Wir helfen, Standbeutel in bewährten und neuen Anwendungen richtig einzusetzen und garantieren mit speziellen Prüfungen und Fachwissen, Lebensmittel sicher in dieses Packmittel zu bringen.
Mit dem Vortrag “Mehr Produktsicherheit durch perfekten Folieneinsatz” wird Karsten Schröder von Innoform einige typische Fehlerbilder bei Folienverpackungen darstellen, Abhilfemaßnahmen vorschlagen und gelungene Verpackungen zeigen. Der Vortrag beleuchtet typische Fehler im Produktionsprozess, die zu Produktverderb führen können.
Im zweiten Teil werden gelungene Verpackungsbeispiele gezeigt, die zu einer reibungslosen Verarbeitung und optimalen Produktsicherheit führen. Der Fokus liegt auf Folienwissen und Tipps für den Praktiker. Wie es für Innoform mit seinen Impuls-Vorträgen üblich ist, setzt Karsten Schröder das Ganze noch in einen gesamtwirtschaftlichen und gesellschaftlichen Kontext.
Sollten Sie Interesse an dem Gesamtthema “Verpacken und Verpackungstechnik” haben, sind Sie herzlich zu GEA Verpackungstechnik nach Wallau eingeladen.
Das Tagungsprogramm finden Sie hier »Jetzt online anmelden! »Oder per Fax/E-Mail mit diesem Formular anmelden »
Andreas Kollenda (Dipl.- Ing. FH) studierte Maschinenbau und Kunststofftechnik an der FH Bielefeld. Seit 1985 ist er bei namhaften Unternehmen des Kunststoff-Maschinenbaus (u. a. Barmag AG, KKA, Brückner Maschinenbau, Engel) in den Bereichen Vertrieb und Marketing tätig, davon insgesamt 14 Jahre in Asien.
In den mehr als 30 Jahren Tätigkeit in der Kunststoffwelt sammelte er Erfahrungen in den Bereichen:
. Folienextrusion (Blas-, Flachfolie, biaxial verstreckte Folien, Folienbändchen)
. Folienveredelung (Beschichten, Drucken, Prägen, Kaschieren)
. Chemiefaserextrusion und Texturierung
. Spritzgießen
. Marketing, Marketing Services
. Aufbau von Vertriebsorganisationen, Beteiligungscontrolling, JV Gründung
Seit Mitte 2015 ist er als Vertriebsleiter bei Kuhne Anlagenbau tätig. Kuhne Anlagenbau ist einer der führenden Anbieter von Hochleistungsblasfolienanlagen: konventionelle Anlagen, wassergekühlte Anlagen sowie Triple Bubble Anlagen zur Herstellung von biaxial verstreckten Barrierefolien.
Sie referieren über “Moderne Anlagentechnik zur Herstellung von dünnen Multilayer-Barrierefolien”. Was bewegt Sie besonders in diesem Zusammenhang?
Die Möglichkeit, mit Hilfe der Triple Bubble Technologie, einer simultanen, biaxialen Verstrecktechnologie, die unterschiedlichsten Materialien (Polyolefine, PA, PET, EVOH, Haftvermittler) zu coextrudieren und zu verstrecken, um damit maßgeschneiderte Hochbarrierefolien herzustellen. Eine komplexe, herausfordernde Technologie mit einem großen Zukunftspotential.
Sie beschreiben eine neue Anlagentechnik in Ihrem Vortrag. Welche besonderen Eigenschaften erzielen Sie damit in den Folienverpackungen?
Durch die simultane, biaxiale Verstreckung lassen sich die mechanischen, Barriere- und optischen Eigenschaften deutlich verbessern. Dieses erlaubt ein Downgauging der Foliendicke, was wiederum Materialeinsparungen bis zu 70% und entsprechende Kostenvorteile erbringt.
Barriereverpackungen bieten einen Schutz vor unerwünschter Kontamination der verpackten Lebensmittel. Das ist ein Beitrag zum Wohlstand und ermöglicht flächendeckende Versorgung mit Lebensmitteln. Trotzdem stehen immer mehr Verbraucher Plastikverpackungen kritisch gegenüber und verpackungsfreie Supermärkte schießen wie Pilze aus dem Boden. Wie sehen Sie diesen Trend hinsichtlich Ihres Vortrages?
Es fehlt an einer objektiven Informationspolitik, die das Thema Lebensmittelverpackung ganzheitlich betrachtet und nicht nur das Ende der Verpackungskette (sprich den Verpackungsmüll). Wüsste der Verbraucher, warum ein Produkt in einer bestimmten Art und Weise verpackt wird und was die Konsequenz einer „schlechteren“ Verpackung wäre, ergäbe sich eine deutlich höhere Akzeptanz von Kunststoffverpackungen. Natürlich muss die Lebensmittelindustrie sich fragen, ob eine doppelte oder dreifache Umverpackung nötig ist.
Für den Weg eines schnell verderblichen Produkts vom Erzeuger bis zum Point of Sale gibt es keine Alternative zu einer modernen Barrierverpackung. Trotzdem verderben selbst in der hochentwickelten EU jährlich noch ca. 12 Mio. Tonnen an Fleischwaren im Wert von 33 Mrd. € auf dem Weg vom Erzeuger zum Verbraucher aufgrund inadäquater Verpackung (Quelle: Rabobank).
Der verpackungsfreie Supermarkt ist zwar hip, aber keine Alternative für die Versorgung in der Breite. Online shopping im Lebensmittelbereich ist ein Megatrend – und dort braucht es optimale und mehr Verpackung, aufgrund der demographischen Entwicklung hin zu mehr Kleinhaushalten.
Wo sehen Sie für Packmittelhersteller – insbesondere solche, die hochwertige Barrierematerialien produzieren – besonderen Handlungsbedarf, damit Verpackungen beim Endverbraucher mehr Akzeptanz erfahren?
Hier bedarf es Aufklärung und einer umfassenden Informationspolitik. Allen voran die Produkthersteller/Brand owner, dann die Packmittelhersteller sowie die Verbände und Medien sollten ggf. durch Kampagnen die Verbraucher über Barrierefolien und ihre Vorteile informieren. Erst wenn der Verbraucher weiß, warum seine Wurst und sein Käse wochenlang haltbar sind, wird die Diskussion über das „schlechte Plastik“ versachlicht.
Unterverpackungen können bis hin zu Rechtsstreitigkeiten führen, Überverpackungen verursachen unnötige Kosten und Ressourcenverschwendung. Welche Voraussetzungen muss der Packmittelhersteller erfüllen, um ein gesundes Mittelmaß zu finden?
Der Lebensmittelproduzent/Verpacker sollte für sein Produkt eine optimierte Verpackung hinsichtlich Schutz, Haltbarkeit, Materialeinsatz und Kosten zusammen mit dem Packmittelhersteller designen unter Berücksichtigung modernster Technologien, wie z. B. der Triple Bubble Technologie. Danach stellt sich die Frage, ob eine doppelte oder dreifache Umverpackung nötig ist. Die Kreativität der Verpackungsdesigner und Marketingstrategen ist hier gleichermaßen gefragt.
Welchen Beitrag leisten aus Ihrer Sicht Hochbarriereverpackungen zur Nachhaltigkeit?
Die Barriere verlängert die Haltbarkeit des Produkts signifikant und verringert somit Verluste durch frühzeitiges Verderben. Das Verstrecken ermöglicht die Herstellung dünnerer Folien mit höherer Barrierewirkung. Dadurch lassen sich Rohmaterialien einsparen und Kosten erheblich reduzieren – Nachhaltigkeit durch längere Haltbarkeit, dünnere Folien und Reduzierung des Ressourcenverbrauchs.
Bei welchen Verpackungen wird es Ihrer Meinung nach mit der Barriere übertrieben und warum?
Das Fraunhofer Institut hat in ihren Studien die Barriereanforderungen unterschiedlicher Produkte analysiert und aufgezeigt, was wirklich erforderlich ist.
Bei einigen Anwendungen übererfüllen Aluminium laminierte Barrierefolien die Anforderungen.
Auch ist zu beobachten, dass es in verschiedenen Ländern an einer wissenschaftlichen, analytischen Herangehensweise fehlt, die Verpackung an die echten Anforderungen des Produkts anzupassen; man findet viele überdimensionierte, laminierte Folienstrukturen.
Wo sehen Sie in naher Zukunft bahnbrechende Innovationen im Verpackungsbereich insgesamt und bezogen auf Barriere im Speziellen?
Im Bereich der laminierten Barrierefolienverbunde lässt sich ein Trend hin zu co-extrudierten, verstreckten Folien erkennen.
Dieses Produktsegment bietet große Zukunftschancen. Die Vorteile liegen auf der Hand. Herstellung der Folie in einem Arbeitsschritt, gleiche oder bessere Eigenschaften bei signifikant geringeren Foliendicken und Kosten.
Auch hier: Nachhaltigkeit durch dünnere Folien und geringeren Ressourcenverbrauch.
Auch die Maschinentechnologie aus dem Hause Kuhne trägt diesem Trend Rechnung in der Entwicklung breiterer, leistungsfähigerer Anlagen.
Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben?
Auch privat sind es eher technische Themen, die mich begeistern, wie z. B. ein englischer Oldtimer und ein Altherren-Motorrad amerikanischer Bauart.
Die meisten Lebensmittel werden mit guten Barrierematerialien verpackt. Das ist gut so, sagen die einen. Das muss nicht sein, sagen die anderen. Schon seit Jahren geht es nicht mehr nur darum, eine möglichst gute Barriere zu garantieren, sondern diese an die Anforderungen anzupassen. Das geschah aus ökonomischen Überlegungen heraus. Nun kommt der Aspekt der Nachhaltigkeit und zunehmend der Rezyklierbarkeit hinzu. Was heißt das konkret für Barrierefolien und Verpackungen mit Barrieren insgesamt? Welche Neuerungen gibt es, um z. B. migrierende Substanzen aus Regranulaten oder Umverpackungen vom Produkt fernzuhalten?
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
Eine Möglichkeit, Lebensmittel haltbarer zu machen, ist das Entkeimen unter bestimmten Temperatur-/Zeit-Kombinationen
(siehe auch https://de.wikipedia.org/wiki/Sterilisation). Dazu gehören Pasteurisations- und Sterilisationsprozesse, die zwar eine Verlängerung des Mindesthaltbarkeitsdatums bewirken, jedoch auch gleichzeitig eine enorme Belastung für das Verpackungsmaterial durch die Temperatur- und Feuchtebehandlung bedeuten. Die Hauptfunktion der Verpackung besteht darin, das Produkt zu schützen. Daher muss sichergestellt sein, dass das Material für diese Prozesse auch geeignet ist.
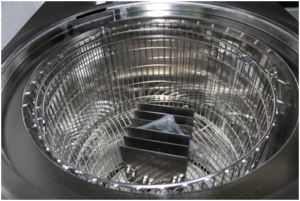
In der industriellen Fertigung werden Autoklaven eingesetzt, um die Lebensmittel zu sterilisieren. Es handelt sich dabei um einen Behälter, der gasdicht verschlossen werden kann, um Stoffe, z. B. Lebensmittel, im Überdruckbereich thermisch zu behandeln (siehe auch Wikipedia: https://de.wikipedia.org/wiki/Autoklav).
Abbildung 1: Industrie-Autoklaven
Da Erprobungstests in den groß-industriellen Anlagen aufwendig und somit kostenintensiv sind, können grundsätzlich die Materialeigenschaften zunächst auch im Labormaßstab untersucht werden. Der Innoform Testservice nutzt dafür einen Autoklaven, der analog zu den groß-industriellen Anlagen mit Heißwasser- bzw. Kühlwasserberieselung arbeitet, und bei dem der Gegendruck gesteuert werden kann, damit eventuelle Gaspolster in der zu sterilisierenden Packung nicht zum Platzen führen.
Die Temperaturprogramme können frei definiert werden, so dass alle in der Praxis gängigen Programme der Pasteurisation und Sterilisation auch im Labor durchgeführt werden können.
Abbildung 2: vertikaler Labor-AutoklavAbbildung 3: Musterbeutel in Labor-Autoklaven
Folgende Materialeigenschaften werden häufig im Vergleich zu den Ausgangseigenschaften vor Sterilisation untersucht, da sie als kritisch für die Praxis zu bewerten sind:
Dimensionsstabilität/Optik
Verbundhaftung zwischen den einzelnen Materialschichten
Siegelnahtfestigkeit
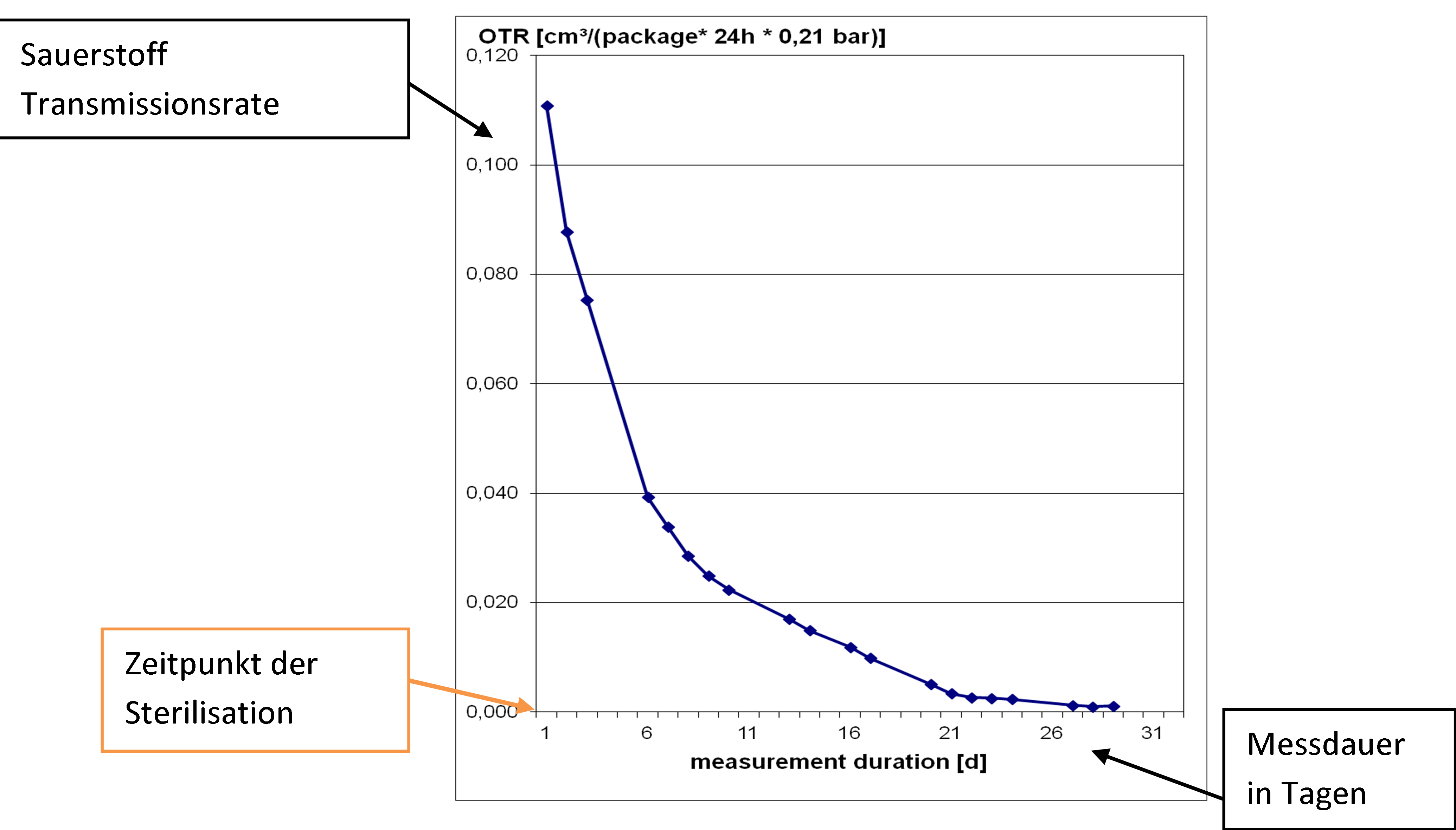
Sauerstoffbarriere: Beim Einsatz von feuchtigkeitsabhängigen Werkstoffen,
wie z. B. EVOH und PA, sinkt die Gas-Barrierewirkung des Materials durch den Sterilisationsprozess häufig. Wie stark der Einfluss ist bzw. wie lange es dauert, bis das Material sich davon „erholt“, kann durch eine Abklingkurve gemessen werden, indem die Permeationsmessung unmittelbar nach der Sterilisation gestartet wird.
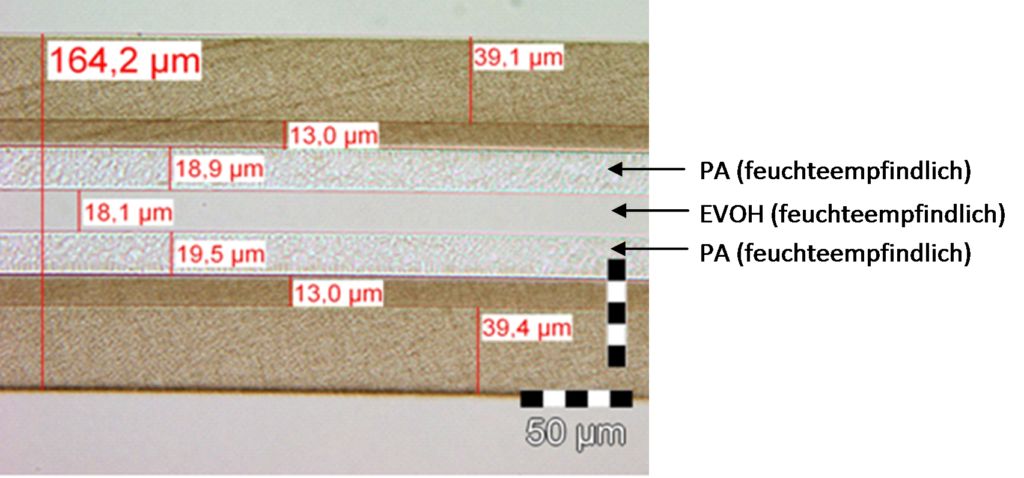
Abbildung 4: Abklingkurve der Sauerstoffdurchlässigkeit nach SterilisationAbbildung 5: Sauerstoffbarriere-Material mit coextrudierten Schichten aus EVOH und PAUntersuchung des Einflusses auf die lebensmittelrechtliche Eignung durch Autoklavierung
Der Übergang von Substanzen aus Verpackungsmaterialien auf ein Lebensmittel ist von vielen Parametern abhängig. Neben z. B. der Löslichkeit der Substanzen, dem pH-Wert und den Diffusionseigenschaften der verwendeten Materialien spielt die Temperatur eine entscheidende Rolle. Eine Temperaturerhöhung führt zur Zunahme der Reaktionsgeschwindigkeit. Als Faustregel geht man bei einer Temperaturerhöhung um 10° C (exakter10 K) von 10 K einer Verdopplung der Reaktionsgeschwindigkeit aus (Arrhenius-Regel). Daher kann es für Sterilisationsanwendungen sehr wichtig sein, die Migration bei erhöhten Temperaturen zu messen.
Für die Herstellung von Kaschierklebern auf Polyurethan-Basis werden Isocyanate als Ausgangssubstanzen verwendet. Beim Erwärmen der daraus hergestellten Verbundfolien kann der Kleber durch Hydrolyse zurückspalten, und es können sich primäre aromatische Amine bilden, obwohl der Kleber zuvor ausgehärtet war und mit Standardtests (z. B. 2 h/70° C) Aminfreiheit bestätigt werden konnte. Einige Vertreter der Substanzgruppe der primären aromatischen Amine (paA) sind bekanntlich krebserzeugend; daher ist die Auswahl der richtigen Klebstoffe für Sterilisationsanwendungen essentiell, wie auch die Überprüfung der Klebstoffe unter realistischen Temperaturbedingungen.
Für Sterilisationsverfahren wurde beobachtet, dass die Ersatzbedingungen von 4 h bei Rückflusstemperatur geringere Amin-Migrationswerte als eine Sterilisation von 30 min bei 121° C ergeben können. Die Eignung eines Kaschierklebers kann nur durch eine Prüfung auf paA-Migration nach Sterilisation im Autoklaven und Einhaltung der Grenzwerte unter diesen Praxisbedingungen sichergestellt werden.
Damit Sie Ihre Produkte nicht in großen Industrieanlagen prüfen müssen, betreiben wir seit einiger Zeit einen modernen Laborautoklaven mit aktueller Steuerungs- und Kühltechnik, so dass wir industrielle Sterilisationsprozesse schnell und kostengünstig simulieren können.
Bei Interesse sprechen Sie uns gern an:
Innoform Testservice GmbH
Matthias Bösel
Industriehof 3
26133 Oldenburg
Tel.: +49 441 94986-0
Fax: +49 441 94986-29
www.innoform-testservice.de
E-Mail: matthias.boesel@innoform.de
Auf einem vom Bundesinstitut für Risikobewertung (BfR) organisierten Expertentreffen am 11. und 12. April 2016 in Berlin kamen 23 Wissenschaftlerinnen und Wissenschaftler aus Europa, den USA und Japan zusammen, um die Grundlagen und offene Fragen zur Identifizierung endokriner Disruptoren zu diskutieren. Im Fokus der zweitägigen Expertentagung standen folgende Fragen:
Wie sollen endokrine Disruptoren im regulatorischen Kontext der gesundheitlichen Bewertung definiert werden?
Was sind allgemeine Prinzipien endokriner Wirkungen aus toxikologischer, pharmakologischer und endokrinologischer Sicht?
Welche Quellen der Unsicherheit beeinflussen die Identifizierung endokrin schädlicher Eigenschaften für eine regulatorische Entscheidungsfindung?
Welche endokrinvermittelten adversen Effekte können bereits jetzt mit den bestehenden Untersuchungsmethoden erfasst werden?
Welche wissenschaftlichen Forschungsaktivitäten sollten zur besseren Identifizierung von endokrinen Disruptoren initiiert werden?
Das Bundesinstitut für Risikobewertung (BfR) hat jetzt den Workshopbericht des Expertentreffens zu endokrinen Disruptoren veröffentlicht. Dieser enthält unter anderem das unter allen Teilnehmerinnen und Teilnehmern abgestimmte Konsenspapier.
In dem Konsenspapier sind auch die Kriterien aufgeführt, nach denen hormonell schädigende Substanzen identifiziert werden könnten. Die wissenschaftlichen Grundlagen sind wichtige Voraussetzungen dafür, um auf EU-Ebene einheitliche Kriterien zu schaffen, wie Stoffe und Produkte mit endokrin schädigenden Eigenschaften künftig gesundheitlich bewertet werden. Die Ergebnisse des Treffens können daher die EU-Kommission unterstützen, regulatorische Kriterien für die Identifikation von endokrinen Disruptoren in Pestiziden und anderen Chemikalien und Erzeugnissen zu erarbeiten.
Bereits seit einigen Jahren hat das BfR eine eigene wissenschaftliche Position zur Identifizierung und Charakterisierung hormonell schädigender Substanzen erarbeitet und publiziert: http://link.springer.com/article/10.1007/s00003-016-1016-6
Gemeinsame Forschungsstelle der Europäischen Kommission (JRC) veröffentlicht Leitfaden zu Modellierung von Migration (migration modelling)
Das JRC (Joint Research Centre) veröffentlichte neulich den vierten Leitfaden zur Unterstützung der europäischen Kunststoffregeln (EU) No. 10/2011 für die Modellierung von Migration (migration modelling). Der erste und zweite Leitfaden sind schon vor einiger Zeit publiziert worden, während der dritte Leitfaden für Migrationsprüfungen noch in Bearbeitung ist. Bis jetzt ist der Leitfaden nur auf der JRC-Website erhältlich: http://publications.jrc.ec.europa.eu/repository/bitstream/JRC98028/reqno_jrc98028_report%20-%20annex%2010%20-%20pubsy.pdf, während “Information in the Supply Chain” und “General Guidance” auf den Webseiten der EU-Kommissionen zu finden sind: http://ec.europa.eu/food/safety/chemical_safety/food_contact_materials/index_en.htm
Ein Artikel aus der Innoform InnoLetter Reihe
von Henno HensenEntwicklung des Standbeutels
1962 ist der Standbeutel als Doy-Pack von den Brüdern Doyen in Frankreich patentiert worden. Bis zum Beginn des Erfolges von, durch und mit Capri-Sonne Ende der 60er Jahre war er ein unbedeutendes Packmittel und als Packung für Flüssigkeiten kaum bekannt. Als das Patent 1980 auslief, hatte der einzige Lizenznehmer, die Wild Gruppe in Heidelberg, wichtige Schritte zum Schutz der eigenen Marke eingeleitet: Nun ist der 200 ml Capri Sonne Beutel in Verbindung mit Fruchtsaft ein weltweit geschütztes Geschmacksmuster und Markenrecht.
Zusätzlich hat Wild ein Patent auf die Fertigung des Loches zum leichten Einstechen des Trinkhalms und bietet für den Beutel einen kompletten Service von den Grundstoffen des Fruchtsafts bis zur Endverpackung an. Auf der Basis dieses Schutzanspruchs erlebte der Capri Sonne Beutel durch Lizenzen von Wild auf der ganzen Welt ab 1980 einen unvergleichlichen Aufschwung. 1980 wurden bei Wild bereits 600 Millionen Beutel verarbeitet.
Gleichzeitig blockiert aber der Patentschutz dieses Beutels in seiner Form und Größe durch das zeitlich unbegrenzte Markenrecht eine weitere Verbreitung dieser Verpackungsform. Der Patentschutz hat bis heute Bestand und wird auch von den Wildwerken verteidigt.
Überall auf der Welt ist Capri-Sonne zu finden und wenn eine Lizenz an ein weltweit auftretendes Unternehmen vergeben wird wie Kraft Foods, kann das bei entsprechenden Mengen und guten Konditionen zu einem neuen Namen wie Kool-Aid und Tang führen. Trotzdem unterliegt der Beutel in der Größe und Form dem Schutz des Geschmacksmusters solange der Inhalt mit Fruchtsaft zu tun hat.
Unter dieser starken Kontrolle des Erfolgssegmentes Getränke hat Wild für sich und diese Packungsform eine Erfolsstory geschrieben. Allerdings haben sich Getränke im Beutel durch den Patentschutz vorwiegend zum Wohle von Wild fortentwickelt. Den Versuch den Schutz zu umgehen, belegen auch die Wege von Minute Maid (ein Produkt von Coca-Cola) und Farmers Market, die in dem Beutelgeschäft Fuß gefasst haben. Dazu wurde der Beutel in seiner Form geändert. Zusätzlich wurde zum Einstechen des Trinkhalms eine Bodenfalte auch im Kopf eingeführt bzw. ein Laserloch eingebracht, um das Material zur Entnahme zu schwächen.
Der Endverbraucherpreis für den Karton mit 10 Beuteln liegt heute in den USA bei US $ 2,20. Dieser ungewöhnlich niedrige Preis ist nur dann zu erreichen, wenn von der Folienherstellung bis zur Endverpackung jedes Einsparungspotential ausgeschöpft wird. Das wiederum ist nur dank der enorm gestiegenen Mengen durchsetzbar. Dies gilt für alle Hersteller Wild, Kraft Foods, Minute Maid und Formers Market.
Ein kleiner Teil an Fruchtsaft im Beutel von unter 5% wird in Japan unter dem Namen Cheerpack verkauft. Dies ist ein Beutel mit einem Ausgießer und einer Konstruktion mit zwei Seitenfalten. Der Verkaufspreis ist entsprechend 3-mal höher als der klassische Capri Sonne Beutel, auch wenn der Cheerpack keine Standfähigkeiten hat. Die ist besonders auf den Wiederverschluss und die Marktgegebenheiten in Japan zurück zu führen. Unter dem Namen Guala wird in Europa ein ähnliches Produkt mit Ausgießer verkauft. Die nachstehend abgebildeten Beutel erfreuen sich besserer Preise, sind aber wenig bekannt.
Alle Abbildungen vom Autor erstellt
Weltverbrauch 1998 6 Milliarden 1998 und 25 Milliarden in 2006Das entspricht einer Steigerung von 23% pro Jahr
Der erste Balken der nachstehenden Graphik ist fast ausschließlich mit dem Produkt von Wild besetzt.
Die mengenmäßig so positive Entwicklung von Getränken in Beuteln (vorwiegend ohne Ausgießer), ist vorwiegend durch Wild und sein unvergleichliches Marketingkonzept erreicht worden. Die enormen Mengenzuwächse insbesondere zu Beginn der 90er Jahre sind aber auch der Umweltdiskussion geschuldet, in der nicht nur der Milchkarton sein umweltfreundliches Image bekam sondern auch der Schlauch- und Standbeutel. Das positive Image des Beutels der nicht mit Pfand belastet ist, ist ein Erfolg der Wild Gruppe.
Und in Europa sieht die Entwicklung so aus:
Eine Steigerung der jährlichen Verbrauchsmengen des Standbeutels in allen Segmenten um mehr als das 10fache in 12 Jahren von 1,8 Milliarden in 1995 auf 4,5 Milliarden in 1999, auf 9 Milliarden in 2002 und bis auf 19 Milliarden in 2007 ist ebenso außergewöhnlich und setzt sich weiter fort. Dies ist umso erstaunlicher, weil zur gleichen Zeit die PET Flasche bei Getränken Einzug hielt.
In der Gesamtheit haben die Standbeutel seit mehr als 20 Jahren eine Steigerung erfahren, die dem DAX zur Ehre gereichen würde.
Quelle der Graphiken: Allied Development Corp.
Worin liegt das Geheimnis dieses Zuwachses?
Unter diesem Mengenzuwachs ist auch die Preisentwicklung zu beachten, denn der Kostenblock des Materials sinkt bei standardisierten Qualitäten und steigenden Mengen erheblich. Dies belegt der geschilderte Erfolg des Getränkebeutels, der auch deshalb so erfolgreich ist, weil die Packungsform und Größe sowie die Materialzusammensetzung standardisiert wurden. Gleiches hat sich inzwischen mit dem Portionsbeutel 80 und 100 Gramm für Katzenfutter ergeben, der inzwischen ebenfalls in großen Mengen verkauft wird und das Volumen des Capri Sonne Beutels eingeholt hat.
Sicherlich ist hier auch Marketing ein wichtiges Tool. Mit seinen Begründungen in ökologischer und qualitativer Hinsicht ist dem Verbraucher diese Packungsform im Regal nahe gebracht worden. Inzwischen ist auch der Preis der Verpackung bei den 80 und 100 Gramm Katzenfutterbeuteln ein erheblicher Kaufanreiz geworden. Die Industrie gibt inzwischen offensichtlich die logistischen Vorteile und die energetischen Einsparungen beim Autoklavieren an den Verbraucher weiter. Dies führt zu schrumpfenden Mengen von Dose und Tray zugunsten des Beutels.
SWOT des Standbeutels:
Der Standbodenbeutel hat den außergewöhnlichen Vorteil, dass er in seiner Form dem Inhalt angepasst werden kann, was dem Marketing unvergleichliche Möglichkeiten zur Unterscheidung seines Produktes gibt. Nicht das Etikett der Dose ist das einzige Unterscheidungsmerkmal am POS sondern das gesamte Kleid des Produktes kann wirken.
Hinzu kommen die unterschiedlichen Barriereeigenschaften der Folie, die dem Marketingmanager noch einmal zusätzlich alle Möglichkeiten zur Unterscheidung geben, bis hin zu einem Fenster um das Produkt zu zeigen.
Diese Vielfalt der Möglichkeiten zur Gestaltung der Packung hat den Nachteil, dass der Standbeutel mit Erreichen aller dieser Unterscheidungsmerkmale keine Standardisierung erreichen kann. Damit wird die Erwartung eines preiswerten Packmittels nicht erreicht. Gewicht und Leervolumen sowie logistische Vorteile bei Lagerung und Transport nähren diese Erwartung. Nur das von Wild zuerst so erfolgreiche Standardisieren führt zu einem Mengenzuwachs, der nur dann seine Auswirkungen in einem niedrigen Preis der Packung findet.
Hinzu kommt der Ruf nach Hochleistungsanlagen, die Beutel so schnell füllen und verpacken können, wie dies in der Konservenindustrie üblich ist. Inzwischen gibt es Anbieter, die 1000 Beutel und mehr pro Minute verarbeiten können. Trotzdem gibt es wegen der so unterschiedlichen Formen und Folien noch keine allgemein gültigen Lösungswege.
Es wird über Form-Fill-Seal geredet, Füllen-Verschweißen ist eine weitere Variante und Füllen-Verschrauben wird ebenso angeboten. All diese Lösungswege werden von einer Vielzahl von Anbietern unterstützt und tragen zur Verwirrung der Entscheider bei.
Deshalb ist es unabdingbar notwendig, dass all diese vielfältigen Möglichkeiten und Anforderungen an diese Packungsform mit den technischen Machbarkeiten koordiniert und gebündelt werden. Dieses wiederum fordert von dem Packmittelhersteller eine außergewöhnliche breite Wissensbasis, um den Auftraggeber umfassend beraten zu können.
Nicht nur das Wissen um Folie, Druck und die Vielfalt in der Formgebung muss beherrscht werden, sondern auch die Einflüsse des Produktes auf das Packmittel bei seiner Herstellung und Verbringung in die Packung sind ebenso eine Wissensnotwendigkeit. Gleichzeitig ist der permanente Kontakt zu den verschiedenen Anbietern von Füll- und Verpackungsmaschinen stets zu aktualisieren, um dieses Packmittel erfolgreich verkaufen zu können. Hinzu kommt noch der Wiederverschluss für den Beutel, der eine zusätzliche Anforderung an die Wissensbasis des Verkäufers stellt.
Weil diese Packungsform seit 20 Jahren überdurchschnittliche Zuwachsraten aufweist, sind viele neue Anbieter auf dieses Packmittel und die Maschinen aufmerksam geworden. Das führt naturgemäß dazu, dass es dem Entscheider zunehmend schwer fällt, die richtige Lösung für sein Produkt zu finden.
Nicht hinreichendes Fachwissen und der kommerzielle Druck führt bei den vielfältigen Möglichkeiten häufig zu Entscheidungen, die dem Produkt im Beutel nicht gerecht werden. Jeder der Marktteilnehmer verfolgt vorwiegend seine eigenen Interessen, weshalb es immer wieder zu Fehlentwicklungen kommt, die der Gesamtheit dieser Packungsform nicht zuträglich sind.
Der Weg zur richtigen Lösung
Wenn sich ein Produkthersteller für eine Flüssigkeitsverpackung im Standbodenbeutel entscheidet, muss es ihm gelingen die Argumente, die ihm anbieterspezifisch gegeben werden, von den wirklichen Notwendigkeiten seines Produktes zu trennen. Er darf sich keinesfalls nur vom Preis leiten lassen, sondern muss verschiedene Ausgießer, verschiedene Folien, verschiedene Beutel- und Folienhersteller nebeneinander stellen. Ebenso muss er auch die Druckverfahren und Fertigungstoleranzen vergleichen und diese mit den produktspezifischen Anforderungen für sein Produkt im Zusammenhang bringen. Weiterhin ist es notwendig diese Notwendigkeiten auf die möglichen Maschinenanbieter zum Verarbeiten seines Produktes im Standbodenbeutel zu übertragen.
Kaum eine Einkaufsabteilung ist in der Lage dieser Aufgabe gerecht zu werden, weil die stabilen Packmittel standardisiert sind und sich Gesetzmäßigkeiten für eine schnelle Entscheidung dafür heraus gebildet haben. Dieses gilt für den Milchkarton, für Glas- und PET-Flaschen, als auch für Dosen. Diese Aufgabe wird noch dadurch erschwert, weil das erwartete geringere Kostenniveau des Standbodenbeutels selten mit der Realität übereintrifft.
Dies führt auch dazu, dass die kaufmännische Beurteilung dieser Packungsform häufig den technischen Notwendigkeiten durch preiswertere Lösungen widersprechen, weil kein Verständnis für die Komplexität der Gesamtzusammenhänge hergestellt wird und erreicht werden kann.
Die Entscheidung, welcher Beutel, in welcher Form, mit oder ohne Ausgießer muss vorwiegend nach den Anforderungen des Produkts und seiner Platzierung am POS beeinflusst werden. Die technischen Aspekte zur Verarbeitung des Standbeutels müssen ein größeres Gewicht erhalten und die Diskussion, ob ein vorgefertigter Beutel eingesetzt wird oder ob von der Rolle gefertigt wird, darf nicht allein von kaufmännischen Gesichtspunkten geprägt sein.
Es entstehen sonst unter dem Kostendruck und des kurzfristigen Erfolgszwangs schlechte Lösungen, die weniger dem eigentlichen Produkt dienlich sind sondern nur den kaufmännischen Notwendigkeiten folgen. Ein altes Produkt in einem neuen Kleid wird erfolgreicher sein als ein neues Produkt in einem unattraktiven Outfit.
Der Beutel in seiner richtigen Anwendung ist eine ideale Verpackung, um ein wertvolles Produkt in seiner Darbietungsform von vergleichbaren Produkten zu unterscheiden. So wird vermieden, dass eine minderwertig anmutende Verpackung das Produkt in eine Abwärtsspirale des Endpreises hineingestellt wird. Allerdings kann man dieser Spirale entkommen, wenn eine breite Wissensbasis zur Verfügung steht, die für den Standbodenbeutel noch nicht ausreichend etabliert ist.
Die zweite Standbeutel Konferenz in Wiesbaden am 23./24. November ist ein idealer Treffpunkt, um die Wissensbasis für Entscheidungsträger zu erweitern und auch neutrale Berater zu finden, die in diesem Feld sachgerechte Unterstützung geben können.
Hier sind zwei Standbeutel mit 200 Gramm Mais abgebildet, wie sie am Markt sicher größere Aufmerksamkeit erreichen würden als eine Blechdose. Diese Studie des Autors mit einem konturierten Beutel und einem Beutel mit Fenster ist nicht am Markt. Sicher ist aber das Produkt attraktiver gezeigt als in eine Dose mit einem Etikett als einziges Unterscheidungsmerkmal. Autoklavierbares Material und der Einsatz einer Barriere mit UV Schutz sind am Markt vorhanden, um diesen Weg zu gehen.HENSEN CONSULT
Beratung für flexible Verpackungen
Bürgermeister-Spitta-Allee-58F
D-28329 Bremen
Tel: 0421 23 33 90
Fax: 0421 23 33 53
Mobil: 0171 1977 188
E-mail: henno@hensen.de
web: www.hensen-consult.de
Member of www.innonet-partners.eu
Innoform Consulting GmbH
Stüvestraße 25
D-49205 Hasbergen
Tel: +49 (0) 54 05 / 80 76 70
E-Mail: consulting@innoform.de
Innoform auf:
www.innoform-coaching.de/pages/start.php


 Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
 Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
 Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de



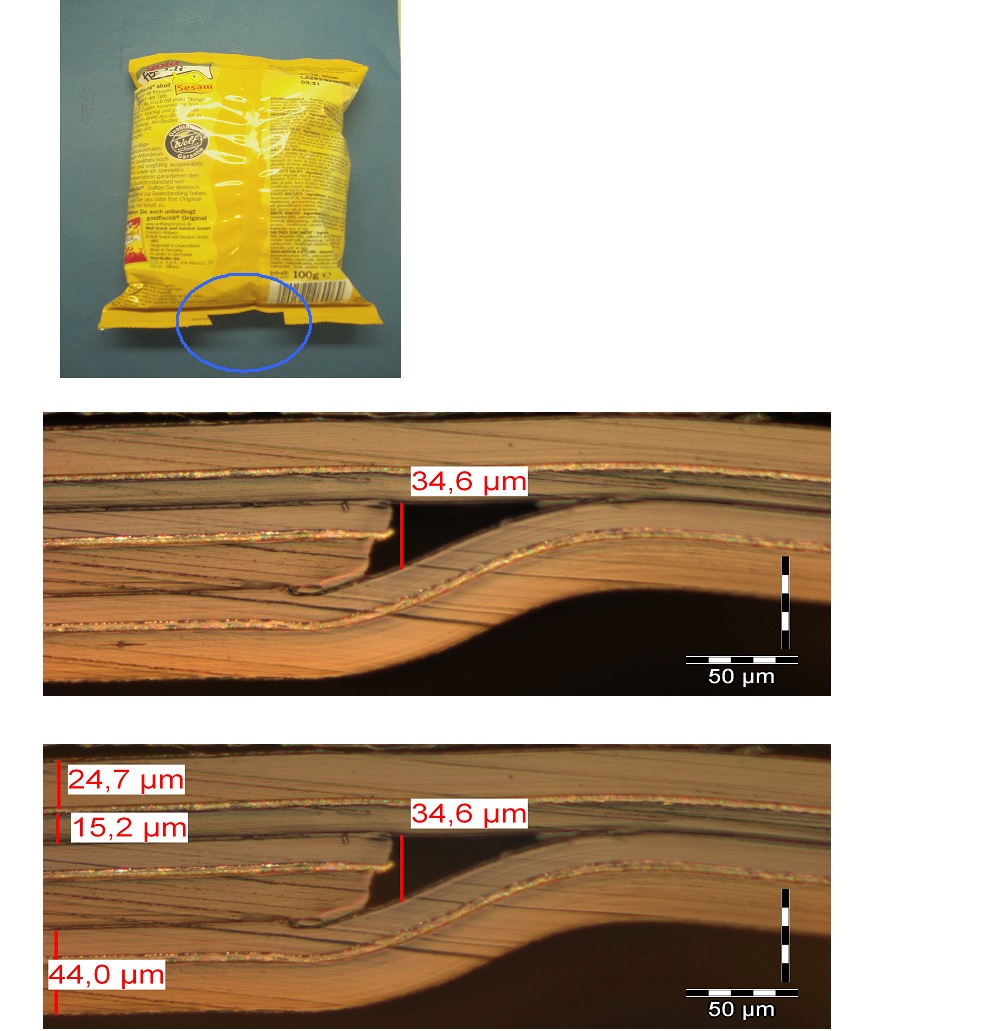
 Aufgabenstellung:
Mikrotomschnitt der Quernaht (hier Bodennaht) im Bereich der Lap- Seal
Aufgabenstellung:
Mikrotomschnitt der Quernaht (hier Bodennaht) im Bereich der Lap- Seal

 Überall auf der Welt ist Capri-Sonne zu finden und wenn eine Lizenz an ein weltweit auftretendes Unternehmen vergeben wird wie Kraft Foods, kann das bei entsprechenden Mengen und guten Konditionen zu einem neuen Namen wie Kool-Aid und Tang führen. Trotzdem unterliegt der Beutel in der Größe und Form dem Schutz des Geschmacksmusters solange der Inhalt mit Fruchtsaft zu tun hat.
Überall auf der Welt ist Capri-Sonne zu finden und wenn eine Lizenz an ein weltweit auftretendes Unternehmen vergeben wird wie Kraft Foods, kann das bei entsprechenden Mengen und guten Konditionen zu einem neuen Namen wie Kool-Aid und Tang führen. Trotzdem unterliegt der Beutel in der Größe und Form dem Schutz des Geschmacksmusters solange der Inhalt mit Fruchtsaft zu tun hat.
 Unter dieser starken Kontrolle des Erfolgssegmentes Getränke hat Wild für sich und diese Packungsform eine Erfolsstory geschrieben. Allerdings haben sich Getränke im Beutel durch den Patentschutz vorwiegend zum Wohle von Wild fortentwickelt. Den Versuch den Schutz zu umgehen, belegen auch die Wege von Minute Maid (ein Produkt von Coca-Cola) und Farmers Market, die in dem Beutelgeschäft Fuß gefasst haben. Dazu wurde der Beutel in seiner Form geändert. Zusätzlich wurde zum Einstechen des Trinkhalms eine Bodenfalte auch im Kopf eingeführt bzw. ein Laserloch eingebracht, um das Material zur Entnahme zu schwächen.
Unter dieser starken Kontrolle des Erfolgssegmentes Getränke hat Wild für sich und diese Packungsform eine Erfolsstory geschrieben. Allerdings haben sich Getränke im Beutel durch den Patentschutz vorwiegend zum Wohle von Wild fortentwickelt. Den Versuch den Schutz zu umgehen, belegen auch die Wege von Minute Maid (ein Produkt von Coca-Cola) und Farmers Market, die in dem Beutelgeschäft Fuß gefasst haben. Dazu wurde der Beutel in seiner Form geändert. Zusätzlich wurde zum Einstechen des Trinkhalms eine Bodenfalte auch im Kopf eingeführt bzw. ein Laserloch eingebracht, um das Material zur Entnahme zu schwächen.
 Der Endverbraucherpreis für den Karton mit 10 Beuteln liegt heute in den USA bei US $ 2,20. Dieser ungewöhnlich niedrige Preis ist nur dann zu erreichen, wenn von der Folienherstellung bis zur Endverpackung jedes Einsparungspotential ausgeschöpft wird. Das wiederum ist nur dank der enorm gestiegenen Mengen durchsetzbar. Dies gilt für alle Hersteller Wild, Kraft Foods, Minute Maid und Formers Market.
Ein kleiner Teil an Fruchtsaft im Beutel von unter 5% wird in Japan unter dem Namen Cheerpack verkauft. Dies ist ein Beutel mit einem Ausgießer und einer Konstruktion mit zwei Seitenfalten. Der Verkaufspreis ist entsprechend 3-mal höher als der klassische Capri Sonne Beutel, auch wenn der Cheerpack keine Standfähigkeiten hat. Die ist besonders auf den Wiederverschluss und die Marktgegebenheiten in Japan zurück zu führen. Unter dem Namen Guala wird in Europa ein ähnliches Produkt mit Ausgießer verkauft. Die nachstehend abgebildeten Beutel erfreuen sich besserer Preise, sind aber wenig bekannt.
Der Endverbraucherpreis für den Karton mit 10 Beuteln liegt heute in den USA bei US $ 2,20. Dieser ungewöhnlich niedrige Preis ist nur dann zu erreichen, wenn von der Folienherstellung bis zur Endverpackung jedes Einsparungspotential ausgeschöpft wird. Das wiederum ist nur dank der enorm gestiegenen Mengen durchsetzbar. Dies gilt für alle Hersteller Wild, Kraft Foods, Minute Maid und Formers Market.
Ein kleiner Teil an Fruchtsaft im Beutel von unter 5% wird in Japan unter dem Namen Cheerpack verkauft. Dies ist ein Beutel mit einem Ausgießer und einer Konstruktion mit zwei Seitenfalten. Der Verkaufspreis ist entsprechend 3-mal höher als der klassische Capri Sonne Beutel, auch wenn der Cheerpack keine Standfähigkeiten hat. Die ist besonders auf den Wiederverschluss und die Marktgegebenheiten in Japan zurück zu führen. Unter dem Namen Guala wird in Europa ein ähnliches Produkt mit Ausgießer verkauft. Die nachstehend abgebildeten Beutel erfreuen sich besserer Preise, sind aber wenig bekannt.
 Alle Abbildungen vom Autor erstellt
Weltverbrauch 1998 6 Milliarden 1998 und 25 Milliarden in 2006
Das entspricht einer Steigerung von 23% pro Jahr
Der erste Balken der nachstehenden Graphik ist fast ausschließlich mit dem Produkt von Wild besetzt.
Alle Abbildungen vom Autor erstellt
Weltverbrauch 1998 6 Milliarden 1998 und 25 Milliarden in 2006
Das entspricht einer Steigerung von 23% pro Jahr
Der erste Balken der nachstehenden Graphik ist fast ausschließlich mit dem Produkt von Wild besetzt.
 Die mengenmäßig so positive Entwicklung von Getränken in Beuteln (vorwiegend ohne Ausgießer), ist vorwiegend durch Wild und sein unvergleichliches Marketingkonzept erreicht worden. Die enormen Mengenzuwächse insbesondere zu Beginn der 90er Jahre sind aber auch der Umweltdiskussion geschuldet, in der nicht nur der Milchkarton sein umweltfreundliches Image bekam sondern auch der Schlauch- und Standbeutel. Das positive Image des Beutels der nicht mit Pfand belastet ist, ist ein Erfolg der Wild Gruppe.
Und in Europa sieht die Entwicklung so aus:
Die mengenmäßig so positive Entwicklung von Getränken in Beuteln (vorwiegend ohne Ausgießer), ist vorwiegend durch Wild und sein unvergleichliches Marketingkonzept erreicht worden. Die enormen Mengenzuwächse insbesondere zu Beginn der 90er Jahre sind aber auch der Umweltdiskussion geschuldet, in der nicht nur der Milchkarton sein umweltfreundliches Image bekam sondern auch der Schlauch- und Standbeutel. Das positive Image des Beutels der nicht mit Pfand belastet ist, ist ein Erfolg der Wild Gruppe.
Und in Europa sieht die Entwicklung so aus:
 Eine Steigerung der jährlichen Verbrauchsmengen des Standbeutels in allen Segmenten um mehr als das 10fache in 12 Jahren von 1,8 Milliarden in 1995 auf 4,5 Milliarden in 1999, auf 9 Milliarden in 2002 und bis auf 19 Milliarden in 2007 ist ebenso außergewöhnlich und setzt sich weiter fort. Dies ist umso erstaunlicher, weil zur gleichen Zeit die PET Flasche bei Getränken Einzug hielt.
In der Gesamtheit haben die Standbeutel seit mehr als 20 Jahren eine Steigerung erfahren, die dem DAX zur Ehre gereichen würde.
Quelle der Graphiken: Allied Development Corp.
Worin liegt das Geheimnis dieses Zuwachses?
Unter diesem Mengenzuwachs ist auch die Preisentwicklung zu beachten, denn der Kostenblock des Materials sinkt bei standardisierten Qualitäten und steigenden Mengen erheblich. Dies belegt der geschilderte Erfolg des Getränkebeutels, der auch deshalb so erfolgreich ist, weil die Packungsform und Größe sowie die Materialzusammensetzung standardisiert wurden. Gleiches hat sich inzwischen mit dem Portionsbeutel 80 und 100 Gramm für Katzenfutter ergeben, der inzwischen ebenfalls in großen Mengen verkauft wird und das Volumen des Capri Sonne Beutels eingeholt hat.
Sicherlich ist hier auch Marketing ein wichtiges Tool. Mit seinen Begründungen in ökologischer und qualitativer Hinsicht ist dem Verbraucher diese Packungsform im Regal nahe gebracht worden. Inzwischen ist auch der Preis der Verpackung bei den 80 und 100 Gramm Katzenfutterbeuteln ein erheblicher Kaufanreiz geworden. Die Industrie gibt inzwischen offensichtlich die logistischen Vorteile und die energetischen Einsparungen beim Autoklavieren an den Verbraucher weiter. Dies führt zu schrumpfenden Mengen von Dose und Tray zugunsten des Beutels.
SWOT des Standbeutels:
Der Standbodenbeutel hat den außergewöhnlichen Vorteil, dass er in seiner Form dem Inhalt angepasst werden kann, was dem Marketing unvergleichliche Möglichkeiten zur Unterscheidung seines Produktes gibt. Nicht das Etikett der Dose ist das einzige Unterscheidungsmerkmal am POS sondern das gesamte Kleid des Produktes kann wirken.
Hinzu kommen die unterschiedlichen Barriereeigenschaften der Folie, die dem Marketingmanager noch einmal zusätzlich alle Möglichkeiten zur Unterscheidung geben, bis hin zu einem Fenster um das Produkt zu zeigen.
Diese Vielfalt der Möglichkeiten zur Gestaltung der Packung hat den Nachteil, dass der Standbeutel mit Erreichen aller dieser Unterscheidungsmerkmale keine Standardisierung erreichen kann. Damit wird die Erwartung eines preiswerten Packmittels nicht erreicht. Gewicht und Leervolumen sowie logistische Vorteile bei Lagerung und Transport nähren diese Erwartung. Nur das von Wild zuerst so erfolgreiche Standardisieren führt zu einem Mengenzuwachs, der nur dann seine Auswirkungen in einem niedrigen Preis der Packung findet.
Hinzu kommt der Ruf nach Hochleistungsanlagen, die Beutel so schnell füllen und verpacken können, wie dies in der Konservenindustrie üblich ist. Inzwischen gibt es Anbieter, die 1000 Beutel und mehr pro Minute verarbeiten können. Trotzdem gibt es wegen der so unterschiedlichen Formen und Folien noch keine allgemein gültigen Lösungswege.
Es wird über Form-Fill-Seal geredet, Füllen-Verschweißen ist eine weitere Variante und Füllen-Verschrauben wird ebenso angeboten. All diese Lösungswege werden von einer Vielzahl von Anbietern unterstützt und tragen zur Verwirrung der Entscheider bei.
Deshalb ist es unabdingbar notwendig, dass all diese vielfältigen Möglichkeiten und Anforderungen an diese Packungsform mit den technischen Machbarkeiten koordiniert und gebündelt werden. Dieses wiederum fordert von dem Packmittelhersteller eine außergewöhnliche breite Wissensbasis, um den Auftraggeber umfassend beraten zu können.
Nicht nur das Wissen um Folie, Druck und die Vielfalt in der Formgebung muss beherrscht werden, sondern auch die Einflüsse des Produktes auf das Packmittel bei seiner Herstellung und Verbringung in die Packung sind ebenso eine Wissensnotwendigkeit. Gleichzeitig ist der permanente Kontakt zu den verschiedenen Anbietern von Füll- und Verpackungsmaschinen stets zu aktualisieren, um dieses Packmittel erfolgreich verkaufen zu können. Hinzu kommt noch der Wiederverschluss für den Beutel, der eine zusätzliche Anforderung an die Wissensbasis des Verkäufers stellt.
Weil diese Packungsform seit 20 Jahren überdurchschnittliche Zuwachsraten aufweist, sind viele neue Anbieter auf dieses Packmittel und die Maschinen aufmerksam geworden. Das führt naturgemäß dazu, dass es dem Entscheider zunehmend schwer fällt, die richtige Lösung für sein Produkt zu finden.
Nicht hinreichendes Fachwissen und der kommerzielle Druck führt bei den vielfältigen Möglichkeiten häufig zu Entscheidungen, die dem Produkt im Beutel nicht gerecht werden. Jeder der Marktteilnehmer verfolgt vorwiegend seine eigenen Interessen, weshalb es immer wieder zu Fehlentwicklungen kommt, die der Gesamtheit dieser Packungsform nicht zuträglich sind.
Der Weg zur richtigen Lösung
Wenn sich ein Produkthersteller für eine Flüssigkeitsverpackung im Standbodenbeutel entscheidet, muss es ihm gelingen die Argumente, die ihm anbieterspezifisch gegeben werden, von den wirklichen Notwendigkeiten seines Produktes zu trennen. Er darf sich keinesfalls nur vom Preis leiten lassen, sondern muss verschiedene Ausgießer, verschiedene Folien, verschiedene Beutel- und Folienhersteller nebeneinander stellen. Ebenso muss er auch die Druckverfahren und Fertigungstoleranzen vergleichen und diese mit den produktspezifischen Anforderungen für sein Produkt im Zusammenhang bringen. Weiterhin ist es notwendig diese Notwendigkeiten auf die möglichen Maschinenanbieter zum Verarbeiten seines Produktes im Standbodenbeutel zu übertragen.
Kaum eine Einkaufsabteilung ist in der Lage dieser Aufgabe gerecht zu werden, weil die stabilen Packmittel standardisiert sind und sich Gesetzmäßigkeiten für eine schnelle Entscheidung dafür heraus gebildet haben. Dieses gilt für den Milchkarton, für Glas- und PET-Flaschen, als auch für Dosen. Diese Aufgabe wird noch dadurch erschwert, weil das erwartete geringere Kostenniveau des Standbodenbeutels selten mit der Realität übereintrifft.
Dies führt auch dazu, dass die kaufmännische Beurteilung dieser Packungsform häufig den technischen Notwendigkeiten durch preiswertere Lösungen widersprechen, weil kein Verständnis für die Komplexität der Gesamtzusammenhänge hergestellt wird und erreicht werden kann.
Die Entscheidung, welcher Beutel, in welcher Form, mit oder ohne Ausgießer muss vorwiegend nach den Anforderungen des Produkts und seiner Platzierung am POS beeinflusst werden. Die technischen Aspekte zur Verarbeitung des Standbeutels müssen ein größeres Gewicht erhalten und die Diskussion, ob ein vorgefertigter Beutel eingesetzt wird oder ob von der Rolle gefertigt wird, darf nicht allein von kaufmännischen Gesichtspunkten geprägt sein.
Es entstehen sonst unter dem Kostendruck und des kurzfristigen Erfolgszwangs schlechte Lösungen, die weniger dem eigentlichen Produkt dienlich sind sondern nur den kaufmännischen Notwendigkeiten folgen. Ein altes Produkt in einem neuen Kleid wird erfolgreicher sein als ein neues Produkt in einem unattraktiven Outfit.
Der Beutel in seiner richtigen Anwendung ist eine ideale Verpackung, um ein wertvolles Produkt in seiner Darbietungsform von vergleichbaren Produkten zu unterscheiden. So wird vermieden, dass eine minderwertig anmutende Verpackung das Produkt in eine Abwärtsspirale des Endpreises hineingestellt wird. Allerdings kann man dieser Spirale entkommen, wenn eine breite Wissensbasis zur Verfügung steht, die für den Standbodenbeutel noch nicht ausreichend etabliert ist.
Die zweite Standbeutel Konferenz in Wiesbaden am 23./24. November ist ein idealer Treffpunkt, um die Wissensbasis für Entscheidungsträger zu erweitern und auch neutrale Berater zu finden, die in diesem Feld sachgerechte Unterstützung geben können.
Eine Steigerung der jährlichen Verbrauchsmengen des Standbeutels in allen Segmenten um mehr als das 10fache in 12 Jahren von 1,8 Milliarden in 1995 auf 4,5 Milliarden in 1999, auf 9 Milliarden in 2002 und bis auf 19 Milliarden in 2007 ist ebenso außergewöhnlich und setzt sich weiter fort. Dies ist umso erstaunlicher, weil zur gleichen Zeit die PET Flasche bei Getränken Einzug hielt.
In der Gesamtheit haben die Standbeutel seit mehr als 20 Jahren eine Steigerung erfahren, die dem DAX zur Ehre gereichen würde.
Quelle der Graphiken: Allied Development Corp.
Worin liegt das Geheimnis dieses Zuwachses?
Unter diesem Mengenzuwachs ist auch die Preisentwicklung zu beachten, denn der Kostenblock des Materials sinkt bei standardisierten Qualitäten und steigenden Mengen erheblich. Dies belegt der geschilderte Erfolg des Getränkebeutels, der auch deshalb so erfolgreich ist, weil die Packungsform und Größe sowie die Materialzusammensetzung standardisiert wurden. Gleiches hat sich inzwischen mit dem Portionsbeutel 80 und 100 Gramm für Katzenfutter ergeben, der inzwischen ebenfalls in großen Mengen verkauft wird und das Volumen des Capri Sonne Beutels eingeholt hat.
Sicherlich ist hier auch Marketing ein wichtiges Tool. Mit seinen Begründungen in ökologischer und qualitativer Hinsicht ist dem Verbraucher diese Packungsform im Regal nahe gebracht worden. Inzwischen ist auch der Preis der Verpackung bei den 80 und 100 Gramm Katzenfutterbeuteln ein erheblicher Kaufanreiz geworden. Die Industrie gibt inzwischen offensichtlich die logistischen Vorteile und die energetischen Einsparungen beim Autoklavieren an den Verbraucher weiter. Dies führt zu schrumpfenden Mengen von Dose und Tray zugunsten des Beutels.
SWOT des Standbeutels:
Der Standbodenbeutel hat den außergewöhnlichen Vorteil, dass er in seiner Form dem Inhalt angepasst werden kann, was dem Marketing unvergleichliche Möglichkeiten zur Unterscheidung seines Produktes gibt. Nicht das Etikett der Dose ist das einzige Unterscheidungsmerkmal am POS sondern das gesamte Kleid des Produktes kann wirken.
Hinzu kommen die unterschiedlichen Barriereeigenschaften der Folie, die dem Marketingmanager noch einmal zusätzlich alle Möglichkeiten zur Unterscheidung geben, bis hin zu einem Fenster um das Produkt zu zeigen.
Diese Vielfalt der Möglichkeiten zur Gestaltung der Packung hat den Nachteil, dass der Standbeutel mit Erreichen aller dieser Unterscheidungsmerkmale keine Standardisierung erreichen kann. Damit wird die Erwartung eines preiswerten Packmittels nicht erreicht. Gewicht und Leervolumen sowie logistische Vorteile bei Lagerung und Transport nähren diese Erwartung. Nur das von Wild zuerst so erfolgreiche Standardisieren führt zu einem Mengenzuwachs, der nur dann seine Auswirkungen in einem niedrigen Preis der Packung findet.
Hinzu kommt der Ruf nach Hochleistungsanlagen, die Beutel so schnell füllen und verpacken können, wie dies in der Konservenindustrie üblich ist. Inzwischen gibt es Anbieter, die 1000 Beutel und mehr pro Minute verarbeiten können. Trotzdem gibt es wegen der so unterschiedlichen Formen und Folien noch keine allgemein gültigen Lösungswege.
Es wird über Form-Fill-Seal geredet, Füllen-Verschweißen ist eine weitere Variante und Füllen-Verschrauben wird ebenso angeboten. All diese Lösungswege werden von einer Vielzahl von Anbietern unterstützt und tragen zur Verwirrung der Entscheider bei.
Deshalb ist es unabdingbar notwendig, dass all diese vielfältigen Möglichkeiten und Anforderungen an diese Packungsform mit den technischen Machbarkeiten koordiniert und gebündelt werden. Dieses wiederum fordert von dem Packmittelhersteller eine außergewöhnliche breite Wissensbasis, um den Auftraggeber umfassend beraten zu können.
Nicht nur das Wissen um Folie, Druck und die Vielfalt in der Formgebung muss beherrscht werden, sondern auch die Einflüsse des Produktes auf das Packmittel bei seiner Herstellung und Verbringung in die Packung sind ebenso eine Wissensnotwendigkeit. Gleichzeitig ist der permanente Kontakt zu den verschiedenen Anbietern von Füll- und Verpackungsmaschinen stets zu aktualisieren, um dieses Packmittel erfolgreich verkaufen zu können. Hinzu kommt noch der Wiederverschluss für den Beutel, der eine zusätzliche Anforderung an die Wissensbasis des Verkäufers stellt.
Weil diese Packungsform seit 20 Jahren überdurchschnittliche Zuwachsraten aufweist, sind viele neue Anbieter auf dieses Packmittel und die Maschinen aufmerksam geworden. Das führt naturgemäß dazu, dass es dem Entscheider zunehmend schwer fällt, die richtige Lösung für sein Produkt zu finden.
Nicht hinreichendes Fachwissen und der kommerzielle Druck führt bei den vielfältigen Möglichkeiten häufig zu Entscheidungen, die dem Produkt im Beutel nicht gerecht werden. Jeder der Marktteilnehmer verfolgt vorwiegend seine eigenen Interessen, weshalb es immer wieder zu Fehlentwicklungen kommt, die der Gesamtheit dieser Packungsform nicht zuträglich sind.
Der Weg zur richtigen Lösung
Wenn sich ein Produkthersteller für eine Flüssigkeitsverpackung im Standbodenbeutel entscheidet, muss es ihm gelingen die Argumente, die ihm anbieterspezifisch gegeben werden, von den wirklichen Notwendigkeiten seines Produktes zu trennen. Er darf sich keinesfalls nur vom Preis leiten lassen, sondern muss verschiedene Ausgießer, verschiedene Folien, verschiedene Beutel- und Folienhersteller nebeneinander stellen. Ebenso muss er auch die Druckverfahren und Fertigungstoleranzen vergleichen und diese mit den produktspezifischen Anforderungen für sein Produkt im Zusammenhang bringen. Weiterhin ist es notwendig diese Notwendigkeiten auf die möglichen Maschinenanbieter zum Verarbeiten seines Produktes im Standbodenbeutel zu übertragen.
Kaum eine Einkaufsabteilung ist in der Lage dieser Aufgabe gerecht zu werden, weil die stabilen Packmittel standardisiert sind und sich Gesetzmäßigkeiten für eine schnelle Entscheidung dafür heraus gebildet haben. Dieses gilt für den Milchkarton, für Glas- und PET-Flaschen, als auch für Dosen. Diese Aufgabe wird noch dadurch erschwert, weil das erwartete geringere Kostenniveau des Standbodenbeutels selten mit der Realität übereintrifft.
Dies führt auch dazu, dass die kaufmännische Beurteilung dieser Packungsform häufig den technischen Notwendigkeiten durch preiswertere Lösungen widersprechen, weil kein Verständnis für die Komplexität der Gesamtzusammenhänge hergestellt wird und erreicht werden kann.
Die Entscheidung, welcher Beutel, in welcher Form, mit oder ohne Ausgießer muss vorwiegend nach den Anforderungen des Produkts und seiner Platzierung am POS beeinflusst werden. Die technischen Aspekte zur Verarbeitung des Standbeutels müssen ein größeres Gewicht erhalten und die Diskussion, ob ein vorgefertigter Beutel eingesetzt wird oder ob von der Rolle gefertigt wird, darf nicht allein von kaufmännischen Gesichtspunkten geprägt sein.
Es entstehen sonst unter dem Kostendruck und des kurzfristigen Erfolgszwangs schlechte Lösungen, die weniger dem eigentlichen Produkt dienlich sind sondern nur den kaufmännischen Notwendigkeiten folgen. Ein altes Produkt in einem neuen Kleid wird erfolgreicher sein als ein neues Produkt in einem unattraktiven Outfit.
Der Beutel in seiner richtigen Anwendung ist eine ideale Verpackung, um ein wertvolles Produkt in seiner Darbietungsform von vergleichbaren Produkten zu unterscheiden. So wird vermieden, dass eine minderwertig anmutende Verpackung das Produkt in eine Abwärtsspirale des Endpreises hineingestellt wird. Allerdings kann man dieser Spirale entkommen, wenn eine breite Wissensbasis zur Verfügung steht, die für den Standbodenbeutel noch nicht ausreichend etabliert ist.
Die zweite Standbeutel Konferenz in Wiesbaden am 23./24. November ist ein idealer Treffpunkt, um die Wissensbasis für Entscheidungsträger zu erweitern und auch neutrale Berater zu finden, die in diesem Feld sachgerechte Unterstützung geben können.
 Hier sind zwei Standbeutel mit 200 Gramm Mais abgebildet, wie sie am Markt sicher größere Aufmerksamkeit erreichen würden als eine Blechdose. Diese Studie des Autors mit einem konturierten Beutel und einem Beutel mit Fenster ist nicht am Markt. Sicher ist aber das Produkt attraktiver gezeigt als in eine Dose mit einem Etikett als einziges Unterscheidungsmerkmal. Autoklavierbares Material und der Einsatz einer Barriere mit UV Schutz sind am Markt vorhanden, um diesen Weg zu gehen.
HENSEN CONSULT
Beratung für flexible Verpackungen
Bürgermeister-Spitta-Allee-58F
D-28329 Bremen
Tel: 0421 23 33 90
Fax: 0421 23 33 53
Mobil: 0171 1977 188
E-mail: henno@hensen.de
web: www.hensen-consult.de
Member of www.innonet-partners.eu
Innoform Consulting GmbH
Stüvestraße 25
D-49205 Hasbergen
Tel: +49 (0) 54 05 / 80 76 70
E-Mail: consulting@innoform.de
Innoform auf:
Hier sind zwei Standbeutel mit 200 Gramm Mais abgebildet, wie sie am Markt sicher größere Aufmerksamkeit erreichen würden als eine Blechdose. Diese Studie des Autors mit einem konturierten Beutel und einem Beutel mit Fenster ist nicht am Markt. Sicher ist aber das Produkt attraktiver gezeigt als in eine Dose mit einem Etikett als einziges Unterscheidungsmerkmal. Autoklavierbares Material und der Einsatz einer Barriere mit UV Schutz sind am Markt vorhanden, um diesen Weg zu gehen.
HENSEN CONSULT
Beratung für flexible Verpackungen
Bürgermeister-Spitta-Allee-58F
D-28329 Bremen
Tel: 0421 23 33 90
Fax: 0421 23 33 53
Mobil: 0171 1977 188
E-mail: henno@hensen.de
web: www.hensen-consult.de
Member of www.innonet-partners.eu
Innoform Consulting GmbH
Stüvestraße 25
D-49205 Hasbergen
Tel: +49 (0) 54 05 / 80 76 70
E-Mail: consulting@innoform.de
Innoform auf:


 www.innoform-coaching.de/pages/start.php
www.innoform-coaching.de/pages/start.php