Schlagwort: PET
-

Barrierefolien und moderne Anlagentechnik – Referenteninterview mit Andreas Kollenda
Andreas Kollenda (Dipl.- Ing. FH) studierte Maschinenbau und Kunststofftechnik an der FH Bielefeld. Seit 1985 ist er bei namhaften Unternehmen des Kunststoff-Maschinenbaus (u. a. Barmag AG, KKA, Brückner Maschinenbau, Engel) in den Bereichen Vertrieb und Marketing tätig, davon insgesamt 14 Jahre in Asien. In den mehr als 30 Jahren Tätigkeit in der Kunststoffwelt sammelte er Erfahrungen in den Bereichen: . Folienextrusion (Blas-, Flachfolie, biaxial verstreckte Folien, Folienbändchen) . Folienveredelung (Beschichten, Drucken, Prägen, Kaschieren) . Chemiefaserextrusion und Texturierung . Spritzgießen . Marketing, Marketing Services . Aufbau von Vertriebsorganisationen, Beteiligungscontrolling, JV Gründung Seit Mitte 2015 ist er als Vertriebsleiter bei Kuhne Anlagenbau tätig. Kuhne Anlagenbau ist einer der führenden Anbieter von Hochleistungsblasfolienanlagen: konventionelle Anlagen, wassergekühlte Anlagen sowie Triple Bubble Anlagen zur Herstellung von biaxial verstreckten Barrierefolien. Sie referieren über “Moderne Anlagentechnik zur Herstellung von dünnen Multilayer-Barrierefolien”. Was bewegt Sie besonders in diesem Zusammenhang? Die Möglichkeit, mit Hilfe der Triple Bubble Technologie, einer simultanen, biaxialen Verstrecktechnologie, die unterschiedlichsten Materialien (Polyolefine, PA, PET, EVOH, Haftvermittler) zu coextrudieren und zu verstrecken, um damit maßgeschneiderte Hochbarrierefolien herzustellen. Eine komplexe, herausfordernde Technologie mit einem großen Zukunftspotential. Sie beschreiben eine neue Anlagentechnik in Ihrem Vortrag. Welche besonderen Eigenschaften erzielen Sie damit in den Folienverpackungen? Durch die simultane, biaxiale Verstreckung lassen sich die mechanischen, Barriere- und optischen Eigenschaften deutlich verbessern. Dieses erlaubt ein Downgauging der Foliendicke, was wiederum Materialeinsparungen bis zu 70% und entsprechende Kostenvorteile erbringt. Barriereverpackungen bieten einen Schutz vor unerwünschter Kontamination der verpackten Lebensmittel. Das ist ein Beitrag zum Wohlstand und ermöglicht flächendeckende Versorgung mit Lebensmitteln. Trotzdem stehen immer mehr Verbraucher Plastikverpackungen kritisch gegenüber und verpackungsfreie Supermärkte schießen wie Pilze aus dem Boden. Wie sehen Sie diesen Trend hinsichtlich Ihres Vortrages? Es fehlt an einer objektiven Informationspolitik, die das Thema Lebensmittelverpackung ganzheitlich betrachtet und nicht nur das Ende der Verpackungskette (sprich den Verpackungsmüll). Wüsste der Verbraucher, warum ein Produkt in einer bestimmten Art und Weise verpackt wird und was die Konsequenz einer „schlechteren“ Verpackung wäre, ergäbe sich eine deutlich höhere Akzeptanz von Kunststoffverpackungen. Natürlich muss die Lebensmittelindustrie sich fragen, ob eine doppelte oder dreifache Umverpackung nötig ist. Für den Weg eines schnell verderblichen Produkts vom Erzeuger bis zum Point of Sale gibt es keine Alternative zu einer modernen Barrierverpackung. Trotzdem verderben selbst in der hochentwickelten EU jährlich noch ca. 12 Mio. Tonnen an Fleischwaren im Wert von 33 Mrd. € auf dem Weg vom Erzeuger zum Verbraucher aufgrund inadäquater Verpackung (Quelle: Rabobank). Der verpackungsfreie Supermarkt ist zwar hip, aber keine Alternative für die Versorgung in der Breite. Online shopping im Lebensmittelbereich ist ein Megatrend – und dort braucht es optimale und mehr Verpackung, aufgrund der demographischen Entwicklung hin zu mehr Kleinhaushalten. Wo sehen Sie für Packmittelhersteller – insbesondere solche, die hochwertige Barrierematerialien produzieren – besonderen Handlungsbedarf, damit Verpackungen beim Endverbraucher mehr Akzeptanz erfahren? Hier bedarf es Aufklärung und einer umfassenden Informationspolitik. Allen voran die Produkthersteller/Brand owner, dann die Packmittelhersteller sowie die Verbände und Medien sollten ggf. durch Kampagnen die Verbraucher über Barrierefolien und ihre Vorteile informieren. Erst wenn der Verbraucher weiß, warum seine Wurst und sein Käse wochenlang haltbar sind, wird die Diskussion über das „schlechte Plastik“ versachlicht. Unterverpackungen können bis hin zu Rechtsstreitigkeiten führen, Überverpackungen verursachen unnötige Kosten und Ressourcenverschwendung. Welche Voraussetzungen muss der Packmittelhersteller erfüllen, um ein gesundes Mittelmaß zu finden? Der Lebensmittelproduzent/Verpacker sollte für sein Produkt eine optimierte Verpackung hinsichtlich Schutz, Haltbarkeit, Materialeinsatz und Kosten zusammen mit dem Packmittelhersteller designen unter Berücksichtigung modernster Technologien, wie z. B. der Triple Bubble Technologie. Danach stellt sich die Frage, ob eine doppelte oder dreifache Umverpackung nötig ist. Die Kreativität der Verpackungsdesigner und Marketingstrategen ist hier gleichermaßen gefragt. Welchen Beitrag leisten aus Ihrer Sicht Hochbarriereverpackungen zur Nachhaltigkeit? Die Barriere verlängert die Haltbarkeit des Produkts signifikant und verringert somit Verluste durch frühzeitiges Verderben. Das Verstrecken ermöglicht die Herstellung dünnerer Folien mit höherer Barrierewirkung. Dadurch lassen sich Rohmaterialien einsparen und Kosten erheblich reduzieren – Nachhaltigkeit durch längere Haltbarkeit, dünnere Folien und Reduzierung des Ressourcenverbrauchs. Bei welchen Verpackungen wird es Ihrer Meinung nach mit der Barriere übertrieben und warum? Das Fraunhofer Institut hat in ihren Studien die Barriereanforderungen unterschiedlicher Produkte analysiert und aufgezeigt, was wirklich erforderlich ist. Bei einigen Anwendungen übererfüllen Aluminium laminierte Barrierefolien die Anforderungen. Auch ist zu beobachten, dass es in verschiedenen Ländern an einer wissenschaftlichen, analytischen Herangehensweise fehlt, die Verpackung an die echten Anforderungen des Produkts anzupassen; man findet viele überdimensionierte, laminierte Folienstrukturen. Wo sehen Sie in naher Zukunft bahnbrechende Innovationen im Verpackungsbereich insgesamt und bezogen auf Barriere im Speziellen? Im Bereich der laminierten Barrierefolienverbunde lässt sich ein Trend hin zu co-extrudierten, verstreckten Folien erkennen. Dieses Produktsegment bietet große Zukunftschancen. Die Vorteile liegen auf der Hand. Herstellung der Folie in einem Arbeitsschritt, gleiche oder bessere Eigenschaften bei signifikant geringeren Foliendicken und Kosten. Auch hier: Nachhaltigkeit durch dünnere Folien und geringeren Ressourcenverbrauch. Auch die Maschinentechnologie aus dem Hause Kuhne trägt diesem Trend Rechnung in der Entwicklung breiterer, leistungsfähigerer Anlagen. Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben? Auch privat sind es eher technische Themen, die mich begeistern, wie z. B. ein englischer Oldtimer und ein Altherren-Motorrad amerikanischer Bauart. -
Beispiel aus unserem Labor: Ablagerung auf Folie
Prüfbericht PB 0002 – Beispielbericht Ablagerung auf Folie Projekt / Bestell-Nr.: Ablagerung auf Folie Auftragsdatum: 01.01.01 Probeneingang: 02.01.07 Wir erhielten folgende Muster zur Prüfung: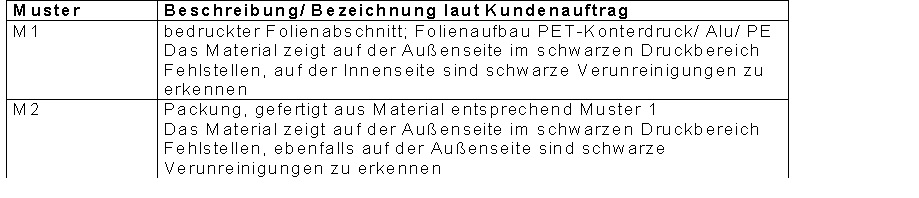 Aufgabenstellung:
Ursache für die beschriebenen Defekte?
1 Zusammenfassung der Ergebnisse:
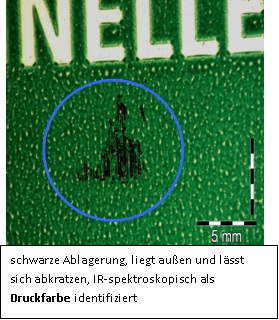
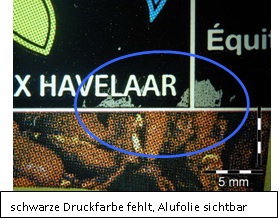
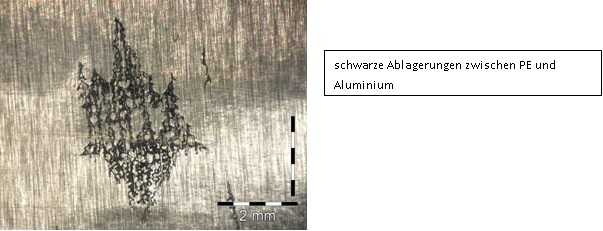
Wie die Untersuchungen zeigen, handelt es sich bei den Druckfehlern um Fehlstellen im Bereich der schwarzen Bedruckung. Des Weiteren wurde auf der Außenseite der Beutel die schwarze Druckfarbe in Form kleiner Ablagerungen nachgewiesen. Bei den dunklen Stellen auf der Innenseite des Verbundmaterials (Muster1) handelt es sich um Einschlüsse zwischen PE und Aluminiumfolie. Diese wurden nicht genauer untersucht, es könnte sich aufgrund des Erscheinungsbildes auch hier um die schwarze Druckfarbe handeln.
2 Interpretation der Ergebnisse:
Aufgrund der vorstehend beschriebenen Ergebnisse könnte der Schaden folgendermaßen entstanden sein:
Beim Bedrucken der PET- Folie im Konterdruck kam es zu einer leichten partiellen Verblockung der schwarzen Druckfarbe mit der PET-Außenseite im Rollenwickel. Beim Abrollen der Rollen in der Kaschiermaschine führte dieses zu einem Ausrupfen der verblockten Bereiche, d.h. diese Partikel wurden, zumindest zum Teil, auf die Folienaußenseite übertragen. Sofern der Verbund mit 2-maligen Durchlauf durch eine Duplex- Kaschiermaschine hergestellt wurde, könnte es beim Aufwickeln des PET/ Al- Vorverbundes wiederum zum Übertrag derartiger Partikel auf die Aluminiumseite gekommen sein, was das Vorhandensein derselben zwischen PE und Aluminiumfolie erklären würde.
3 Fehlerbild/ mikroskopische Untersuchung
3.1. Folienaußenseite/ Packung- Muster 2
Aufgabenstellung:
Ursache für die beschriebenen Defekte?
1 Zusammenfassung der Ergebnisse:
Wie die Untersuchungen zeigen, handelt es sich bei den Druckfehlern um Fehlstellen im Bereich der schwarzen Bedruckung. Des Weiteren wurde auf der Außenseite der Beutel die schwarze Druckfarbe in Form kleiner Ablagerungen nachgewiesen. Bei den dunklen Stellen auf der Innenseite des Verbundmaterials (Muster1) handelt es sich um Einschlüsse zwischen PE und Aluminiumfolie. Diese wurden nicht genauer untersucht, es könnte sich aufgrund des Erscheinungsbildes auch hier um die schwarze Druckfarbe handeln.
2 Interpretation der Ergebnisse:
Aufgrund der vorstehend beschriebenen Ergebnisse könnte der Schaden folgendermaßen entstanden sein:
Beim Bedrucken der PET- Folie im Konterdruck kam es zu einer leichten partiellen Verblockung der schwarzen Druckfarbe mit der PET-Außenseite im Rollenwickel. Beim Abrollen der Rollen in der Kaschiermaschine führte dieses zu einem Ausrupfen der verblockten Bereiche, d.h. diese Partikel wurden, zumindest zum Teil, auf die Folienaußenseite übertragen. Sofern der Verbund mit 2-maligen Durchlauf durch eine Duplex- Kaschiermaschine hergestellt wurde, könnte es beim Aufwickeln des PET/ Al- Vorverbundes wiederum zum Übertrag derartiger Partikel auf die Aluminiumseite gekommen sein, was das Vorhandensein derselben zwischen PE und Aluminiumfolie erklären würde.
3 Fehlerbild/ mikroskopische Untersuchung
3.1. Folienaußenseite/ Packung- Muster 2
 3.2. Folieninnenseite- Verbundfolienabschnitt Muster 1
3.2. Folieninnenseite- Verbundfolienabschnitt Muster 1
 4 FTIR- Spektroskopie
Vergleich: Ablagerungen
4 FTIR- Spektroskopie
Vergleich: Ablagerungen
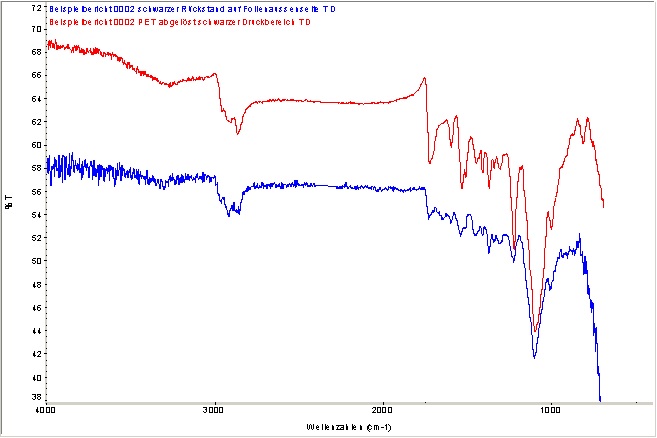
Ergebnis: Es handelt sich bei den schwarzen Ablagerungen auf der Beutelaußenseite um die schwarze Druckfarbe. -
Neues vom Standbeutel 2014
Die Entwicklung der letzten Jahre mit Ausblick bis 2018 Neuigkeiten im Regal Was hat den Beutel gestärkt und was fehlt ihm noch? Ende 2010 habe ich die Entwicklung der Standbeutel von 1962 bis dato mit einem perspektivischen Ausblick in die nahe Zukunft beschrieben. Heute möchte ich mich mit der inzwischen eingetretenen Realität dieser flexiblen und erfolgreichen Verpackungsart befassen und einen Ausblick bis 2018 vorstellen. Inzwischen ist neben der dominanten Marke Capri-Sonne, inzwischen auch mit einem wiederverschließbaren konturierten Beutel am Markt, der Tiernahrungsbeutel mit signifikant größeren Mengen an seine Seite getreten. Der eine wird nach wie vor heiß abgefüllt, wo hingegen die Tiernahrungsbeutel „retort“ im Autoklaven verarbeitet werden. Mit unglaublicher Dynamik und großen Mengenzuwächsen ist seit Anfang 2013 der Beutel für Kindernahrung, Fruchtpürees und Energy Drinks in dieses Marktsegment eingetreten. In den USA belegt diese Produktgruppe inzwischen mindestens 40% der Regalfläche mit beiden Varianten der Verarbeitung. Alles sind Beutel mit Ausgießern, womit sich eine vormals teure und komplexe, aber verbraucherfreundliche Packung einen beachtlichen Marktanteil erobert hat und begonnen hat, das Glas zu ersetzen. Hier wird deutlich, wie die Hersteller auf Kundenbedürfnisse eingehen und damit über große Auftragsvolumen für nun auch preiswertere Packmittel sorgen. Der Trend „on the go“ bildet inzwischen nicht nur Produktnamen, sondern hat dem Wunsch der Mobilität dadurch Rechnung getragen, dass der wiederverschließbare Beutel dieser flexiblen und ökologisch vorteilhaften Packung mehr Bedeutung zukommt. Dies gilt insbesondere auch gut kleinvolumige Packungen. Aber auch bei großen Volumen hat der Beutel seinen Markt gefunden, wie zum Beispiel bei Scheibenreinigern für den PKW. Hier hilft ein Ausgießer, das Nachfüllen der Waschanlage erheblich zu erleichtern, ohne dass das Produkt verschüttet wird. Hier kommt dem Beutel seine „Flexibilität zugute, da er seinen Inhalt ohne „BLUB“ abgeben kann. Deshalb ist insbesondere der Ausgießer ein integrales Element der Beutel und wird damit zum wichtigen Bestandteil für den Verbraucher und die Verarbeitungstechnik. Zwar sind immer noch Beutel ohne den Wiederverschluss für Getränke und Tiernahrung in der Überzahl, aber auch Capri Sonne hat inzwischen den Vorteil des Wiederverschlusses erkannt und bietet den Beutel nun in einer attraktiven Form auch für den ökologisch sensiblen Verbraucher an. Der Vormarsch des Ausgießers und seine Herausforderungen
In meiner letzten Darstellung war an dieser Stelle noch kein Beutel mit Ausgießer zu sehen. Das hat sich aus den vorgenannten Gründen erheblich gewandelt. Zum einen sind die gestiegenen Mengen für eine Kostenreduktion dieses Bauteils verantwortlich und zum anderen wird dadurch die Fülltechnologie erheblich beeinflusst. Bisher ist das Füllen und Siegeln oder Formen – Füllen – Siegeln (FFS) im Fokus gewesen. Nun wird mit dem kleinen stabilen Teil an einem flexiblen Beutel diese Verarbeitung vor nicht unerhebliche Probleme gestellt: Wie sicher ist noch FFS, wenn auch der Ausgießer eingesetzt werden muss, und wie fülle ich den gefertigten Beutel – nun mit Ausgießer – auf einer Füll- und Siegelanlage sinnvoll? Bei der erhöhten Nachfrage nach Beuteln mit Wiederverschluss tritt vermehrt der Weg des Füllens und Verschraubens in den Vordergrund. Dies hat erhebliche technische Vorteile:
Beim Füllen von stabilen Behältern entsteht durch das Entweichen von Luft und durch das Eindringen der Flüssigkeit Schaumbildung. Deshalb muss bei aufgesetztem Füllventil auf den Hals einer Flasche eine technisch aufwendige Ventiltechnik mit meist Unterspiegel-Füllung eingesetzt werden, welche auch das simultane Entweichen der Luft nötig macht. Fast ebenso problematisch ist das Füllen und Versiegeln von Beuteln. Auch hier tritt erhebliche Schaumbildung auf, was das sichere Versiegeln des Beutels verhindern kann. Diese Probleme treten bei einem (fast) luftleeren Beutel nicht auf. Es ist technisch einfacher und deshalb kostengünstiger. Trotz des kleineren Öffnungsdurchmessers, wodurch nun der Beutel gefüllt und dann verschraubt wird, kann das Produkt mit hohem Druck eingeschossen werden, wodurch gleichzeitig der Beutel geöffnet wird.
Hierdurch hat sich eine neue Technologie für das Verarbeiten des Beutels entwickelt. Der Ausgießer benötigt nun am Hals ein technische Führung, um so eine einfache Zuführung zur Füllmaschine zu erreichen. Einige Packmittelhersteller liefern deshalb auch den Beutel auf einer U-Schiene, die dann mehrfach verwendet werden kann. Dieses zu erst in Japan eingesetzte System hat sich inzwischen in Europa aber auch in Asien, Nord und Südamerika durchgesetzt. Bei steigenden Mengen ist diese Art der Verarbeitung nicht unproblematisch.
Die Schienen müssen an den Hersteller zurück geschickt werden, weil diese sonst berechnet werden. Der Ausweg aus diesem logistisch komplexen Weg liegt in der Einführung eines Systems, welches den Prozess des Einsetzens des Ausgießers der Füll- und Verschraubmaschine vorgeschaltet wird. Diesen Systemgedanken hat sich ein großes Pharmaunternehmen schon vor vielen Jahren zueigen gemacht und mit vielen Millionen Beuteln damit erhebliche Kosteneinsparungen erreicht. Inzwischen ist die Technologie weiter vorangeschritten, wodurch die Anschaffungskosten solch eines Systems erheblich reduziert wurden, höhere Leistungen erreichbar sind und eine große Prozessstabilität erzielt wird. All diese Gesichtspunkte erlauben es, dem Beutel mit Wiederverschluss eine verheißungsvolle Zukunft vorauszusagen.
Die Prognosen von Schönwald Consulting bestätigen diesen Trend mit Steigerungsraten je nach Produktgruppe von 10 bis 25% pro Jahr. Betrachtet man den Großraum Europa, dann ergeben sich aus den erreichten Mengen in 2013 und den Prognosen bis 2018 erhebliche Kapazitäten an zu bauenden Maschinensystemen, wie zuvor beschrieben. Das weltweite Wachstum ist noch erheblicher, weshalb die gesamte Ausarbeitung von Schönwald Consulting eine Bibel zur Entscheidung für Beutelinteressierte ist.
Verbrauchsangaben in Millionen Packungen für Europa
Der Vormarsch des Ausgießers und seine Herausforderungen
In meiner letzten Darstellung war an dieser Stelle noch kein Beutel mit Ausgießer zu sehen. Das hat sich aus den vorgenannten Gründen erheblich gewandelt. Zum einen sind die gestiegenen Mengen für eine Kostenreduktion dieses Bauteils verantwortlich und zum anderen wird dadurch die Fülltechnologie erheblich beeinflusst. Bisher ist das Füllen und Siegeln oder Formen – Füllen – Siegeln (FFS) im Fokus gewesen. Nun wird mit dem kleinen stabilen Teil an einem flexiblen Beutel diese Verarbeitung vor nicht unerhebliche Probleme gestellt: Wie sicher ist noch FFS, wenn auch der Ausgießer eingesetzt werden muss, und wie fülle ich den gefertigten Beutel – nun mit Ausgießer – auf einer Füll- und Siegelanlage sinnvoll? Bei der erhöhten Nachfrage nach Beuteln mit Wiederverschluss tritt vermehrt der Weg des Füllens und Verschraubens in den Vordergrund. Dies hat erhebliche technische Vorteile:
Beim Füllen von stabilen Behältern entsteht durch das Entweichen von Luft und durch das Eindringen der Flüssigkeit Schaumbildung. Deshalb muss bei aufgesetztem Füllventil auf den Hals einer Flasche eine technisch aufwendige Ventiltechnik mit meist Unterspiegel-Füllung eingesetzt werden, welche auch das simultane Entweichen der Luft nötig macht. Fast ebenso problematisch ist das Füllen und Versiegeln von Beuteln. Auch hier tritt erhebliche Schaumbildung auf, was das sichere Versiegeln des Beutels verhindern kann. Diese Probleme treten bei einem (fast) luftleeren Beutel nicht auf. Es ist technisch einfacher und deshalb kostengünstiger. Trotz des kleineren Öffnungsdurchmessers, wodurch nun der Beutel gefüllt und dann verschraubt wird, kann das Produkt mit hohem Druck eingeschossen werden, wodurch gleichzeitig der Beutel geöffnet wird.
Hierdurch hat sich eine neue Technologie für das Verarbeiten des Beutels entwickelt. Der Ausgießer benötigt nun am Hals ein technische Führung, um so eine einfache Zuführung zur Füllmaschine zu erreichen. Einige Packmittelhersteller liefern deshalb auch den Beutel auf einer U-Schiene, die dann mehrfach verwendet werden kann. Dieses zu erst in Japan eingesetzte System hat sich inzwischen in Europa aber auch in Asien, Nord und Südamerika durchgesetzt. Bei steigenden Mengen ist diese Art der Verarbeitung nicht unproblematisch.
Die Schienen müssen an den Hersteller zurück geschickt werden, weil diese sonst berechnet werden. Der Ausweg aus diesem logistisch komplexen Weg liegt in der Einführung eines Systems, welches den Prozess des Einsetzens des Ausgießers der Füll- und Verschraubmaschine vorgeschaltet wird. Diesen Systemgedanken hat sich ein großes Pharmaunternehmen schon vor vielen Jahren zueigen gemacht und mit vielen Millionen Beuteln damit erhebliche Kosteneinsparungen erreicht. Inzwischen ist die Technologie weiter vorangeschritten, wodurch die Anschaffungskosten solch eines Systems erheblich reduziert wurden, höhere Leistungen erreichbar sind und eine große Prozessstabilität erzielt wird. All diese Gesichtspunkte erlauben es, dem Beutel mit Wiederverschluss eine verheißungsvolle Zukunft vorauszusagen.
Die Prognosen von Schönwald Consulting bestätigen diesen Trend mit Steigerungsraten je nach Produktgruppe von 10 bis 25% pro Jahr. Betrachtet man den Großraum Europa, dann ergeben sich aus den erreichten Mengen in 2013 und den Prognosen bis 2018 erhebliche Kapazitäten an zu bauenden Maschinensystemen, wie zuvor beschrieben. Das weltweite Wachstum ist noch erheblicher, weshalb die gesamte Ausarbeitung von Schönwald Consulting eine Bibel zur Entscheidung für Beutelinteressierte ist.
Verbrauchsangaben in Millionen Packungen für Europa
 Quelle: Schönwald Consulting
Vergleiche zu früheren Untersuchungen ergeben, dass die Zahlen erheblich gestiegen sind und insbesondere die Zuwachsraten der Beutel mit Ausgießer in der erreichten Menge und in den Prognosen belegen, wie sich diese Produktgruppe zukünftig als Konkurrent kleinerer Packungsgrößen zur PET-Flasche und zum Milchkarton entwickeln wird.
Diese Zahlen sind mir mit Genehmigung von Schönwald Consulting zur Verfügung gestellt worden. Das betrifft auch die beiden Aufteilungen weiter unten. Die gesamte Studie ist ein Standardwerk für jedes Unternehmen, welches sich mit dem Beutel als Packmittel auseinandersetzt.
Der Blick in die Regale belegt diesen ungebrochenen Trend, der auch durch günstige Kostenvergleiche zugunsten des Beutels in der Größe bis 300 ml belegt wird:
Quelle: Schönwald Consulting
Vergleiche zu früheren Untersuchungen ergeben, dass die Zahlen erheblich gestiegen sind und insbesondere die Zuwachsraten der Beutel mit Ausgießer in der erreichten Menge und in den Prognosen belegen, wie sich diese Produktgruppe zukünftig als Konkurrent kleinerer Packungsgrößen zur PET-Flasche und zum Milchkarton entwickeln wird.
Diese Zahlen sind mir mit Genehmigung von Schönwald Consulting zur Verfügung gestellt worden. Das betrifft auch die beiden Aufteilungen weiter unten. Die gesamte Studie ist ein Standardwerk für jedes Unternehmen, welches sich mit dem Beutel als Packmittel auseinandersetzt.
Der Blick in die Regale belegt diesen ungebrochenen Trend, der auch durch günstige Kostenvergleiche zugunsten des Beutels in der Größe bis 300 ml belegt wird:

 Hier eine Besonderheit aus China: Ecolean besetzt hier gegen den Milchkarton Milch im Beutel mit dem attraktiven Luftgriff. Sicher eine Entwicklung, die dem Marktführer im Milchkarton zu Denken gibt und auch inzwischen von Hemme Milch in Norddeutschland häufiger im Regal zu sehn ist.
Daneben ein Beutel mit einer verspielten Form, der in China besonders attraktiv die junge Generation anspricht.
Hier eine Besonderheit aus China: Ecolean besetzt hier gegen den Milchkarton Milch im Beutel mit dem attraktiven Luftgriff. Sicher eine Entwicklung, die dem Marktführer im Milchkarton zu Denken gibt und auch inzwischen von Hemme Milch in Norddeutschland häufiger im Regal zu sehn ist.
Daneben ein Beutel mit einer verspielten Form, der in China besonders attraktiv die junge Generation anspricht.
 Auch wenn hier der Eindruck entsteht, dass ich den Fokus zu sehr auf China und USA lege, so ist es doch wichtig, den Blick nach draußen zu wagen: Die globale Vernetzung sowie die Entwicklung auf den anderen Seiten von Europa scheint mir wichtig, weshalb trotzdem eine Vertiefung des Marktes in Europa nicht fehlen soll:
Auch wenn hier der Eindruck entsteht, dass ich den Fokus zu sehr auf China und USA lege, so ist es doch wichtig, den Blick nach draußen zu wagen: Die globale Vernetzung sowie die Entwicklung auf den anderen Seiten von Europa scheint mir wichtig, weshalb trotzdem eine Vertiefung des Marktes in Europa nicht fehlen soll:

 Quelle Schönwald Consulting
Was hat den Beutel gestärkt und was fehlt ihm noch
Ende 2012 hat selbst die New York Times – nicht gerade eben bekannt für Beobachtungen der Verpackungsentwicklungen – in einem Artikel auf das enorme Wachstumspotential dieser Verpackung aufmerksam gemacht. Damit wird der Beutel in den Fokus des Verbrauchers gerückt, wodurch auch die ältere Generation auf diese Art des Konsums von Flüssigkeiten aufmerksam gemacht wird. Ebenso wird vom „kollabierenden“ Beutel – und damit so einfach benutzbar – beim Nachfüllen der Flüssigkeit für die Scheibenreinigung des so geliebten PKWs im Unterbewusstsein der Beutel positiv wahrgenommen. Diese Verpackungsart ist die leichteste mit entsprechender Standfähigkeit am POS.
Aus meiner Sicht fehlen aber dem Beutel noch einige wichtige Entwicklungsschritte:
Quelle Schönwald Consulting
Was hat den Beutel gestärkt und was fehlt ihm noch
Ende 2012 hat selbst die New York Times – nicht gerade eben bekannt für Beobachtungen der Verpackungsentwicklungen – in einem Artikel auf das enorme Wachstumspotential dieser Verpackung aufmerksam gemacht. Damit wird der Beutel in den Fokus des Verbrauchers gerückt, wodurch auch die ältere Generation auf diese Art des Konsums von Flüssigkeiten aufmerksam gemacht wird. Ebenso wird vom „kollabierenden“ Beutel – und damit so einfach benutzbar – beim Nachfüllen der Flüssigkeit für die Scheibenreinigung des so geliebten PKWs im Unterbewusstsein der Beutel positiv wahrgenommen. Diese Verpackungsart ist die leichteste mit entsprechender Standfähigkeit am POS.
Aus meiner Sicht fehlen aber dem Beutel noch einige wichtige Entwicklungsschritte:
- Biologisch abbaubare Folie und Ausgießer mit guten Eigenschaften zum Siegeln und mit Barriere. Immer wieder wird dies vom Kunststoff gefordert, ist aber nicht immer sinnvoll mit den notwendigen Eigenschaften einer Verpackung zu vereinigen. In erster Linie muss der Schutz des Produktes stehen, was bei dieser Folienart für Beutel z. Z. nicht erreichbar ist.
- Neben der biologischen Abbaubarkeit erscheint es mir noch wichtiger der Folie eine Recyclefähigkeit zu geben ohne die Barriereeigenschaften zu vernachlässigen. Hier scheinen Untersuchungen zu laufen, wie dieses Ziel einer Folie aus Polyolefinen erreicht werden kann.
- Der meist aus PE oder PP gespritzte Ausgießer hat im Gegensatz zur heute eingesetzten Folie keine Barriere. Damit besteht die Gefahr einer optischen und geschmacklichen Veränderung des Produktes im Kopfbereich des Beutels, der sich bei längerer Lagerung auch weiter in das Produkt vorarbeiten kann. Dieser Umstand tritt besonders bei Produkten mit Anteilen von Apfel und Karotten auf. Einige Hersteller versuchen diesen Effekt mit innen liegenden Alu-Membranen zu lösen, was aber zur Komplexität und Verteuerung beiträgt. Es gibt allerdings Hinweise auf die Entwicklung der Einbringung einer Barriere in den Ausgießer. Solch eine Lösung würde dem Beutel für eine Reihe von Produkten gut zu Gesicht stehen.
- Das Einbringen eines stabilen Ausgießers in eine flexible Packung war stets eine Herausforderung, die bis heute zu beobachten ist. Dies schlägt sich in Leckagen, schlechter Qualität, aber vorwiegend in Leistungsminderung eines Systems nieder. Auch hier sind Entwicklungen vorangeschritten, um Leistungssteigerung und Qualitätsverbesserung zu vereinen. Hierbei ist das Schweißverfahren mittels Ultraschall inzwischen soweit vorangetrieben worden, dass integrierte Systeme für Bereiche bis 250 Beutel/Minute erreichbar zu sein.
- Schlussendlich ist es bis heute noch nicht final gelungen, eine validierte Anlage zum aseptischen Verarbeiten eines Beutels mit Ausgießer zu finden, die mit ansprechenden Leistungen aufwarten kann. Zwar gab und gibt es immer wieder Hersteller, die davon berichteten, allerdings haben sowohl Wild und Bosch als auch Guala ihre Ankündigungen noch nicht bewahrheiten können.