 Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Schlagwort: Produktschutz
-
Barriere – so viel wie nötig, so wenig wie möglich
Die meisten Lebensmittel werden mit guten Barrierematerialien verpackt. Das ist gut so, sagen die einen. Das muss nicht sein, sagen die anderen. Schon seit Jahren geht es nicht mehr nur darum, eine möglichst gute Barriere zu garantieren, sondern diese an die Anforderungen anzupassen. Das geschah aus ökonomischen Überlegungen heraus. Nun kommt der Aspekt der Nachhaltigkeit und zunehmend der Rezyklierbarkeit hinzu. Was heißt das konkret für Barrierefolien und Verpackungen mit Barrieren insgesamt? Welche Neuerungen gibt es, um z. B. migrierende Substanzen aus Regranulaten oder Umverpackungen vom Produkt fernzuhalten?
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
 Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
 Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
-
Abpacken in flexiblen Verpackungen Teil 2.1: Schlüsselstellen bei vertikalen Form-, Füll- und Schließsystemen: Produktschutz
Abpacken in flexiblen Verpackungen im Form-, Fill- Seal-Prozess Folien, Maschinen und Qualitätssicherung von Dr. Manfred Reichert
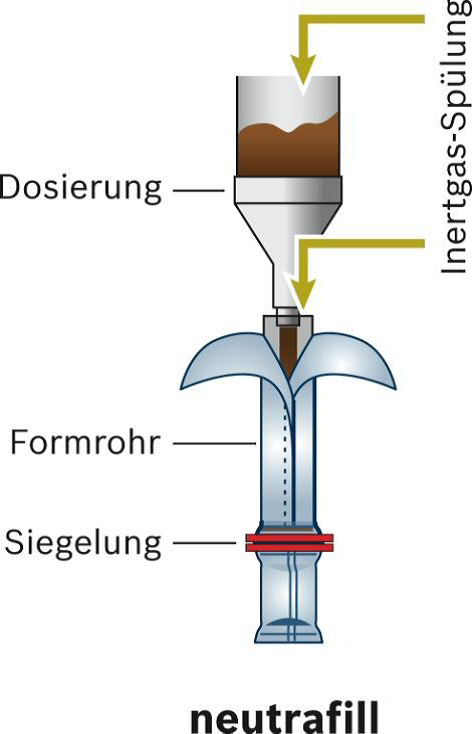
Kurzzusammenfassung: Aufbauend auf Teil 1 (Abpacken in flexiblen Verpackungen: Konzepte für vertikale Form-, Füll- und Schließsysteme (FFS)) werden die Schlüsselstellen in ihren Grundzügen dargestellt: Im Teil 2.1 wird hier zunächst auf Grundzüge der Produktschutzverfahren eingegangen. Stichworte: Begasungsverfahren, Evakuierverfahren, Kombinationen dieser beiden Verfahren, Aromaschutz-Ventile, z. B. für Kaffee Am Schluss dieses Inno-Letters wird noch darauf verwiesen, mit welchen Themen sich die nachfolgenden Teile befassen werden. Produktschutz In diesem Rahmen kann lediglich auf die wichtigsten Grundzüge eingegangen werden. Produktschutz lässt sich definieren als Schutz vor chemischem, physikalischem und biologischem Verderb. Trockene Lebensmittel (unter denen die schüttfähigen Lebensmittel einen großen Anteil ausmachen) sind biologisch nicht gefährdet, wenn ihre Wasseraktivität unter der Gleichgewichtsfeuchte von 60% liegt. Deshalb sind „trockene Produkte“ nur noch durch mechanische Zerstörung, Substanzverlust, Lichtstrahleinwirkung und durch chemische Prozesse (v. a. Oxidation) bedroht. Die Qualitätserhaltung trockener Lebensmittel durch Vakuum- und Schutzgaspackungen wirkt hier chemischen Langzeitschäden wie z. B. Oxidation entgegen. Lichtempfindliche Lebensmittel werden durch Sauerstoffentzug besser geschützt. Bezüglich Produktschutzverfahren sind hier sowohl Evakuier- als auch Gasspülverfahren zu erwähnen, die auch kombinierbar sind. Beim Evakuierverfahren kommt das Produkt im ungünstigsten Fall unter Normaldruck (210 mbar = 21 % Sauerstoff) zur Verpackungsmaschine. (Quelle: K. Domke, neue Verpackung 1/94) Zum Produktschutz bietet Bosch Packaging Technology verschiedene Verfahren wie Neutrafilter, Neutravac, Vacufin sowie Aromaschutzventile an. Im Folgenden sind einige Grundlagen für Produktschutz und Ventile kurz dargestellt: „Neutrafilter“: Hier handelt sich um eine Vorbegasung bei Schlauchbeutelmaschinen; der Restsauerstoffgehalt eines unter Normalatmosphäre geführten Produktes wird im Dosierer auf ca. 2 mbar reduziert. Gleichzeitig wird das Innere des Folienschlauches auf etwa den gleichen Wert gespült. Da bei der Abfüllung nur sehr wenig Außenluft hinzu gelangt, bleibt der Rest-Sauerstoffwert im geschlossenen Beutel auf diesem sehr niedrigen Niveau. (Quelle: K. Domke, neue Verpackung 1/94) Das Neutrafill-Prinzip ist in der folgenden Abbildung kurz dargestellt: Abb. 1: Produktschutzverfahren „Neutrafill“
(Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
„Neutravac“: Hier handelt es sich prinzipiell um eine Kombination aus Begasung (Schutzgas) und einer Teilevakuierung. Hintergrund: Der Markt verlangt oft harte Packungen. Dazu wird das Produkt zuerst unter Schutzgas abgefüllt und unmittelbar danach in der Becherkette evakuiert. Das Maschinenkonzept dafür muss also aus einer Vertikalschlauchbeutelmaschine mit anschließender Becherkette bestehen. Man erhält sehr harte Rechteckpackungen: raumsparend, stapelbar, und die Packungen sind vom Endverbraucher an ihrer Härte kontrollierbar. Man erhält Restsauerstoffwerte von etwa 0,5-1,0% in der geschlossenen Packung. Bei diesem Prinzip wird außerdem kein weiteres Verpackungsmaterial für eine glatte Außenhülle benötigt, da die Oberfläche der Einlagenpackung bereits glatt ist. Als Produktbeispiel können Kaffee, Nüsse, Kartoffelprodukte u. ä. genannt werden.(Quelle: K. Domke, neue Verpackung 1/94)
Das grundsätzliche „Neutravac-Prinzip“ (Kopf-Evakuierung der vorbegasten Packung) ist in der nachfolgenden Abbildung zu sehen:
Abb. 1: Produktschutzverfahren „Neutrafill“
(Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
„Neutravac“: Hier handelt es sich prinzipiell um eine Kombination aus Begasung (Schutzgas) und einer Teilevakuierung. Hintergrund: Der Markt verlangt oft harte Packungen. Dazu wird das Produkt zuerst unter Schutzgas abgefüllt und unmittelbar danach in der Becherkette evakuiert. Das Maschinenkonzept dafür muss also aus einer Vertikalschlauchbeutelmaschine mit anschließender Becherkette bestehen. Man erhält sehr harte Rechteckpackungen: raumsparend, stapelbar, und die Packungen sind vom Endverbraucher an ihrer Härte kontrollierbar. Man erhält Restsauerstoffwerte von etwa 0,5-1,0% in der geschlossenen Packung. Bei diesem Prinzip wird außerdem kein weiteres Verpackungsmaterial für eine glatte Außenhülle benötigt, da die Oberfläche der Einlagenpackung bereits glatt ist. Als Produktbeispiel können Kaffee, Nüsse, Kartoffelprodukte u. ä. genannt werden.(Quelle: K. Domke, neue Verpackung 1/94)
Das grundsätzliche „Neutravac-Prinzip“ (Kopf-Evakuierung der vorbegasten Packung) ist in der nachfolgenden Abbildung zu sehen:
 Abb. 2: „Neutravac“ Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Der Vollständigkeit halber sei erwähnt, dass es daneben auch Evakuierung ohne Vorbegasung gibt („Vacufin“, siehe folgende Abbildung): Hier werden die Packungen in Kammern in einem Vakuumrad evakuiert. Dieses Prinzip wird jedoch in Dornradmaschinen eingesetzt.
Abb. 3: Kammer-Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Aromaschutz-Ventile:
Hintergrund:
Kaffee ist sehr sauerstoffempfindlich; frisch geröstete Kaffeebohnen geben 6 l Röstgas/kg Kaffee ab. Damit der Kaffee gleich nach dem Rösten ohne Qualitätsverlust verpackt werden kann und sich die Packung durch das Röstgas nicht aufbläht oder gar platzt, werden Aromaschutzventile auf die Packungen aufgebracht. Sie öffnen bereits bei einem Überdruck von wenigen mbar, lassen Röstgas aus der Packung entweichen und schließen dann wieder sauerstoffundurchlässig ab. Die „aromafin“-Ventile schützen vor Überdruck in luftdichten Packungen und machen dadurch die Zwischenlagerung von frisch geröstetem Kaffee überflüssig. Hierdurch wird Kontakt mit Sauerstoff vermieden, der Kaffee behält sein volles Aroma und Lagerkosten werden reduziert. Der Kaffee kann direkt nach dem Rösten verpackt werden und die Packung behält ihre gewünschte Form. Die Ventile sind kaum wahrnehmbar, funktionieren sehr zuverlässig, lebensmittelsicher. Sie sind an der Innen- oder Außenseite der Packung angebracht.
Hier hat Bosch ein weites Produktspektrum an außen und innen liegenden Ventilen mit den entsprechenden Applikatoren – geeignet für jeden Anwendungsfall. Die Bosch-Ventile haben einen reproduzierbaren, niedrigen Öffnungsdruck für eine entsprechende Verpackungsform im Verkaufsregal. Aufgrund der Ultraschweißtechnik ist die Siegelnaht des Ventils (nur bei innenliegendem Ventil) kaum sichtbar. Die Bosch-Applikatoren mit einer Leistung von bis zu 100 Beuteln/min zeigen höchste Prozesssicherheit (Effizienz) aufgrund verschiedener InLine-Überwachungen wie Sensoren für „Ventil vorhanden“ oder „Ventilfluid vorhanden“.
Einige Grundlagen zur Ventil-Funktion sind in der nächsten Abbildung „zu sehen“:
Abb. 2: „Neutravac“ Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Der Vollständigkeit halber sei erwähnt, dass es daneben auch Evakuierung ohne Vorbegasung gibt („Vacufin“, siehe folgende Abbildung): Hier werden die Packungen in Kammern in einem Vakuumrad evakuiert. Dieses Prinzip wird jedoch in Dornradmaschinen eingesetzt.
Abb. 3: Kammer-Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Aromaschutz-Ventile:
Hintergrund:
Kaffee ist sehr sauerstoffempfindlich; frisch geröstete Kaffeebohnen geben 6 l Röstgas/kg Kaffee ab. Damit der Kaffee gleich nach dem Rösten ohne Qualitätsverlust verpackt werden kann und sich die Packung durch das Röstgas nicht aufbläht oder gar platzt, werden Aromaschutzventile auf die Packungen aufgebracht. Sie öffnen bereits bei einem Überdruck von wenigen mbar, lassen Röstgas aus der Packung entweichen und schließen dann wieder sauerstoffundurchlässig ab. Die „aromafin“-Ventile schützen vor Überdruck in luftdichten Packungen und machen dadurch die Zwischenlagerung von frisch geröstetem Kaffee überflüssig. Hierdurch wird Kontakt mit Sauerstoff vermieden, der Kaffee behält sein volles Aroma und Lagerkosten werden reduziert. Der Kaffee kann direkt nach dem Rösten verpackt werden und die Packung behält ihre gewünschte Form. Die Ventile sind kaum wahrnehmbar, funktionieren sehr zuverlässig, lebensmittelsicher. Sie sind an der Innen- oder Außenseite der Packung angebracht.
Hier hat Bosch ein weites Produktspektrum an außen und innen liegenden Ventilen mit den entsprechenden Applikatoren – geeignet für jeden Anwendungsfall. Die Bosch-Ventile haben einen reproduzierbaren, niedrigen Öffnungsdruck für eine entsprechende Verpackungsform im Verkaufsregal. Aufgrund der Ultraschweißtechnik ist die Siegelnaht des Ventils (nur bei innenliegendem Ventil) kaum sichtbar. Die Bosch-Applikatoren mit einer Leistung von bis zu 100 Beuteln/min zeigen höchste Prozesssicherheit (Effizienz) aufgrund verschiedener InLine-Überwachungen wie Sensoren für „Ventil vorhanden“ oder „Ventilfluid vorhanden“.
Einige Grundlagen zur Ventil-Funktion sind in der nächsten Abbildung „zu sehen“:
 Abb. 4: Funktion des Aromaschutz-Ventils (Quelle: Robert Bosch GmbH, Packaging Technology, Waiblingen)
[Die Reihe wird fortgesetzt: In weiteren Teilen soll u. a. auf folgende Themenkomplexe eingegangen werden:
Teil 2.2.: Schlüsselstellen Siegel- und Schweißverfahren; weiter:
Trockene Füllgüter und beispielhafte Materialkombinationen und Spezifikationen; Qualitätskriterien und Qualitätssicherung (Material- und Beutelspezifikationen, praxisnahe Prüfmethoden, Dichtheitsprüfung) ]
Wir hoffen, dass wir Ihnen hiermit hilfreiche Informationen geben konnten. Für Rückfragen und Feedback stehen wir gerne zur Verfügung:
Dr. Manfred Reichert, Parkstrasse 36/1, 73630 Remshalden, Tel. 07151-72354,
Abb. 4: Funktion des Aromaschutz-Ventils (Quelle: Robert Bosch GmbH, Packaging Technology, Waiblingen)
[Die Reihe wird fortgesetzt: In weiteren Teilen soll u. a. auf folgende Themenkomplexe eingegangen werden:
Teil 2.2.: Schlüsselstellen Siegel- und Schweißverfahren; weiter:
Trockene Füllgüter und beispielhafte Materialkombinationen und Spezifikationen; Qualitätskriterien und Qualitätssicherung (Material- und Beutelspezifikationen, praxisnahe Prüfmethoden, Dichtheitsprüfung) ]
Wir hoffen, dass wir Ihnen hiermit hilfreiche Informationen geben konnten. Für Rückfragen und Feedback stehen wir gerne zur Verfügung:
Dr. Manfred Reichert, Parkstrasse 36/1, 73630 Remshalden, Tel. 07151-72354,
 e-mail: m.reichert51@web.de
Mitglied von InnoNET-Partners
e-mail: m.reichert51@web.de
Mitglied von InnoNET-Partners
 In Zusammenarbeit mit:
Innoform GmbH Testservice
Industriehof 3
In Zusammenarbeit mit:
Innoform GmbH Testservice
Industriehof 3 26133 Oldenburg
www.innoform.de
TS@innoform.de
26133 Oldenburg
www.innoform.de
TS@innoform.de