Siegfried Hartmann ist Mitglied in Elektrostatik-Arbeitsgruppen (IEC/ DKE). Gemeinsam mit Herrn Jürgen Gröninger, FH Münster, referiert Herr Hartmann am 13. April 2018 über Multilayer-Folien zur verbesserten elektrischen Ableitfähigkeit.
Nach dem Studium der Fachrichtung Werkstofftechnik an der FH Osnabrück sammelte er u. a. Erfahrungen bei Bischof und Klein GmbH & Co. im Bereich der Industrieverpackungen. Weitere Stationen führten über die Firmen Eurea und Nordenia in den Bereich der Großverpackungen ( FIBC’s). Heute ist er für Entwicklungen bei der Fa. EMPAC , Emsdetten verantwortlich.
Was hat Sie bewogen, der Einladung von Innoform zu folgen?
Die Themenvielfalt sowie die Möglichkeit zum Netzwerken, und letztlich sind solche Veranstaltungen auch immer mit einer Know-How-Erweiterung verbunden.
Multilayer ist der Themenschwerpunkt, den das SKZ und Innoform gelegt haben. Was wird Ihre Kernaussage dazu im Rahmen der Tagung sein?
Das Potential für Multilayer ist immer noch nicht ausgereizt, in Kombination mit nicht nahe liegenden Verfahren ergeben sich manchmal überraschenderweise neue Anwendungen.
Sie referieren über Multilayer-Folien zur verbesserten elektrischen Ableitfähigkeit. Warum braucht man im Verpackungsbereich überhaupt eine elektrische Leitfähigkeit und welche Trends zeichnen sich ab?
Im Großverpackungsbereich, mit Inlinern mit einem Volumen von 1 – 2 m³, spielt die Ableitfähigkeit der Folien eine große Rolle, da hier die aufladbaren Flächen sehr groß sind und die Füllgüter sehr feinpulvrig, so dass je nach Füllgut und Umfeld das Risiko von Staubexplosionen aufgrund von elektrostatischen Aufladungen besteht. Wo sehen Sie für Folienhersteller und -Verwender besonderes Innovationspotenzial?
Wir als Anwender und Konfektionäre von Folien sehen gerade im Bereich der ableitfähigen Multilayer-Folien noch ein hohes Innovationspotential.
Wie lassen sich Multilayer und Kreislaufwirtschaft für Ihren Einflussbereich miteinander vereinbaren?
Da wir uns mit unseren Großverpackungen (FIBC’s & Inliner) nur B2B Business haben, sind hier die Entsorgungswege etabliert.
Innoform bietet technisch orientierte Tagungen an. Besucher sind in der Regel Fachleute aus der Branche, Hersteller und Verwerter. Was erwarten Sie persönlich von der Zuhörerschaft?
Da mir die Innoform-Veranstaltungen bekannt sind, kann man sicherlich von einem sehr kompetenten Publikum ausgehen.Konferenzen zum Thema „Kunststoffe in der Verpackung“ erfreuen sich größerer Beliebtheit. Woher kommt Ihrer Meinung nach dieses große Interesse an Wissen und auch Kontakten trotz häufig negativer Berichterstattung in den öffentlichen Medien?
Ich schließe mich da der Meinung meines Co-Referenten, Jürgen Gröninger an.
Welchen Einfluss haben Ihrer Meinung nach der gesellschaftliche Druck sowie rechtliche Vorgaben und Kundenanforderungen auf die Innovation in der Herstellung von Multilayer-Folien?
Viele Innovationen entstehen erst durch neue Randbedingungen und Forderungen durch Kunden bzw. durch rechtliche Vorgaben, für uns sind derartige Innovationen für die weitere Geschäftsfeldentwicklung sehr wichtig.
Wie schätzen Sie auf einer Skala von 1 (sehr gut) bis 5 (schlecht) die Zukunftschancen für Mehrschichtfolien im Vergleich zu anderen Folienarten ein und warum?
Meiner Ansicht nach sind die Zukunftschancen für Multilayer-Folien sehr gut, da die Füllgüter/Produkte immer sensibler werden, und gerade für uns im Großpackmittelbereich sehen wir eine ganze Reihe von neuen Einsatzgebieten, die nicht nur mit der klassischen Chemie zu tun haben.
Unsere Teilnehmer möchten die Referenten auch gern persönlich besser kennenlernen. Deshalb eine persönliche Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders?
Ich bin begeisterter Motorradfahrer und freue mich immer auf Touren mit Freunden, ein weiteres Hobby von mir ist das Joggen.
Vielen Dank.
Ralf Seitter ist seit 2002 Geschäftsführer der MRS Seitter GmbH. Er hat tiefgreifende Erfahrung im Vertrieb, Service und in der Kalibrierung von Messgeräten für Forschung und Qualitätssicherung. Die Entwicklung spezieller Applikationen zur Permeationsprüfung, Verpackungsprüfung, mechanische Papier- und Folienprüfungen und Wasserdampfdurchlässigkeit sowie die Bewertung des Erscheinungsbildes von Oberflächen und Messgeräte für Lacke und Farben gehören zu seinen Kernkompetenzen.
Am liebsten beschäftigt er sich mit der Bestimmng der Wasserdampfdurchlässigkeit von Baustoffen (auf PE- und PP-Folien) und von Textilien.
Was hat Sie bewogen, der Einladung von Innoform zu folgen?
Ich bin in regelmäßigem losen Kontakt mit Herrn Schröder – wenn man mit kreativen Köpfen ab und an telefoniert, dann kommt auch ab und an ein Vorschlag zu einem Vortrag dabei heraus.
Multilayer ist der Themenschwerpunkt, den das SKZ und Innoform gelegt haben. Was wird Ihre Kernaussage dazu im Rahmen der Tagung sein?
Multilayer ist nicht mein perönlicher Schwerpunkt, sondern wie man verschiedene Parameter dieses Werkstoffes prüft. Aber generell ist für mich Verpackung nicht böse.
Sie referieren über “Leckprüfung – Stand der Technik und der Normung”. Worauf sollte man aus Ihrer Sicht bei der Wahl eines Dichtheitsprüfsystems speziell für Siegelnähte achten?
Ich denke, das Gerät sollte auf die Verpackung abgestimmt sein, d. h. die Messgrenze sollte den Anforderungen des Produktes an die Verpackung entsprechen. Auch wäre es schön, wenn das Gerät ohne Hochschulabschluss zu bedienen wäre.
Klar wäre im Hinblick auf Industrie 4.0 eine vollautomatische und zerstörungsfreie 100 %ige Prüfung genial, nur werden sich das nur Globalplayer preislich leisten können, und auch diese Anlagen sind in der Performance begrenzt. Deshalb liegt mein Schwerpunkt im Bereich Schutzgasverpackungen in einfachen, präzisen Leckprüfgeräten in der “unteren” Preisklasse (unter € 10.000,-) für kleine und mittlere Betriebe, die bereits Geräte zur Messung der Gaskonzentration im Kopfraum der Verpackung (eingedeutscht: Headspaceanalyser) nutzen. Besonders wichtig finde ich, dass das Gerät die Leckrate quantifizieren kann und nicht nur schlecht oder gut sagen kann – dazu mehr in meinem Vortrag.
Wo sehen Sie für Folienhersteller und -Verwender besonderes Innovationspotenzial?
In der Senkung des Energie- und Rohstoffverbrauches. Kompostierbare Folien haben ihren Reiz, sollten aber nicht auf Kosten der Lebensmittelerzeugung gehen. Wir haben es mit dem “Bio”-Anteil im Sprit gesehen – es bringt nichts.
Wie lassen sich Multilayer und Kreislaufwirtschaft für Ihren Einflussbereich miteinander vereinbaren?
Die Erhöhung der Mindesthaltbarkeit vermindert Lebensmittelwegwurf – damit hat der Multilayer schon seinen Dienst erfüllt, und eine Papierverpackung ist sicher auch nicht “grün”.
Innoform bietet technisch orientierte Tagungen an. Besucher sind in der Regel Fachleute aus der Branche, Hersteller und Verwerter. Was erwarten Sie persönlich von der Zuhörerschaft?
Ich würde eher sagen, was die Zuhörer vom Referenten erwarten dürfen: Die Zuhörer bezahlen für die Tagung. Dafür sollten sie auch korrekte “Ware” erhalten, also objektive, informative Vorträge, frei von übertriebener (Eigen)Werbung des Referenten.
Konferenzen zum Thema „Kunststoffe in der Verpackung“ erfreuen sich größerer Beliebtheit. Woher kommt Ihrer Meinung nach dieses große Interesse an Wissen und auch Kontakten trotz häufig negativer Berichterstattung in den öffentlichen Medien?
Vermutlich, weil die Hersteller raus aus der bösen Ecke möchten – wobei ja die Ecke nicht böse ist. Jeder Ansatz dazu ist willkommen. McDonalds hat es vorgemacht: Das Logo von rot auf grün geändert … aber das können die Multilayerhersteller besser.
Welchen Einfluss haben Ihrer Meinung nach der gesellschaftliche Druck sowie rechtliche Vorgaben und Kundenanforderungen auf die Innovation in der Herstellung von Multilayer-Folien?
Die Entwicklung von “Bio”-Folien – ob das Sinn macht, kann ich leider nicht beurteilen – habe aber so meine Bedenken.
Wie schätzen Sie auf einer Skala von 1 (sehr gut) bis 5 (schlecht) die Zukunftschancen für Mehrschichtfolien im Vergleich zu anderen Folienarten ein und warum?
Da habe ich ehrlich gesagt keine Ahnung davon.
Unsere Teilnehmer möchten die Referenten auch gern persönlich besser kennenlernen. Deshalb eine persönliche Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders?
Mountainbike fahren und das Schrauben an Fahrrädern generell. Das beschäftigt micht zur Zeit am meisten nebenher.
Die meisten Lebensmittel werden mit guten Barrierematerialien verpackt. Das ist gut so, sagen die einen. Das muss nicht sein, sagen die anderen. Schon seit Jahren geht es nicht mehr nur darum, eine möglichst gute Barriere zu garantieren, sondern diese an die Anforderungen anzupassen. Das geschah aus ökonomischen Überlegungen heraus. Nun kommt der Aspekt der Nachhaltigkeit und zunehmend der Rezyklierbarkeit hinzu. Was heißt das konkret für Barrierefolien und Verpackungen mit Barrieren insgesamt? Welche Neuerungen gibt es, um z. B. migrierende Substanzen aus Regranulaten oder Umverpackungen vom Produkt fernzuhalten?
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
Eine Möglichkeit, Lebensmittel haltbarer zu machen, ist das Entkeimen unter bestimmten Temperatur-/Zeit-Kombinationen
(siehe auch https://de.wikipedia.org/wiki/Sterilisation). Dazu gehören Pasteurisations- und Sterilisationsprozesse, die zwar eine Verlängerung des Mindesthaltbarkeitsdatums bewirken, jedoch auch gleichzeitig eine enorme Belastung für das Verpackungsmaterial durch die Temperatur- und Feuchtebehandlung bedeuten. Die Hauptfunktion der Verpackung besteht darin, das Produkt zu schützen. Daher muss sichergestellt sein, dass das Material für diese Prozesse auch geeignet ist.
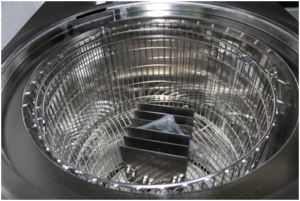
In der industriellen Fertigung werden Autoklaven eingesetzt, um die Lebensmittel zu sterilisieren. Es handelt sich dabei um einen Behälter, der gasdicht verschlossen werden kann, um Stoffe, z. B. Lebensmittel, im Überdruckbereich thermisch zu behandeln (siehe auch Wikipedia: https://de.wikipedia.org/wiki/Autoklav).
Abbildung 1: Industrie-Autoklaven
Da Erprobungstests in den groß-industriellen Anlagen aufwendig und somit kostenintensiv sind, können grundsätzlich die Materialeigenschaften zunächst auch im Labormaßstab untersucht werden. Der Innoform Testservice nutzt dafür einen Autoklaven, der analog zu den groß-industriellen Anlagen mit Heißwasser- bzw. Kühlwasserberieselung arbeitet, und bei dem der Gegendruck gesteuert werden kann, damit eventuelle Gaspolster in der zu sterilisierenden Packung nicht zum Platzen führen.
Die Temperaturprogramme können frei definiert werden, so dass alle in der Praxis gängigen Programme der Pasteurisation und Sterilisation auch im Labor durchgeführt werden können.
Abbildung 2: vertikaler Labor-AutoklavAbbildung 3: Musterbeutel in Labor-Autoklaven
Folgende Materialeigenschaften werden häufig im Vergleich zu den Ausgangseigenschaften vor Sterilisation untersucht, da sie als kritisch für die Praxis zu bewerten sind:
Dimensionsstabilität/Optik
Verbundhaftung zwischen den einzelnen Materialschichten
Siegelnahtfestigkeit
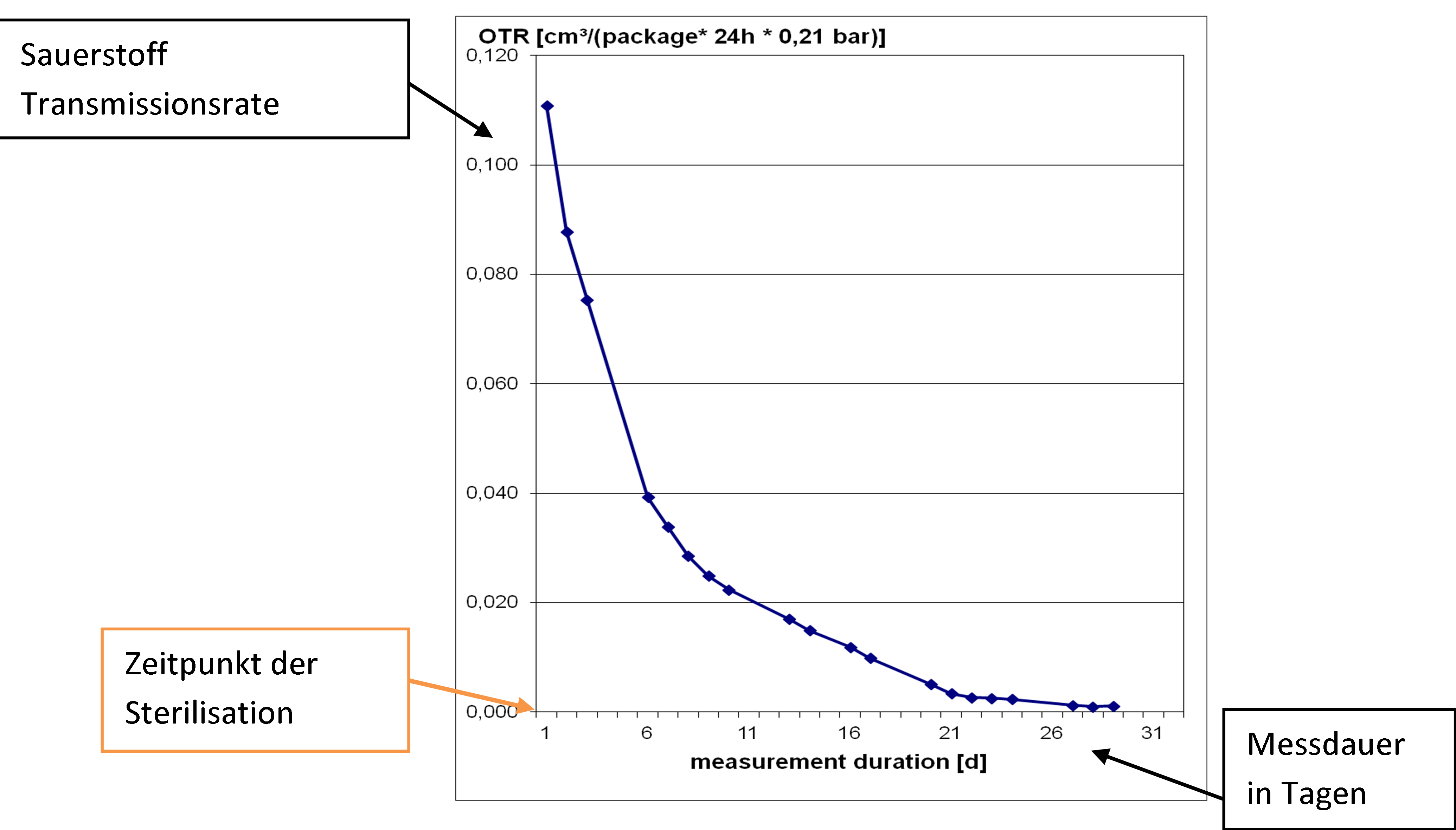
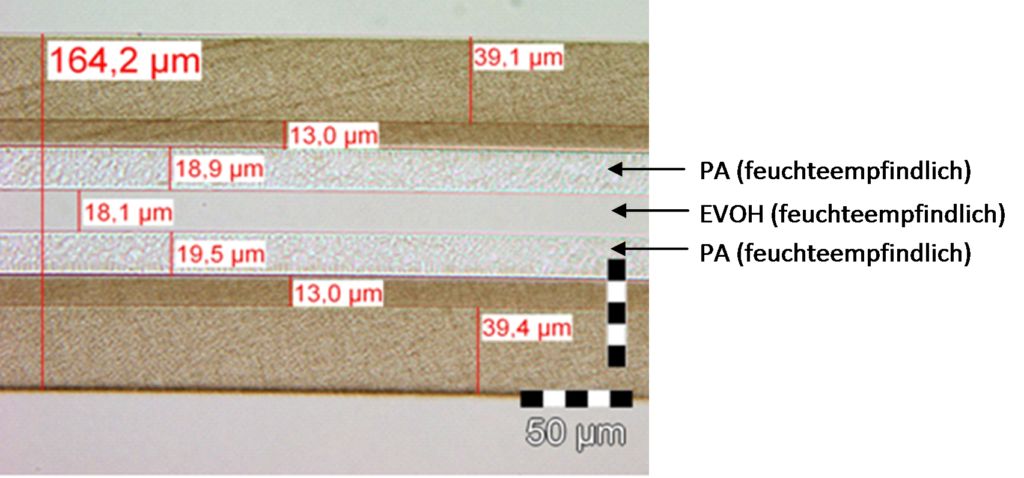
Sauerstoffbarriere: Beim Einsatz von feuchtigkeitsabhängigen Werkstoffen,
wie z. B. EVOH und PA, sinkt die Gas-Barrierewirkung des Materials durch den Sterilisationsprozess häufig. Wie stark der Einfluss ist bzw. wie lange es dauert, bis das Material sich davon „erholt“, kann durch eine Abklingkurve gemessen werden, indem die Permeationsmessung unmittelbar nach der Sterilisation gestartet wird.
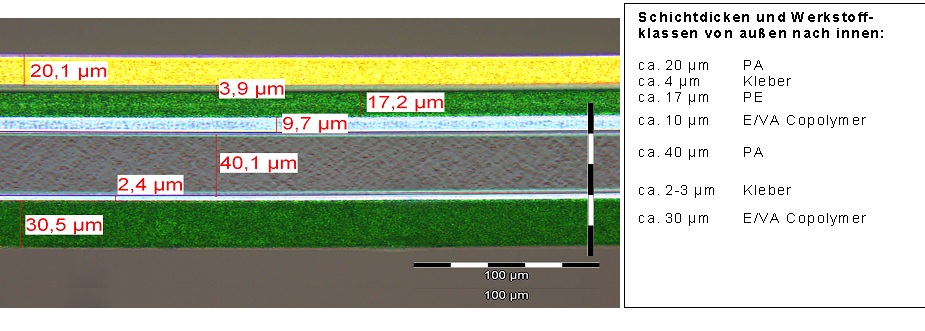
Abbildung 4: Abklingkurve der Sauerstoffdurchlässigkeit nach SterilisationAbbildung 5: Sauerstoffbarriere-Material mit coextrudierten Schichten aus EVOH und PAUntersuchung des Einflusses auf die lebensmittelrechtliche Eignung durch Autoklavierung
Der Übergang von Substanzen aus Verpackungsmaterialien auf ein Lebensmittel ist von vielen Parametern abhängig. Neben z. B. der Löslichkeit der Substanzen, dem pH-Wert und den Diffusionseigenschaften der verwendeten Materialien spielt die Temperatur eine entscheidende Rolle. Eine Temperaturerhöhung führt zur Zunahme der Reaktionsgeschwindigkeit. Als Faustregel geht man bei einer Temperaturerhöhung um 10° C (exakter10 K) von 10 K einer Verdopplung der Reaktionsgeschwindigkeit aus (Arrhenius-Regel). Daher kann es für Sterilisationsanwendungen sehr wichtig sein, die Migration bei erhöhten Temperaturen zu messen.
Für die Herstellung von Kaschierklebern auf Polyurethan-Basis werden Isocyanate als Ausgangssubstanzen verwendet. Beim Erwärmen der daraus hergestellten Verbundfolien kann der Kleber durch Hydrolyse zurückspalten, und es können sich primäre aromatische Amine bilden, obwohl der Kleber zuvor ausgehärtet war und mit Standardtests (z. B. 2 h/70° C) Aminfreiheit bestätigt werden konnte. Einige Vertreter der Substanzgruppe der primären aromatischen Amine (paA) sind bekanntlich krebserzeugend; daher ist die Auswahl der richtigen Klebstoffe für Sterilisationsanwendungen essentiell, wie auch die Überprüfung der Klebstoffe unter realistischen Temperaturbedingungen.
Für Sterilisationsverfahren wurde beobachtet, dass die Ersatzbedingungen von 4 h bei Rückflusstemperatur geringere Amin-Migrationswerte als eine Sterilisation von 30 min bei 121° C ergeben können. Die Eignung eines Kaschierklebers kann nur durch eine Prüfung auf paA-Migration nach Sterilisation im Autoklaven und Einhaltung der Grenzwerte unter diesen Praxisbedingungen sichergestellt werden.
Damit Sie Ihre Produkte nicht in großen Industrieanlagen prüfen müssen, betreiben wir seit einiger Zeit einen modernen Laborautoklaven mit aktueller Steuerungs- und Kühltechnik, so dass wir industrielle Sterilisationsprozesse schnell und kostengünstig simulieren können.
Bei Interesse sprechen Sie uns gern an:
Innoform Testservice GmbH
Matthias Bösel
Industriehof 3
26133 Oldenburg
Tel.: +49 441 94986-0
Fax: +49 441 94986-29
www.innoform-testservice.de
E-Mail: matthias.boesel@innoform.de
Für die VERORDNUNG (EU) Nr. 10/2011 DER KOMMISSION vom 14. Januar 2011 über Materialien und Gegenstände aus Kunststoff, die dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen, ist am 28.04.2017 die
7. Änderungsverordnung zur Verordnung (EU) Nr. 10/2011 veröffentlicht worden. Die Verordnung tritt am 19. Mai 2017 mit einer Übergangsfrist bis zum 19.05.2018 in Kraft.
Folgende Änderungen sind enthalten:
Stoffliste wurde ergänzt bzw. angepasst
Der Hinweis zur Konformitätsprüfung mit einer Restgehaltsbestimmung wurde bei einigen Stoffen herausgenommen, da nun Methoden für die Bestimmung der spezifischen Migration vorliegen
Nickel wurde als Metall in den Anhang II mit einem Grenzwert von 0,02 mg/kg Lebensmittel aufgenommen (Übergangsfrist bis 19.05.2019)
Im Anhang III (Lebensmittelsimulanzien) wurde eine Tabelle ergänzt, aus der deutlicher abgeleitet werden kann, welche Simulanzkombinationen für verschiedene Lebensmittelkombinationen repräsentativ sind
Im Anhang IV (Konformitätserklärung) wurde ergänzt, dass beim Oberflächen-/Volumenverhältnis das höchste Verhältnis der mit Lebensmittel in Berührung kommenden Fläche zum Volumen, anhand dessen die Konformität festgestellt wurde, oder gleichwertige Informationen angegeben werden
Wer haftet eigentlich bei Fehlern in der der Konformitätsarbeit und inwieweit sind Haftungsrisiken im Rahmen der Betriebshaftpflicht versichert? Mit diesem Thema hat sich Herr Dr. Martin Wesch in diesem Blogeintrag beschäftigt.
Welche Risiken aus der unternehmerischen Tätigkeit typischerweise von einer Betriebshaftpflichtversicherung abgedeckt UND ausgeschlossen werden und wie die sachkundige Person sich wenigstens teilweise gegen die Inanspruchnahme finanzieller Schäden absichern kann, darum geht es in dem weiterführenden Fachartikel Versicherung und Haftungsprivileg der Sachkundigen Person von Dr. Martin Wesch, Fachanwalt für Medizinrecht und Arbeitsrecht.
Dem allgemeinen Irrglauben, dass die Versicherer sich bei Vorsatz oder grober Fahrlässigkeit von ihrer Haftung freizeichnen können, steht geltendes Recht (Artikel und Link Änderungen des Haftungsrechts)entgegen.
Dr. Martin Wesch, Kanzlei WESCH & BUCHENROT, Stuttgart referiert auf der Tagung Lebensmittelrecht und Verpackungen in Europa (D, A, CH) – Konformität sicherstellen am 20./21. Juni in Osnabrück darüber, welches Haftungsrisiko Mitarbeiter, Führungspersonal und Geschäftsführung selbst tragen.
Das Joint Research Centre (JRC) hat auf seiner Website einen Leitfaden zur Materialanalyse von Verpackungsfolien veröffentlicht: Der Schwerpunkt liegt auf der Trennung mehrschichtiger Folien und der Identifikation unterschiedlicher Polymere. Zusätzlich beschreibt der Leitfaden, welche Polymere bei Lebensmittelverpackungen gewöhnlich Anwendung finden, welche Eigenschaften sie haben und für welche Zwecke sie bei Lebensmittelverpackungen geeignet sind.
Hier gibt es den kostenlosen Download.
Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.
Ermittelt werden können z. B. die Anzahl der Schichten und Schichtdickenverteilungen von mehrschichtigen Gebilden sowie die Werkstoffart und, wenn erforderlich, durch ergänzende Analysen Füllstoffe bzw. Additive. Die Untersuchungstiefe (1. Stufe z. B. PE, 2. Stufe PE-LLD Typ Buten) und damit der Kostenaufwand kann dabei entsprechend der Erfordernisse angepasst werden.
Aufträge können online angekündigt werden. Sie sind sich nicht sicher, welche Prüfung die richtige ist? Hier sind die Kontaktdaten des Testservice-Labors:
Innoform Testservice GmbH
Industriehof 3
26133 Oldenburg
Telefon: +49 441 94986-11
Fax: +49 441 94986-29
E-Mail: matthias.boesel@innform.de
www.innoform-testservice.de


 Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
 Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
 Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de





 Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.
Ermittelt werden können z. B. die Anzahl der Schichten und Schichtdickenverteilungen von mehrschichtigen Gebilden sowie die Werkstoffart und, wenn erforderlich, durch ergänzende Analysen Füllstoffe bzw. Additive. Die Untersuchungstiefe (1. Stufe z. B. PE, 2. Stufe PE-LLD Typ Buten) und damit der Kostenaufwand kann dabei entsprechend der Erfordernisse angepasst werden.
Aufträge können online angekündigt werden. Sie sind sich nicht sicher, welche Prüfung die richtige ist? Hier sind die Kontaktdaten des Testservice-Labors:
Innoform Testservice GmbH
Industriehof 3
26133 Oldenburg
Telefon: +49 441 94986-11
Fax: +49 441 94986-29
E-Mail: matthias.boesel@innform.de
www.innoform-testservice.de
Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.
Ermittelt werden können z. B. die Anzahl der Schichten und Schichtdickenverteilungen von mehrschichtigen Gebilden sowie die Werkstoffart und, wenn erforderlich, durch ergänzende Analysen Füllstoffe bzw. Additive. Die Untersuchungstiefe (1. Stufe z. B. PE, 2. Stufe PE-LLD Typ Buten) und damit der Kostenaufwand kann dabei entsprechend der Erfordernisse angepasst werden.
Aufträge können online angekündigt werden. Sie sind sich nicht sicher, welche Prüfung die richtige ist? Hier sind die Kontaktdaten des Testservice-Labors:
Innoform Testservice GmbH
Industriehof 3
26133 Oldenburg
Telefon: +49 441 94986-11
Fax: +49 441 94986-29
E-Mail: matthias.boesel@innform.de
www.innoform-testservice.de