Wir helfen, Standbeutel in bewährten und neuen Anwendungen richtig einzusetzen und garantieren mit speziellen Prüfungen und Fachwissen, Lebensmittel sicher in dieses Packmittel zu bringen.
Die Innoform Coaching GbR und das Süddeutsche Kunststoff-Zentrum (SKZ) laden zum Experten-Treff 2023 Barriere-Verbundfolien ein. Die zweitägige Veranstaltung findet am
22./23. Juni 2023 in Würzburg statt.
Treffen Sie Branchenteilnehmer aus dem deutschsprachigen Raum vor Ort oder online, denn das Branchen-Event wird live gestreamt.
Die Veranstaltung richtet sich an Experten und Führungskräfte aus der Verpackungs- und Folienindustrie, an Lebensmittel- und Pharmahersteller sowie an Entscheidungsträger aus Forschung und Entwicklung entlang der gesamten Lieferkette der Folien- und Verpackungsindustrie.
Schwerpunktmäßig geht es unter anderem um diese Trendthemen:
– Wie sehen moderne Monofolien mit Barriere aus?
– Wie belastbar sind welche Barriereschichten?
– Wie entwickeln sich Barrierepapiere?
– Wie geht es mit klebstoffbasierten Verbunden weiter?
– Welche Rolle spielen Rezyklate in Barriereschichten heute und in Zukunft?
– Sind Biopolymere besser als fossile Barrierepolymere?
– Welchen Anteil haben Barrierefolien am Lebensmittelerhalt und sogar an der Welternährung?
Interessierte können sich ab sofort auf der Website www.inno-meeting.de anmelden. Dort finden sie weitere Informationen zum Programm und den Referenten des Experten-Treffs 2023.
Eine Ausstellung von der Branche für die Branche wird ebenfalls angeboten und bereichert so die Pausen mit weiteren Kontaktmöglichkeiten.
Die Innoform Coaching GbR ist ein Unternehmen, das sich auf die Weiterbildung und Beratung von Unternehmen in der Verpackungs- und Folienindustrie spezialisiert hat. Das Unternehmen bietet Seminare, Workshops, Webseminare und Inhouse-Schulungen zu verschiedenen Themen rund um Verpackungen und Folien an.
Das SKZ ist Mitglied der Zuse-Gemeinschaft, einem Verbund unabhängiger, industrienaher Forschungseinrichtungen, die das Ziel verfolgen, die Leistungs- und Wettbewerbsfähigkeit der Industrie, insbesondere des Mittelstandes, durch Innovation und Vernetzung zu verbessern.
In unserer Reihe #Folienwissen für alle geht es heute um die Einstufung von Barrierefolien. Wann fängt Barriere an und was ist eine Hochbarriere überhaupt? Wenn wir diesen Begriff der Barriere verwenden, muss erst einmal klar werden, um welche Barriere es sich handelt. Meistens betrachtet man theoretisch die beiden “gegenläufigen” Barrieren Sauerstoff- und Wasserdampfbarriere, die für Lebensmittelverpackungen von besonderer Bedeutung sind.
Wasserdampfbarriere beschreibt dabei die Neigung, das Austrocknen zu verhindern und die Sauerstoffbarriere gibt Anhaltspunkte dafür, wie lange ein Sauerstoff empfindliches Lebensmittel haltbar gemacht werden kann. Die Kehrwerte/Gegenteile nennt man anstatt Barriere Durchlässigkeit.
Hier haben wir einmal eine grobe Übersicht erstellt, wie man diese abstrakten Eigenschaften flexibler Verpackungen einstufen kann. Bevor wir da aber einsteigen, vorab kurz zu den Einheiten und Rahmenbedingungen:
Permeation, also Barriere, ist temperaturabhängig
Organische Barriere zeigt zudem noch eine Abhängigkeit zum Feuchtegehalt in der Barriereschicht bzw. der Umgebung
Sauerstoffbarriere wird in cm³/m²xdxbar angegeben (d=day=Tag, und bar steht für die Druckdifferenz zwischen innen und außen
Wasserdampfdurchlässigkeit gibt man hingegen in g/m²xdxbar
Um sich etwas vorstellen zu können, erklären wir die Messgröße immer so: Die Sauerstoffdurchlässigkeit gibt die Menge an Sauerstoff in cm³ an, die pro Tag und pro Quadratmeter Folie hindurch permeiert sprich durchdringt. Dabei entspricht ein Kubikzentimeter (cm³) etwa einem Stück Würfelzucker.
Zu diesem Thema gibt es übrigens auch ein kurzes rund 6-minütiges Video, in dem ich intensiver bespreche. Klicken Sie doch einfach mal auf die Tabelle.
Wenn Sie einmal selbst überschlagen wollen, welche Barriere ein bestimmter Folientyp hat, dann nutzen Sie gerne unseren kostenlosen Permeationsrechner des Innoform Testservice. Dort machen wir reichlich Permeationsmessungen mit allen gängigen Versuchsaufbauten und Gasen, die für die Praxis relevant sind.
Fragen, Kommentare oder Ergänzungen und Korrekturen gerne an ks@innoform.de
Wussten Sie, dass Verpackungsfolien immer sogenannte Additive enthalten? Aber warum ist das so, welche sind das und warum gibt man Additive zu Folien dazu?
Das sind Fragen, die wir immer wieder in unseren Seminaren und Webseminaren hören. In diesem kurzen Abriss stellen wir wichtige Additive vor, erläutern die beiden Gruppen der migrierenden und nicht migrierenden Additive und erklären, warum man das als Folienhersteller, aber auch als Verpacker und Händler wissen sollte.
Um es nicht zu kompliziert zu machen, teilen wir grob in zwei Klassen ein, die für die Praktiker wichtig sind. Wir kennen migrierende und nicht migrierende Additive.
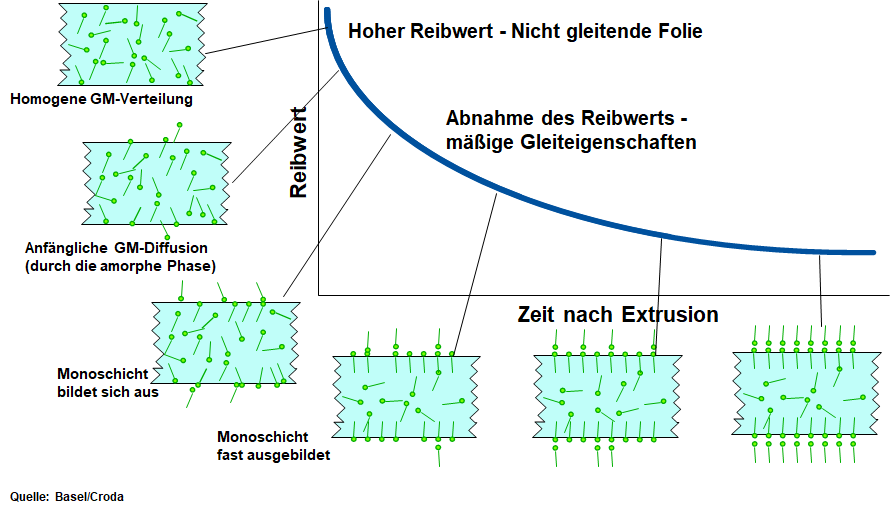
Das typischste Beispiel für die migrierenden Additive ist das Gleitmittel, das fast immer in Verpackungsfolien vorkommt. Wie der Name schon sagt, sorgt es für ein optimiertes Gleitverhalten der Folie z.B. beim Abpackprozess. In der Regel versucht man einen konstant niedrigen Gleitreibwert zu erhalten. Besonders häufig setzt man es bei den “eher stumpfen” Polyolefinen” wie Polyethylen (PE) und Polypropylen (PP) ein. Diese Folien lassen sich ohne Gleitmittel oft gar nicht oder nur sehr umständlich über z.B. Stahlflächen, Formschultern in Abpackmaschinen oder Leitblechen ziehen. Mit der Zugabe von Gleitmittel – heute meistens Erucasäureamid (ESA) – verringert sich die Haft- und Gleitreibung zu niedrigeren werden. Das heißt die Folie gleitet leichter über Stahl, Holz und sich selbst.
Dieser Effekt tritt aber erst dann ein, wenn sich das Gleitmittel (ESA) aus der Folie an den Oberflächen zu einer durchgängigen Schicht ausgebildet hat. Dieses kann je nach Folienrezeptur, Wickeldruck und Mengenzugabe zwischen einigen Stunden bis hin zu einigen Wochen dauern. Wichtig für den Verarbeiter dabei ist eben, dass vor dem Abpacken das Gleitmittel auch wirklich auf der Folienoberfläche liegt und nicht mehr in der Folie selber gelöst ist.
In diesem Schaubild von Borealis wird schematisch dargestellt, wie nach der Folienherstellung (Extrusion) das Gleitmittel nach und nach an die Oberfläche wandert (migriert), bis sich ein gleichmäßiger Film von Erucasäureamid an der Oberfläche gebildet hat. Jedes Additiv hat auch Nebenwirkungen. Die Gleitmittel haben gleich eine ganze Menge davon:
Sie erschweren das Kaschieren und Bedrucken
Sie können zu Ablagerungen an Walzen und Blechen führen
Sie führen manchmal zum Kleben, warum man auch Antiblockmittel in Kombination verabreicht.
Und damit kommen wir zum Beispiel der nicht migrierenden Additive, dem Antiblockmittel. Das Antiblockmittel soll das aneinander haften der Folien beim Abwickeln oder später beim Öffnen der Beutel verbessern. Stark vereinfacht zeichnen sich alle nicht migrierenden Additive dadurch aus, dass sie gleichmäßig in der gesamten Folienmatrix verteilt sind. Man kann also sofort nach der Extrusion mit den Eigenschaften rechnen. Das bedeutet aber auch, dass man die gesamte Folie mit dem Additiv “füllen” muss, was insbesondere bei Antiblockmitteln zu Trübungen führen kann. Antiblockmittel können wir uns hier als fein gemahlenen Sand vorstellen. Dieser feine Sand bewirkt, dass zwischen den Folienlagen immer etwas Raum bleibt – beim Wickeln und auch nachher bei den Beutelinnenseiten.
Das verbessert nicht nur das Auf- und Abwickelverhalten, sondern führt auch dazu, dass Gleitmittel schneller und konstanter ihre Wicklung entfalten können. Daher werden Antiblockmittel (nicht migrierend) und Gleitmittel (migrierend) oft gemeinsam verabreicht – man könnte also von einem Kombipräparat sprechen. Fast alle Additive lassen sich in diese 2 Gruppen unterteilen und folgen den gleichen Gesetzmäßigkeiten. Eine gute Idee ist es daher, bei jedem Additiv zu überlegen, wie es sich wohl verhalten wird.
Was bedeuten eigentlich die Begriffe organische und anorganische Barriereschichten? Darum geht es nicht nur in diesem Beitrag, sondern auch beim 4. Inno-Talk am 21. Mai.
Einfach ausgedrückt sind die organischen Barriereschichten auf Kunststoffen basierend.
Es sind Schichten wie
Polyamid (PA)
Ethylen-Vinylalkohol (EVOH)
Poly-Acrylnitril (PAN)
Polyvinylidenchlorid (PVDC), welchem aber eine Sonderrolle zufällt.
Allgemein lässt sich sagen, dass diese Schichten in nennenswerten Dicken in Folien vorliegen müssen, damit diese ihre Barriere insbesondere gegen Sauerstoff und Aromen/ Gerüche ausbilden können. Hier sind von einigen wenigen µm (1000tel mm) bis hin zu 100 µm üblich für Folienverpackungen. Insbesondere beim EVOH pendeln sich die üblichen Schichtdicken im Bereich von 2 – 10 µm für Verpackungszwecke ein.
Die notwendige Schichtdicke ergibt sich dabei aus der Anforderung des verpackten Gutes und der Eigenschaft des Materials. So ist beispielsweise PA wesentlich “durchlässiger” gegenüber Sauerstoff als EVOH oder PVDC, aber deutlich dichter als PE und PP.
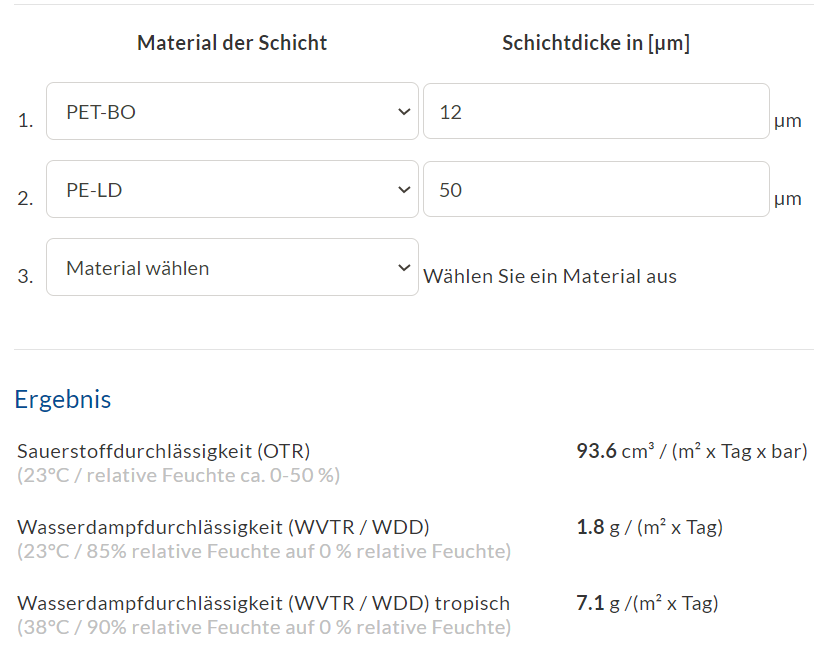
Wer einmal seine Folien “durchrechnen” möchte, kann dieses kostenlos mit dem Innoform Permeationsrechner tun. Hier ein paar Beispielrechnungen üblicher Verbundfolien:
Dieser Verbund ist ein Standard für Verpackungsfolien ohne besondere Barriereanforderungen gegen Sauerstoff und Aromen durch das Füllgut. Beispiele sind Snacks, Waschmittel oder Süßwaren.
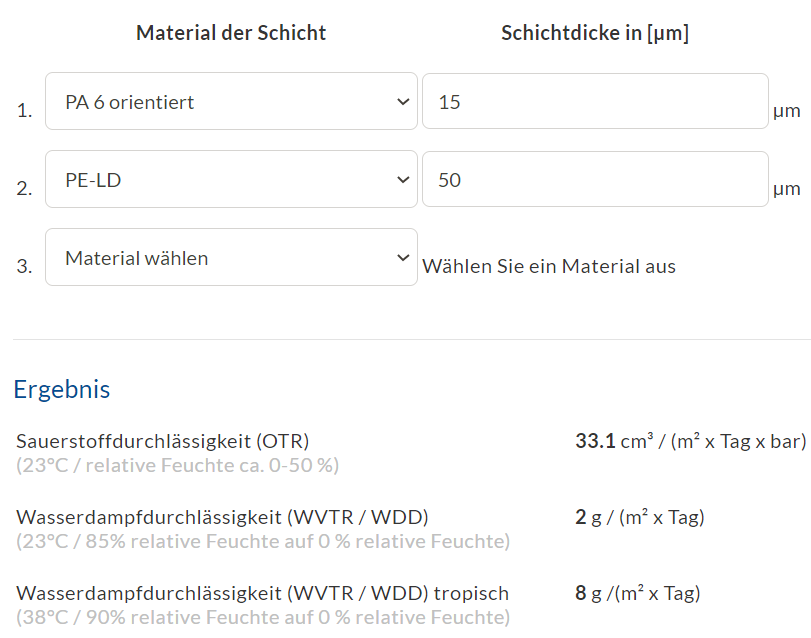
Die PA/PE Verbunde hingegen bieten schon einen deutlich besseren Schutz gegen Sauerstoff und Aromen. Hier werden nur durch den Austausch der PET-BO Folie durch eine PA-BO Folie deutliche Verbesserungen (Faktor 3) erreicht. Beispiele hierfür sind eingelegte Gemüse-, Fisch- und Fleischverpackungen sowie alles, was eine erhöhte Durchstoßfestigkeit verlangt. Denn Barriere ist nur eine von vielen Anforderungen an Folienverpackungsmaterialien.
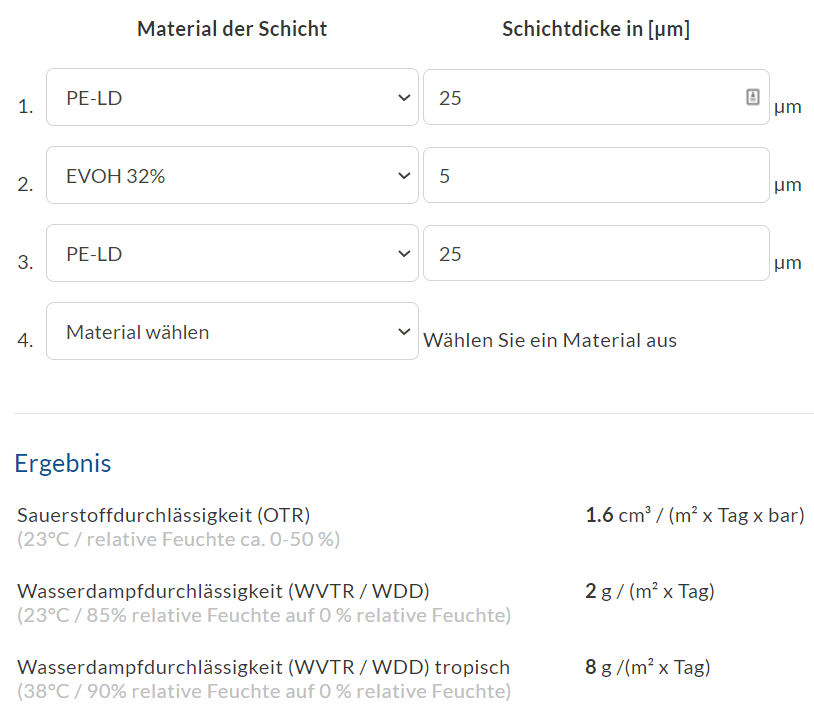
Die Folie mit der größten Sperrwirkung gegen Sauerstoff und Aromen ist die EVOH-Variante. Diese Folien werden im Gegensatz zu den o.g. Varianten im Koextrusionsverfahren hergestellt und können dann anschließend ebenfalls weiter mit Klebstoff kaschiert werden – z.B. zu PP-BO, um eine bessere Maschinengängigkeit zu erlangen. Diese Konstruktionen bieten nicht nur den Vorteil der besten Barriere, sondern ermöglichen auch ein “Monomaterial” aus reinen Polyolefinen, zu denen PP und PE, aber auch EVOH gezählt werden, und die sich durchaus gemeinsam mechanisch recyceln lassen.
All diese organischen Barriereschichten eint, dass sie thermoplastisch sind und mit der Extrusion hergestellt werden können. Das macht sie insbesondere für Folienanwendungen so interessant. Nachteile gibt es aber natürlich auch. All diese Materialien zeigen einen Abfall der Barriere bei höheren Feuchtigkeiten und eine Abnahme der Barriere bei steigender Temperatur. Eine Ausnahme bildet das PVDC, welches man aber u. a. aus Umweltgründen aus der Lebensmittelverpackung verbannt hat.
Die anorganischen Barrieren wie Aluminiumfolien in 6-12 µm (AL), die wir hier nicht näher betrachten, aber vor allem Bedampfungen wie
AL-Metallisierungen (met)
Siliziumoxid (SiOx)
Aluminiumoxid (AlOx)
zeigen diese Abhängigkeit vom Klima auf die Barriereeigenschaften nicht. Daher sind gerade bei Verpackungsentwicklern zunehmend die Bedampfungen attraktiv. Sie sind transparent oder silbrig glänzend – je nach Ausführung. Sie zeigen Barrierewerte wie die EVOH-Schichten im Top-Level und sind enorm kostengünstig herzustellen. Nachteil ist: Sie sind kratzempfindlich und offline zu beschichten. Dennoch zeigen sich zunehmende Mengen in den Regalen. Auffallend bei diesen anorganischen Bedampfungen
AlOx
SiOx
AL-Metallisierung
ist die sehr geringe Schichtdicke von einigen wenigen hundert Nanometern. Diese Schichten sind so dünn, dass aus heutiger Sicht keine Beeinträchtigung beim mechanischen Recycling zu erwarten oder bisher zu beobachten ist.
Zusammenfassend lässt sich sagen, dass die anorganischen Bedampfungen auf dem Vormarsch zu sein scheinen ob ihrer genialen Eigenschaftsprofile. Das reine Aluminium als Folie wird dadurch maßgeblich verdrängt. Motoren dafür sind Kosten und Entsorgungs-Sorgen. Die organischen Schichten hingegen punkten bei besonders beanspruchten Materialien wie Thermoformfolien oder extremen Knitterbeanspruchungen. In tropischen Klimaten sowie Sterilisationsanwendungen verlieren diese zu Gunsten der Bedampfungen oder auch noch den Alu-Folien an Boden.
Ab sofort sind vier Staffeln mit jeweils bis zu 14 Videos von Jan Switten in englischer Sprache verfügbar.
Aktueller als jedes Fachbuch auf dem Markt und bequem zu studieren – das war die Maßgabe für dieses Projekt.
Die vier aufeinander aufbauenden, aber auch einzeln verfügbaren Staffeln sind ideal für Ein- und Aufsteiger in dieser komplexen Verpackungswelt gestaltet.
In verständlicher Sprache und mit technischen Beispielen aus der Praxis für die Praxis, hat Jan Switten seine über 40 Jahre Berufserfahrung eingebracht.
Hier finden Sie einen kleinen Trailer, was sie erwartet:
Trailer mit Jan Switten
Nutzen Sie jetzt die Gelegenheit ohne Risiko Ihr Wissen zu vertiefen. Auch bei diesem Angebot können Sie sich auf unsere 100% Geld-Zurück-Garantie verlassen.
Das Bundesamt für Verbraucherschutz und Lebensmittelsicherheit hat die Daten zur Lebensmittelüberwachung 2018 veröffentlicht.
Insgesamt haben die Lebensmittelkontrolleure 504.730 Betriebe unangekündigt überprüft. Es wurden 366.986 Proben untersucht.
8.647 Proben entfielen auf Bedarfsgegenstände mit Lebensmittelkontakt. Dazu gehören unter anderem Küchenutensilien, Geschirr, Besteck und Lebensmittelverpackungen. 1.152 dieser Proben wurden beanstandet. Die Quote der Beanstandungen bei Gegenständen und Materialien mit Lebensmittelkontakt sank im Vergleich zum Vorjahr von 15,4 auf 13,3 %. Hauptursachen für Beanstandungen waren Verstöße bei der Kennzeichnung/Aufmachung mit 50,8 % (2017: 53,7 %).
Die nächste Änderungsverordnung der 10/2011 wurde am 8. August 2019 veröffentlicht und ist gestern in Kraft getreten. Es ist aber nur eine Ergänzung zur Zulassung einer Substanz.
Die Beschränkung für die Substanz
Poly((R)-3-hydroxybutyrat-co-(R)-3-hydroxyhexanoat) (FCM-Stoff-Nr. 1059,
CAS-Nr. 147398-31-0) wurde wie folgt erweitert:
Nur zur alleinigen oder zur Verwendung in einer Mischung mit
anderen Polymeren im Kontakt mit allen Lebensmitteln bis sechs
Monate oder länger bei Raumtemperatur oder darunter, einschließlich Phasen der
Heißabfüllung oder kurze Phasen des Erhitzens. Die Migration aller Oligomere
mit einem Molekulargewicht unter 1 000 Da darf 5,0 mg/kg Lebensmittel nicht
überschreiten.
Wenn das fertige Material oder der fertige Gegenstand, das/der diesen Stoff enthält, in Verkehr gebracht wird, müssen die Belege gemäß Artikel 16 eine ausführliche Beschreibung der Methode enthalten, mit der sich bestimmen lässt, ob die Migration von Oligomeren die Beschränkungen gemäß Tabelle 1 Spalte 10 erfüllt. Diese Methode muss zur Verwendung im Rahmen der Konformitätsprüfung durch eine zuständige Behörde geeignet sein. Ist eine angemessene Methode öffentlich verfügbar, so ist auf diese Methode zu verweisen. Erfordert die Methode eine Kalibrierungsprobe, so ist der zuständigen Behörde auf Anforderung eine hinreichende Probe zur Verfügung zu stellen.
Die vollständige Version der Änderungsverordnung finden Sie hier.
Bei Fragen zu Konformitätserklärungen helfe ich gern weiter: Heike Schwertke 0441 94986-14
Ralf Seitter ist seit 2002 Geschäftsführer der MRS Seitter GmbH. Er hat tiefgreifende Erfahrung im Vertrieb, Service und in der Kalibrierung von Messgeräten für Forschung und Qualitätssicherung. Die Entwicklung spezieller Applikationen zur Permeationsprüfung, Verpackungsprüfung, mechanische Papier- und Folienprüfungen und Wasserdampfdurchlässigkeit sowie die Bewertung des Erscheinungsbildes von Oberflächen und Messgeräte für Lacke und Farben gehören zu seinen Kernkompetenzen.
Am liebsten beschäftigt er sich mit der Bestimmng der Wasserdampfdurchlässigkeit von Baustoffen (auf PE- und PP-Folien) und von Textilien.
Was hat Sie bewogen, der Einladung von Innoform zu folgen?
Ich bin in regelmäßigem losen Kontakt mit Herrn Schröder – wenn man mit kreativen Köpfen ab und an telefoniert, dann kommt auch ab und an ein Vorschlag zu einem Vortrag dabei heraus.
Multilayer ist der Themenschwerpunkt, den das SKZ und Innoform gelegt haben. Was wird Ihre Kernaussage dazu im Rahmen der Tagung sein?
Multilayer ist nicht mein perönlicher Schwerpunkt, sondern wie man verschiedene Parameter dieses Werkstoffes prüft. Aber generell ist für mich Verpackung nicht böse.
Sie referieren über “Leckprüfung – Stand der Technik und der Normung”. Worauf sollte man aus Ihrer Sicht bei der Wahl eines Dichtheitsprüfsystems speziell für Siegelnähte achten?
Ich denke, das Gerät sollte auf die Verpackung abgestimmt sein, d. h. die Messgrenze sollte den Anforderungen des Produktes an die Verpackung entsprechen. Auch wäre es schön, wenn das Gerät ohne Hochschulabschluss zu bedienen wäre.
Klar wäre im Hinblick auf Industrie 4.0 eine vollautomatische und zerstörungsfreie 100 %ige Prüfung genial, nur werden sich das nur Globalplayer preislich leisten können, und auch diese Anlagen sind in der Performance begrenzt. Deshalb liegt mein Schwerpunkt im Bereich Schutzgasverpackungen in einfachen, präzisen Leckprüfgeräten in der “unteren” Preisklasse (unter € 10.000,-) für kleine und mittlere Betriebe, die bereits Geräte zur Messung der Gaskonzentration im Kopfraum der Verpackung (eingedeutscht: Headspaceanalyser) nutzen. Besonders wichtig finde ich, dass das Gerät die Leckrate quantifizieren kann und nicht nur schlecht oder gut sagen kann – dazu mehr in meinem Vortrag.
Wo sehen Sie für Folienhersteller und -Verwender besonderes Innovationspotenzial?
In der Senkung des Energie- und Rohstoffverbrauches. Kompostierbare Folien haben ihren Reiz, sollten aber nicht auf Kosten der Lebensmittelerzeugung gehen. Wir haben es mit dem “Bio”-Anteil im Sprit gesehen – es bringt nichts.
Wie lassen sich Multilayer und Kreislaufwirtschaft für Ihren Einflussbereich miteinander vereinbaren?
Die Erhöhung der Mindesthaltbarkeit vermindert Lebensmittelwegwurf – damit hat der Multilayer schon seinen Dienst erfüllt, und eine Papierverpackung ist sicher auch nicht “grün”.
Innoform bietet technisch orientierte Tagungen an. Besucher sind in der Regel Fachleute aus der Branche, Hersteller und Verwerter. Was erwarten Sie persönlich von der Zuhörerschaft?
Ich würde eher sagen, was die Zuhörer vom Referenten erwarten dürfen: Die Zuhörer bezahlen für die Tagung. Dafür sollten sie auch korrekte “Ware” erhalten, also objektive, informative Vorträge, frei von übertriebener (Eigen)Werbung des Referenten.
Konferenzen zum Thema „Kunststoffe in der Verpackung“ erfreuen sich größerer Beliebtheit. Woher kommt Ihrer Meinung nach dieses große Interesse an Wissen und auch Kontakten trotz häufig negativer Berichterstattung in den öffentlichen Medien?
Vermutlich, weil die Hersteller raus aus der bösen Ecke möchten – wobei ja die Ecke nicht böse ist. Jeder Ansatz dazu ist willkommen. McDonalds hat es vorgemacht: Das Logo von rot auf grün geändert … aber das können die Multilayerhersteller besser.
Welchen Einfluss haben Ihrer Meinung nach der gesellschaftliche Druck sowie rechtliche Vorgaben und Kundenanforderungen auf die Innovation in der Herstellung von Multilayer-Folien?
Die Entwicklung von “Bio”-Folien – ob das Sinn macht, kann ich leider nicht beurteilen – habe aber so meine Bedenken.
Wie schätzen Sie auf einer Skala von 1 (sehr gut) bis 5 (schlecht) die Zukunftschancen für Mehrschichtfolien im Vergleich zu anderen Folienarten ein und warum?
Da habe ich ehrlich gesagt keine Ahnung davon.
Unsere Teilnehmer möchten die Referenten auch gern persönlich besser kennenlernen. Deshalb eine persönliche Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders?
Mountainbike fahren und das Schrauben an Fahrrädern generell. Das beschäftigt micht zur Zeit am meisten nebenher.
Das Bundesinstitut für Risikobewertung (BfR) hat 12. Dezember 2017 seine Stellungnahme zu Mineralöbestandteilen aktualisiert und eine Einschätzung vorgenommen, ob von Mineralölbestandteilen in Lebensmitteln ein gesundheitliches Risiko ausgeht.
Der Übergang von Mineralölbestandteilen aus recycelten Kartons auf Lebensmittel ist möglich und zu erwarten, da für die Herstellung unter anderem bedrucktes Altpapier verwendet wird, das Mineralölbestandteile aus Zeitungsdruckfarben enthalten kann. Der Übergang dieser Substanzen wurde bisher insbesondere bei trockenen Lebensmitteln mit großer Oberfläche, beispielsweise Reis oder Gries, nachgewiesen.
Die Verunreinigung von Lebensmitteln mit Mineralölbestandteilen aus Verpackungen ist unerwünscht.
Hier hat das BfR häufig gestellte Fragen und Antworten zu Mineralölbestandteilen zusammengefasst, die aus Verpackungen in Lebensmittel übergehen können.