In unserer Reihe #Folienwissen für alle geht es heute um die Einstufung von Barrierefolien. Wann fängt Barriere an und was ist eine Hochbarriere überhaupt? Wenn wir diesen Begriff der Barriere verwenden, muss erst einmal klar werden, um welche Barriere es sich handelt. Meistens betrachtet man theoretisch die beiden “gegenläufigen” Barrieren Sauerstoff- und Wasserdampfbarriere, die für Lebensmittelverpackungen von besonderer Bedeutung sind.
Wasserdampfbarriere beschreibt dabei die Neigung, das Austrocknen zu verhindern und die Sauerstoffbarriere gibt Anhaltspunkte dafür, wie lange ein Sauerstoff empfindliches Lebensmittel haltbar gemacht werden kann. Die Kehrwerte/Gegenteile nennt man anstatt Barriere Durchlässigkeit.
Hier haben wir einmal eine grobe Übersicht erstellt, wie man diese abstrakten Eigenschaften flexibler Verpackungen einstufen kann. Bevor wir da aber einsteigen, vorab kurz zu den Einheiten und Rahmenbedingungen:
- Permeation, also Barriere, ist temperaturabhängig
- Organische Barriere zeigt zudem noch eine Abhängigkeit zum Feuchtegehalt in der Barriereschicht bzw. der Umgebung
- Sauerstoffbarriere wird in cm³/m²xdxbar angegeben (d=day=Tag, und bar steht für die Druckdifferenz zwischen innen und außen
- Wasserdampfdurchlässigkeit gibt man hingegen in g/m²xdxbar
Um sich etwas vorstellen zu können, erklären wir die Messgröße immer so: Die Sauerstoffdurchlässigkeit gibt die Menge an Sauerstoff in cm³ an, die pro Tag und pro Quadratmeter Folie hindurch permeiert sprich durchdringt. Dabei entspricht ein Kubikzentimeter (cm³) etwa einem Stück Würfelzucker.
Zu diesem Thema gibt es übrigens auch ein kurzes rund 6-minütiges Video, in dem ich intensiver bespreche. Klicken Sie doch einfach mal auf die Tabelle.
Und mehr lernen kann man natürlich wieder in unseren (Web-)Seminaren, Konferenzen oder InnoTalks: https://www.innoform-coaching.de/veranstaltungen
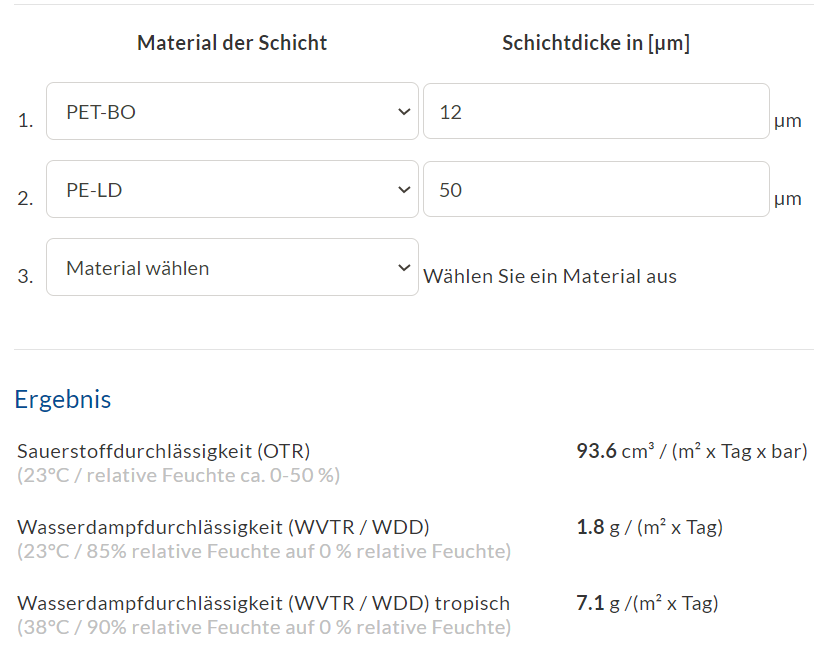
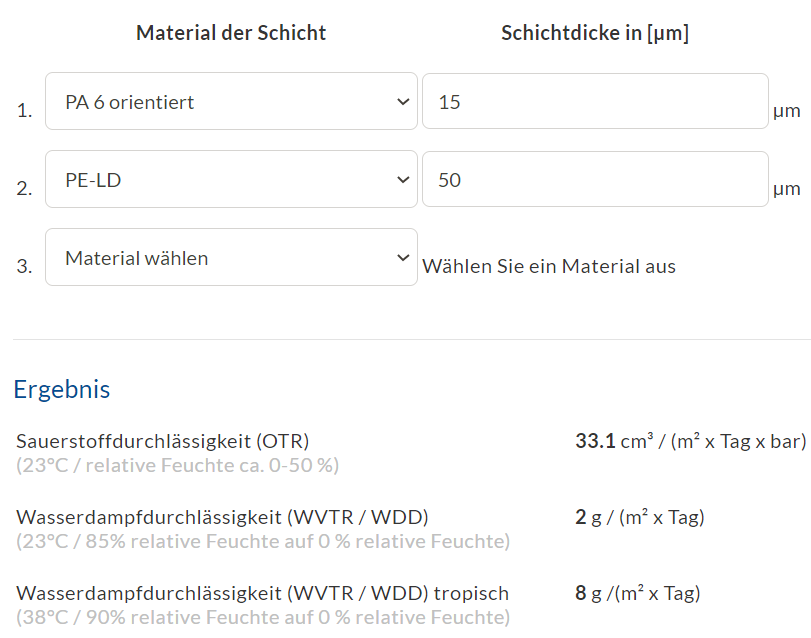
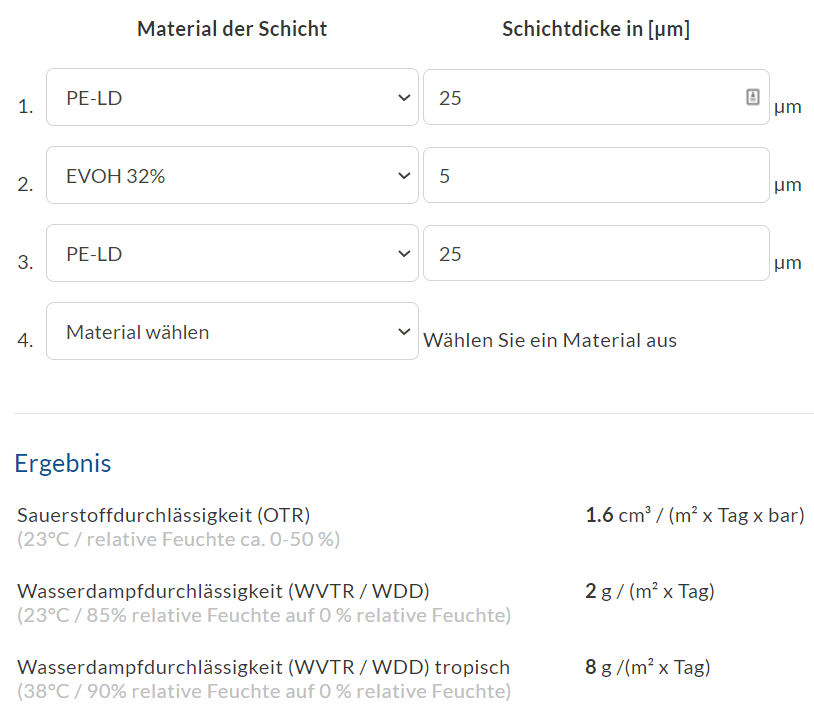
Wenn Sie einmal selbst überschlagen wollen, welche Barriere ein bestimmter Folientyp hat, dann nutzen Sie gerne unseren kostenlosen Permeationsrechner des Innoform Testservice. Dort machen wir reichlich Permeationsmessungen mit allen gängigen Versuchsaufbauten und Gasen, die für die Praxis relevant sind.
Fragen, Kommentare oder Ergänzungen und Korrekturen gerne an ks@innoform.de




 Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung