereveränderungen an Folienverpackungen. Das soll hier aber heute kein Thema sein.
Dennoch kommt dem Material eine grundlegende Bedeutung zu, denn die chemische Struktur der Rohstoffe und die Anordnung der Moleküle – die Kunststoff-Gefüge – spielen eine dominierende Rolle bei fast allen Eigenschaften der Folienverpackungen.
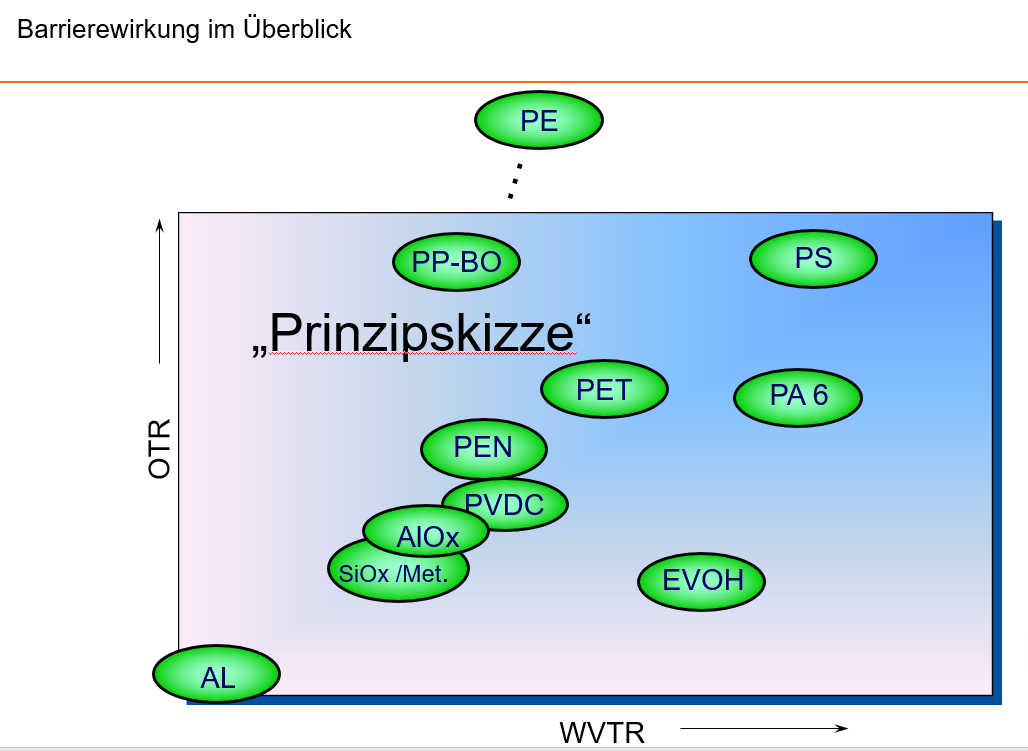
In dieser Grafik wird die allgemeine Bedeutung von unterschiedlichen Materialien beschrieben. Diese sehr grobe Einteilung nach Sauerstoffdurchlässigkeit (OTR = Oxygen Transmission Rate) und Wasserdampfdurchlässigkeit (WVTR = Water Vapour Transmission Rate) zeigt die grundlegenden Barrierewirkungen der Kunststoffe (organische Barrieren) und der Bedampfungen und Aluminium (anorganische Barriere). Diese sind hier unabhängig von Verarbeitung und Dicke sehr grob eingeteilt.
Quelle: Fraunhofer Institut, Prof. Dr. Langowski
Man kann erkennen, dass z. B. das PE kaum eine Barriere gegen Sauerstoff, aber durchaus eine nennenswerte gegen Wasserdampf aufweist. Daher wird es auch als Wasserdampfbarriere, z. B. in Papierverpackungen wie Zementsäcken, verwendet. Aluminiumfolie ist unangefochtener Spitzenreiter bei beiden Eigenschaften (OTR und WVTR). Dazwischen liegen die anorganischen Beschichtungen, auch Bedampfungen genannt – die Metallisierung (Met.), Aluminiumoxid (AlOx) und das Siliziumoxid (SiOx). Diese anorganischen Barrieren zeigen eine gute Sperrwirkung gegen beide Gase im Gegensatz zu den meisten Kunststoffen, den organischen Barrieren, die eher immer nur gegen eines der beiden Parameter – Sauerstoff oder Wasserdampf – gute Barrieren liefern.
In dem kurzen Video erhalten Interessierte weitere Informationen zwischen den Zeilen und einen Einblick in unsere beliebten Webseminare.
Zum Schutz der Verbraucherinnen und Verbraucher vor möglichen Gesundheitsgefahren im Verkehr mit bedruckten Lebensmittelbedarfsgegenständen hat das Bundesministerium für Ernährung und Landwirtschaft (BMEL) mit dem Entwurf der “Einundzwanzigsten Verordnung zur Änderung der Bedarfsgegenständeverordnung” (Druckfarbenverordnung) eine Liste von Stoffen festgelegt, die in Druckfarben bei der Herstellung von Lebensmittelbedarfsgegenständen verwendet werden dürfen, mit Höchstmengen für den Übergang auf Lebensmittel (Positivliste).
Am 16.08.21 hat das Bundesministerium für Ernährung und Landwirtschaft (BMEL) dem Bundesrat den Entwurf dieser Verordnung zugeleitet (siehe
In unserer Reihe #Folienwissen für alle geht es heute um die Einstufung von Barrierefolien. Wann fängt Barriere an und was ist eine Hochbarriere überhaupt? Wenn wir diesen Begriff der Barriere verwenden, muss erst einmal klar werden, um welche Barriere es sich handelt. Meistens betrachtet man theoretisch die beiden “gegenläufigen” Barrieren Sauerstoff- und Wasserdampfbarriere, die für Lebensmittelverpackungen von besonderer Bedeutung sind.
Wasserdampfbarriere beschreibt dabei die Neigung, das Austrocknen zu verhindern und die Sauerstoffbarriere gibt Anhaltspunkte dafür, wie lange ein Sauerstoff empfindliches Lebensmittel haltbar gemacht werden kann. Die Kehrwerte/Gegenteile nennt man anstatt Barriere Durchlässigkeit.
Hier haben wir einmal eine grobe Übersicht erstellt, wie man diese abstrakten Eigenschaften flexibler Verpackungen einstufen kann. Bevor wir da aber einsteigen, vorab kurz zu den Einheiten und Rahmenbedingungen:
Permeation, also Barriere, ist temperaturabhängig
Organische Barriere zeigt zudem noch eine Abhängigkeit zum Feuchtegehalt in der Barriereschicht bzw. der Umgebung
Sauerstoffbarriere wird in cm³/m²xdxbar angegeben (d=day=Tag, und bar steht für die Druckdifferenz zwischen innen und außen
Wasserdampfdurchlässigkeit gibt man hingegen in g/m²xdxbar
Um sich etwas vorstellen zu können, erklären wir die Messgröße immer so: Die Sauerstoffdurchlässigkeit gibt die Menge an Sauerstoff in cm³ an, die pro Tag und pro Quadratmeter Folie hindurch permeiert sprich durchdringt. Dabei entspricht ein Kubikzentimeter (cm³) etwa einem Stück Würfelzucker.
Zu diesem Thema gibt es übrigens auch ein kurzes rund 6-minütiges Video, in dem ich intensiver bespreche. Klicken Sie doch einfach mal auf die Tabelle.
Wenn Sie einmal selbst überschlagen wollen, welche Barriere ein bestimmter Folientyp hat, dann nutzen Sie gerne unseren kostenlosen Permeationsrechner des Innoform Testservice. Dort machen wir reichlich Permeationsmessungen mit allen gängigen Versuchsaufbauten und Gasen, die für die Praxis relevant sind.
Fragen, Kommentare oder Ergänzungen und Korrekturen gerne an ks@innoform.de
Wussten Sie, dass Verpackungsfolien immer sogenannte Additive enthalten? Aber warum ist das so, welche sind das und warum gibt man Additive zu Folien dazu?
Das sind Fragen, die wir immer wieder in unseren Seminaren und Webseminaren hören. In diesem kurzen Abriss stellen wir wichtige Additive vor, erläutern die beiden Gruppen der migrierenden und nicht migrierenden Additive und erklären, warum man das als Folienhersteller, aber auch als Verpacker und Händler wissen sollte.
Um es nicht zu kompliziert zu machen, teilen wir grob in zwei Klassen ein, die für die Praktiker wichtig sind. Wir kennen migrierende und nicht migrierende Additive.
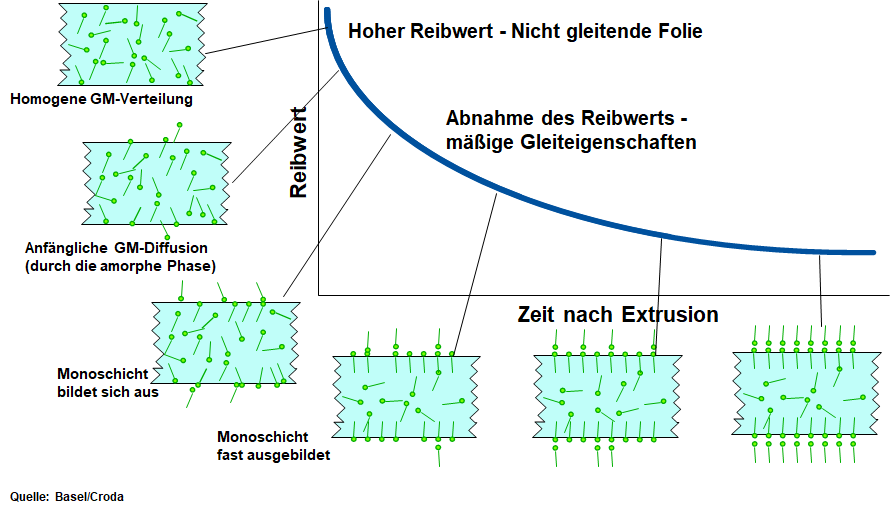
Das typischste Beispiel für die migrierenden Additive ist das Gleitmittel, das fast immer in Verpackungsfolien vorkommt. Wie der Name schon sagt, sorgt es für ein optimiertes Gleitverhalten der Folie z.B. beim Abpackprozess. In der Regel versucht man einen konstant niedrigen Gleitreibwert zu erhalten. Besonders häufig setzt man es bei den “eher stumpfen” Polyolefinen” wie Polyethylen (PE) und Polypropylen (PP) ein. Diese Folien lassen sich ohne Gleitmittel oft gar nicht oder nur sehr umständlich über z.B. Stahlflächen, Formschultern in Abpackmaschinen oder Leitblechen ziehen. Mit der Zugabe von Gleitmittel – heute meistens Erucasäureamid (ESA) – verringert sich die Haft- und Gleitreibung zu niedrigeren werden. Das heißt die Folie gleitet leichter über Stahl, Holz und sich selbst.
Dieser Effekt tritt aber erst dann ein, wenn sich das Gleitmittel (ESA) aus der Folie an den Oberflächen zu einer durchgängigen Schicht ausgebildet hat. Dieses kann je nach Folienrezeptur, Wickeldruck und Mengenzugabe zwischen einigen Stunden bis hin zu einigen Wochen dauern. Wichtig für den Verarbeiter dabei ist eben, dass vor dem Abpacken das Gleitmittel auch wirklich auf der Folienoberfläche liegt und nicht mehr in der Folie selber gelöst ist.
In diesem Schaubild von Borealis wird schematisch dargestellt, wie nach der Folienherstellung (Extrusion) das Gleitmittel nach und nach an die Oberfläche wandert (migriert), bis sich ein gleichmäßiger Film von Erucasäureamid an der Oberfläche gebildet hat. Jedes Additiv hat auch Nebenwirkungen. Die Gleitmittel haben gleich eine ganze Menge davon:
Sie erschweren das Kaschieren und Bedrucken
Sie können zu Ablagerungen an Walzen und Blechen führen
Sie führen manchmal zum Kleben, warum man auch Antiblockmittel in Kombination verabreicht.
Und damit kommen wir zum Beispiel der nicht migrierenden Additive, dem Antiblockmittel. Das Antiblockmittel soll das aneinander haften der Folien beim Abwickeln oder später beim Öffnen der Beutel verbessern. Stark vereinfacht zeichnen sich alle nicht migrierenden Additive dadurch aus, dass sie gleichmäßig in der gesamten Folienmatrix verteilt sind. Man kann also sofort nach der Extrusion mit den Eigenschaften rechnen. Das bedeutet aber auch, dass man die gesamte Folie mit dem Additiv “füllen” muss, was insbesondere bei Antiblockmitteln zu Trübungen führen kann. Antiblockmittel können wir uns hier als fein gemahlenen Sand vorstellen. Dieser feine Sand bewirkt, dass zwischen den Folienlagen immer etwas Raum bleibt – beim Wickeln und auch nachher bei den Beutelinnenseiten.
Das verbessert nicht nur das Auf- und Abwickelverhalten, sondern führt auch dazu, dass Gleitmittel schneller und konstanter ihre Wicklung entfalten können. Daher werden Antiblockmittel (nicht migrierend) und Gleitmittel (migrierend) oft gemeinsam verabreicht – man könnte also von einem Kombipräparat sprechen. Fast alle Additive lassen sich in diese 2 Gruppen unterteilen und folgen den gleichen Gesetzmäßigkeiten. Eine gute Idee ist es daher, bei jedem Additiv zu überlegen, wie es sich wohl verhalten wird.