
Kurzzusammenfassung
In dieser Ausgabe nähern wir uns dem scheinbar einfachen Zugversuch und seiner Aussagekraft für den Praktiker. Kernaussage ist: „Legen Sie weniger Wert auf alte Bekannte aus dem Zugversuch wie Zugfestigkeit und Reißdehnung und mehr Wert auf den Startpunkt des Zugversuches im Messbereich des s.g. Sekantenmoduls bei 1 bis 2 % Dehnung. Genau dieser Bereich ist es, der in der Praxis häufig über gute oder weniger gute Laufeigenschaften oder sogar eine grundsätzliche Eignung eines Materials entscheidet. Trennen Sie sich von Prüfwerten, die für ihren Anwendungsfall keine Relevanz haben, wie in vielen Fällen die Zugfestigkeit oder Reißdehnung. Diese belasten nicht nur die Speichermedien Ihrer Serverinfrastruktur sondern auch Denkkapazität ihr Mitarbeiter. (Das fällt besonders dann schwer, wenn die Werte doch ohnehin anfallen – aber dadurch eben trotzdem nicht relevanter werden.)
1 Festigkeiten mit dem Zugversuch bewerten – wie geht das?!
Nun geht es ans Eingemachte: Zugversuch nach DIN EN ISO 527 / ASTM D 882.
Wer hat die Norm eigentlich wirklich schon einmal richtig gelesen und wer hat sie dann noch verstanden und hat sich mit der Auswahl der richtigen Kenngrößen für seine Anwendung beschäftigt und wer kann diese dann auch reproduzierbar prüfen?
Viele Fragen, die aber von großer Bedeutung in der Folien-Verpackungsindustrie sind.
Denn: Der Zugversuch liefert uns Messwerte über das Verhalten eines Materials unter
- quasistatischer ,
- einachsiger (daher ist eine Prüfung längs und mindestens zusätzlich quer notwendig),
- stetig steigender Zugbeanspruchung.
Genau die Zugbeanspruchung ist es, die hier geprüft wird. Und eben die Zugbeanspruchung ist es auch, die man damit bewerten, vergleichen und spezifizieren kann. In der Praxis sind Werte aus dem Zugversuch in fast allen Spezifikationen enthalten, weil sich die Vermutung aufdrängt, dass man daraus alle relevanten Eigenschaften wie:
- Robustheit
- Laufeigenschaften
- Sprödigkeit,
- Siegelverhalten etc.
ableiten könnte. Aber dieser Anspruch ist leider häufig überhöht und kann sogar in eine völlig falsche Richtung lenken bzw. scheinbare Sicherheit vorgaukeln, die der Zugversuch als alleinige Prüfmethode einfach nicht bieten kann.
Der Zugversuch gibt z.B. keine oder nur sehr begrenzte Rückschlüsse über Verhalten wie:
- Schockbeanspruchung
- Widerstand gegen Einreißen und Durchreißen
- Langzeitbeanspruchung (Creep)
1.1 Relevante Normen
Die Normen, die in Europa und der Welt für Folien (Verpackungen) relevant sind, lauten heute:
DIN EN ISO 527 Teil 1-3 (Ersatz für DIN 53455 in D)
- Teil 1: Allgemeine Grundsätze (Begriffsdefinitionen)
- Teil 2: Prüfbedingungen für Form- und Extrusionsmassen (Spritzguss etc.)
- Teil 3: Prüfbedingungen für Folien und Tafeln
- Teil 3/ Berichtigungen: betrifft Probekörperabmessungen
Die Teile 1 und 3 sind hier besonders relevant.
Für den Sekantenmodul, auf den später noch eingegangen wird, nutzen wir auch in Europa die amerikanische Norm:
ASTM D 882
- Für Folien besonders interessant: Secant- Modulus
Bezüglich der Messung der Foliendicke sind folgende Normen zu berücksichtigen:
ISO 4593 bzw. DIN 53370
Kunststoffe – Normalklimate für Konditionierung und Prüfung
Es gibt mindestens 20 weitere Normen, die im weitesten Sinne mit dem Zugversuch zu tun haben, die aber entweder ungeeignet oder unüblich sind. Auch passiert es in der Praxis gelegentlich, dass eine veraltete Norm zu Rate gezogen wird.
1.2 Die Prüfung an sich
Wir wollen an dieser Stelle nicht zu sehr auf die Durchführung eingehen, sondern auf einige typische Fehler aus der Praxis hinweisen.
1.2.1 Der Probekörper
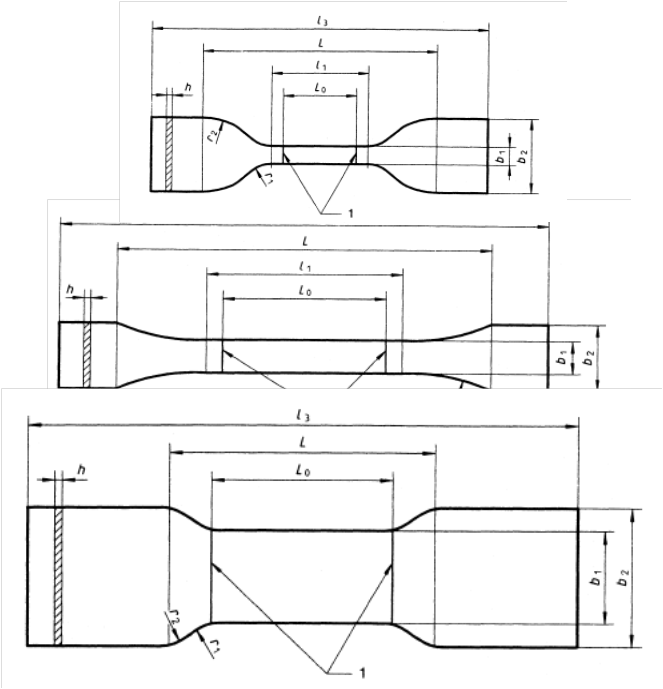
Wie werden Folienstreifen eigentlich nach Norm hergestellt? Im Innoform Testservice in Oldenburg werden die Probekörper durch Schneiden oder Stanzen hergestellt. Das hört sich leichter an als es ist – insbesondere, wenn man sich die unterschiedlichen Eigenschaften weicher Polyethylenfolien, steifer Polyesterfolien, zäher Polyamidfolien und empfindlicher Aluminiumfolien einmal vor Augen führt. Individuell unterschiedliche Messer und angepasste Verfahren sind nötig, um die Normvorgaben zu erfüllen und über längere Zeiträume reproduzierbare Ergebnisse liefern zu können. Hier nur mal ein kleiner Auszug aus der Norm DIN EN Iso 527:
Empfehlung: Probekörper Typ 2, d.h. 15 ± 0,1 mm Breite
Das hört sich leichter an, als es ist, denn nur 0,1 mm Toleranz gesteht uns die Norm für die Breite des Probekörpers zu.
Weiterhin heißt es in der Norm:
„5 Probestreifen längs und quer zur Bahn ausschneiden, […] Probekörper mit Fehlern an den Schnittkanten verwerfen“
Werden wirklich immer alle Probenstreifen begutachtet und werden immer längs 5 und dann noch quer ebenfalls 5 Proben gemessen und daraus das Ergebnis berechnet? Wenn es normgerecht sein soll, muss das so sein.
1.3 Einspannlänge
Ähnlich sieht es bei der Einspannlänge (im Laborjargon auch „Probenlänge“), also bei der Bezugslänge zur Berechnung der Dehnung, aus:
Üblich für gereckte Folien und Verbundfolien (etB (Bruchdehnung) < 100 %)
L0= (Ausgangs-)Messlänge (bei Traversenmessung= „freie Einspannlänge (entspricht z.B. bei
Zwick- Prüfgeräten der parallelen Probenlänge)
L0= 100 ± 0,5 mm
Üblich für Polyolefinfolien, ungereckt (etB (Bruchdehnung) > 100 %)
L0 (Einspannlänge zu Beginn der Prüfung) = 50 *** ± 0,5 mm
(***lt. DIN EN ISO 527 T3 Pkt. 6.1.1 erlaubt für Folien mit hoher Dehnung, entspricht auch ASTM D 882)
Auch bei der Einspannlänge muss Wert auf Genauigkeit gelegt werden. Noch entscheidender ist, dass beim Ergebnis gekennzeichnet wird, mit welcher Probenlänge geprüft wurde. Andernfalls ist eine Vergleichbarkeit wieder nur bedingt oder gar nicht gegeben.
1.4 Prüfgeschwindigkeit
Gleiches gilt für die Prüfgeschwindigkeit. Auch hier lässt die Norm, entsprechend der Vielzahl der unterschiedlichen Kunststoffe mit verschiedenen Eigenschaften, ein breites Band an Möglichkeiten zu. Üblich in der Praxis der Folienprüfung und unbedingt im Prüfprotokoll oder Bericht anzugeben sind:
- Sekantenmodul (z.B. 2% oder 1 %):
Einspannlänge: l0=100 mm:
Prüfgeschwindigkeit Vprüf= 10 ± 1 mm/min (ASTM D 882)
Einspannlänge l0=50 mm: Prüfgeschwindigkeit
Prüfgeschwindigkeit Vprüf= 5 ± 1 mm/min (ASTM D 882)
- Zugfestigkeit/Dehnung bei Bruch:
- gereckte Folien und Verbundfolien (etB < 100%):
Prüfgeschwindigkeit Vprüf= 100 ± 10 mm/ min
- Polyolefinfolien, ungereckt (etB > 100%)
Prüfgeschwindigkeit Vprüf= 500 ± 50 mm/ min (entspricht auch ASTM D 882)
1.5 Spannbacken
Das Thema Probeneinspannung/Spannbacken allein könnte einen ganzen Artikel füllen. Hier nur so viel: Es werden üblicherweise glatte (planparallele) Backen eingesetzt oder konvexe gegen plane Backen gespannt. Diese Abbildung hier zeigt, wo der Haltepunkt in etwa bei konvex / planen Backen liegt.

2 Auswertung des Zugversuchs – einige Hinweise für Praktiker
Ein bisschen Kunststoffphysik muss sein, Genaueres findet sich hinreichend in der Fachliteratur. Aufmerksam machen möchte ich hier auf den vorderen Bereich des Spannungs/-Dehnungsdiagramms.
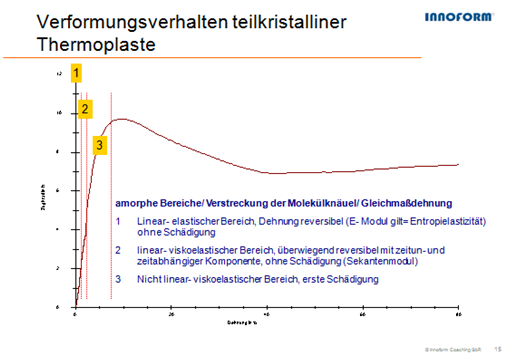
In fast allen Folienverpackungsanwendungen spielen der linear-elastische sowie der linear-viskoelastische Bereich eine Rolle. Genau in diesen leichten Verformungsbereichen (1 – 2 % z.B.) werden Folien belastet. Zum Beispiel verformt eine Druckmaschine über die Bahnspannung eine PP-Folie weniger als 1 %, gereckte Folien sogar noch weniger (<0,05%).
Auch Abpackmaschinen üben nicht wesentlich größere Kräfte auf Folien aus. Zum Beispiel wird eine Deckelfolie für die Versiegelung einer Schalenverpackung für Käseprodukte nie mehr als 1 % in die Länge gezogen, damit der Rapport zum Schalenformat passend gemacht werden kann.
Das sind nur zwei Gründe, warum es sich lohnt, gerade den unteren Dehnungsbereich beim Zugversuch anzusehen. Man bestimmt hiermit die Zugsteifigkeit eines Materials, die mit dem s.g. 1 % oder 2 % Sekantenmodul beschrieben wird.
Das Tolle daran: Wenn man solch eine Prüfung beherrscht und ohnehin die Zugfestigkeit etc. durch einen Zugversuch bestimmen möchte, können diese Werte (Sekantenmodul, Bruchdehnung)mit ausgewertet werden. Es ist keine zusätzliche Prüfung nötig.
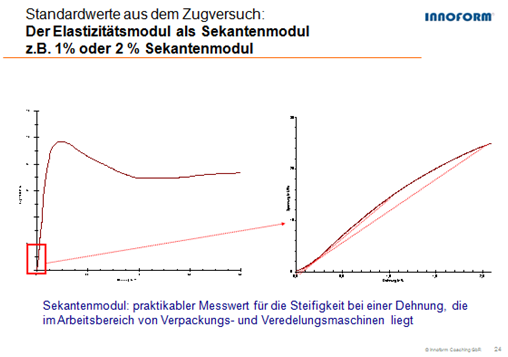
2.1 Der Sekantenmodul – wie er bestimmt wird
Im vorherigen Abschnitt habe ich schon erwähnt, warum gerade die unteren Verformungsbereiche für Folienverpackungen, insbesondere aus weichen ungereckten Folien, relevant und interessant sind. Nun hier noch einige wenige Hinweise zur Prüfung selbst.
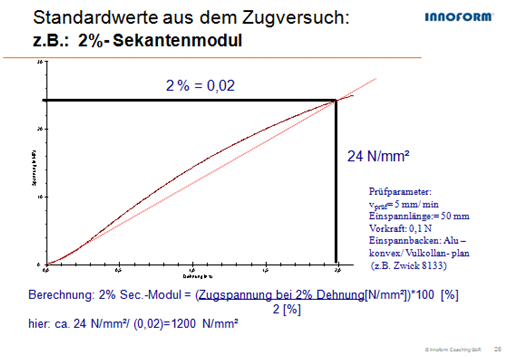
Woher kommt eigentlich der Name Sekantenmodul? Nun, eine Sekante ist eine Gerade, die einen Kreis(bogen) in zwei Punkten schneidet. Und genau das tun wir bei der Auswertung. Wir legen eine Sekante durch den 0-Punkt (in Spezialfällen beginnt diese auch etwas später) des Spannungsdehnungsdiagramms und schneiden den leicht gebogenen Kraftkurvenverlauf bei z.B. 2% Dehnung des Materials. Die Auswertung ist dann denkbar einfach, wie die folgende Skizze nebst Rechnung zeigt. Das Sekantenmodul entspricht somit der Steigung der Sekante, d.h. je höher das Sekantenmodul ist, desto “steiler” verläuft der Kraftverlauf und somit die Gerade.
Folgendes hat sich in der Folienindustrie bewährt
(ASTM D 882)
e1= 0 % Dehnung
e2= z.B. 2 % Dehnung (z.T. auch 1 %) => in jedem Fall unterhalb der Streckgrenze (= erstes relatives Zugspannungsmaximum)!
Desto höher e2 gewählt wird, desto niedriger wird derZahlenwert des Sekanten-Moduls, da die Steifigkeit mit zunehmender Dehnung des Materiales abnimmt
3 Typische Werte aus unserem Prüflabor
Abschließend möchte ich Ihnen noch ausgewählte Diagramme mit an die Hand geben, die einige typische Werte von unterschiedlich steifen und festen Folien zeigen. Diese habe ich unverändert einer unserer Seminarmappen entnommen, die in vielen unserer Kurse verwendet werden, um mehr Klarheit über die Bedeutung des Zugversuches zu bekommen.
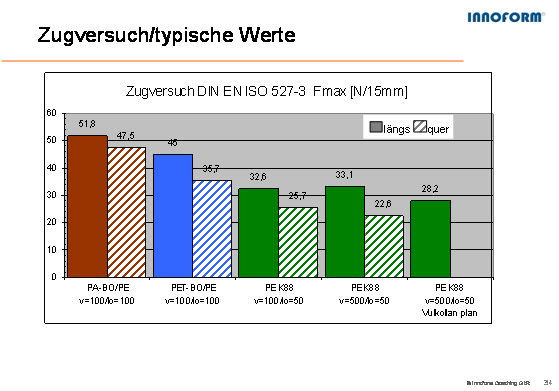
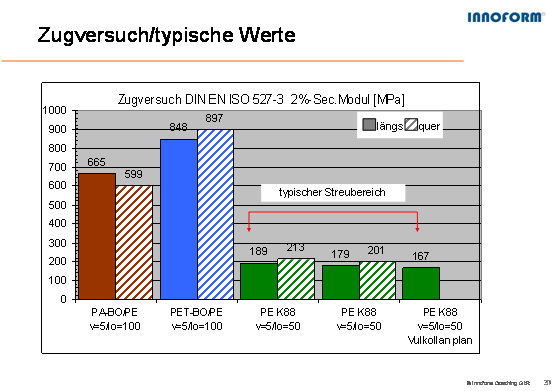
Die ersten beiden Säulenpaare zeigen Verbundfolien, wie sie häufig verwendet werden (PA-BO/PE bzw. PET-BO/PE. Beide mit Prüfgeschwindigkeit 100 mm/min, sodass sie geringe Reißdehnungen haben. Es folgen Säulenpaare von Standard-PE Folien mit unterschiedlichen Prüfgeschwindigkeiten (V=100 bzw v=500 mm/min). Hier sieht man deutlich, wie mit höherer Geschwindigkeit die Maximalkraft sinkt.
Die letzte Säule zeigt im Vergleich noch einmal den Einfluss der Prüfbacken.
Mit dem folgenden Diagramm wird deutlich, dass man die Zugsteifigkeit prima mit dem 2 % Sekantenmodul zeigen kann: Die wesentlich festeren (steiferen) Verbundfolien haben deutlich höhere Werte hinsichtlich Zugfestigkeit und Sekantenmodul. Auch die geringere Zugsteifigkeit des PA-BO/PE-Materials im Vergleich zum PET-BO/PE-Material lässt sich eindeutig über das vergleichsweise geringere Sekantenmodul nachweisen.
Es gäbe noch so viel zu sagen – aber das würde den Rahmen sprengen. Ich möchte mit diesem kurzen Beitrag erneut auf die Wichtigkeit von fachgerechten, zwischen den Geschäftspartnern abgestimmten und durchdachten Spezifikationen hinweisen und darf Ihnen schon den 4. Teil mit dem Themenschwerpunkt: „Durch- und Weiterreißeigenschaften“ ankündigen.
Fordern Sie unsere kostenlose Innoform Branchen-Folienspezifikationsvorlage formlos per E-Mail unter Coaching@innoform.de an.














 Produkte einer frühen Herstellungsstufe wird in der Regel ein großer Teil der Konformitätsarbeit delegiert. Dies ist aber nur möglich, wenn konkrete Maßnahmen, z.B. welche Stoffe zu überprüfen sind, weitergegeben werden. Für alle nicht delegierten Aspekte, die relevant für die Beurteilung der lebensmittelrechtlichen Konformität des Produktes sind, trägt der Lieferant die Verantwortung.
Produkte einer frühen Herstellungsstufe wird in der Regel ein großer Teil der Konformitätsarbeit delegiert. Dies ist aber nur möglich, wenn konkrete Maßnahmen, z.B. welche Stoffe zu überprüfen sind, weitergegeben werden. Für alle nicht delegierten Aspekte, die relevant für die Beurteilung der lebensmittelrechtlichen Konformität des Produktes sind, trägt der Lieferant die Verantwortung.