Hier spielen neben die üblichen mechanischen Prüfungen immer mehr auch Sonderprüfungen für Sonderanwendungen eine Rolle. Ist die Folie glatt genug, ist sie für den Anlagentyp zur Verarbeitung geeignet. Wir geben Antworten auf diese komplexen, aber einfach klingenden Fragen.
Das neue, zum Patent angemeldete Konzept POUCHITerobert neue Märkte.
Matthias Koch präsentiert am 15.Juli 2022 live beim Inno-Talk das innovative Replace-Beutelkonzept POUCHIT.
POUCHIT ist ein innovatives Spender- und Verpackungssystem für flüssige Kosmetikprodukte, Seifen, Duschbäder, Shampoos sowie Reinigungs- und Desinfektionsmittel.
Durch die intelligente Kombination des dauerhaften Spenderbehälters und einer Austauschkartusche in Form eines ultraleichten und recyclebaren Standbodenbeutels (pouch), bietet POUCHIT eine nachhaltige Lösung für die ökologischen Herausforderungen der Gegenwart im Bereich der Kosmetik- und Reinigungsmittelverpackungen.
Das zum Patent angemeldete System zeichnet sich durch einen Gewinn an mehr Hygiene im Vergleich zu Nachfüll-Systemen aus.
Der Replace-Standbeutel ermöglicht ein einfaches, reinigungsfreies Wechseln der Füllgüter im Design-Spender.
Der Beutel ist dabei Primärverpackung und Replace-Behälter in einem. Der aus Mono-Material gefertigte, recyclingfähige Standbeutel mit Adapter-Einschweißteil wird dabei in einen Design-Spender eingebracht, der mittels Druck den Beutel entleert und das Füllgut hygienisch spendet. Luftaustausch oder eine Kontamination des Füllgutes werden dabei, anders als bei Refill-Lösungen, verhindert.
Durch diese Kombination neuer Eigenschaften erschließt POUCHIT neue Märkte, bei denen es besonders auf Hygiene, einfaches Handling und Nachhaltigkeit ankommt.
Gerade auch die Verpackungsindustrie leidet unter knappen Ressourcen und gestörten Lieferketten. Liegt das an den hohen Energiepreisen, den gestörten Lieferketten oder gibt es auch andere Lösungsansätze? Und wie sieht es mit dem Produktschutz durch Verpackungen aus?
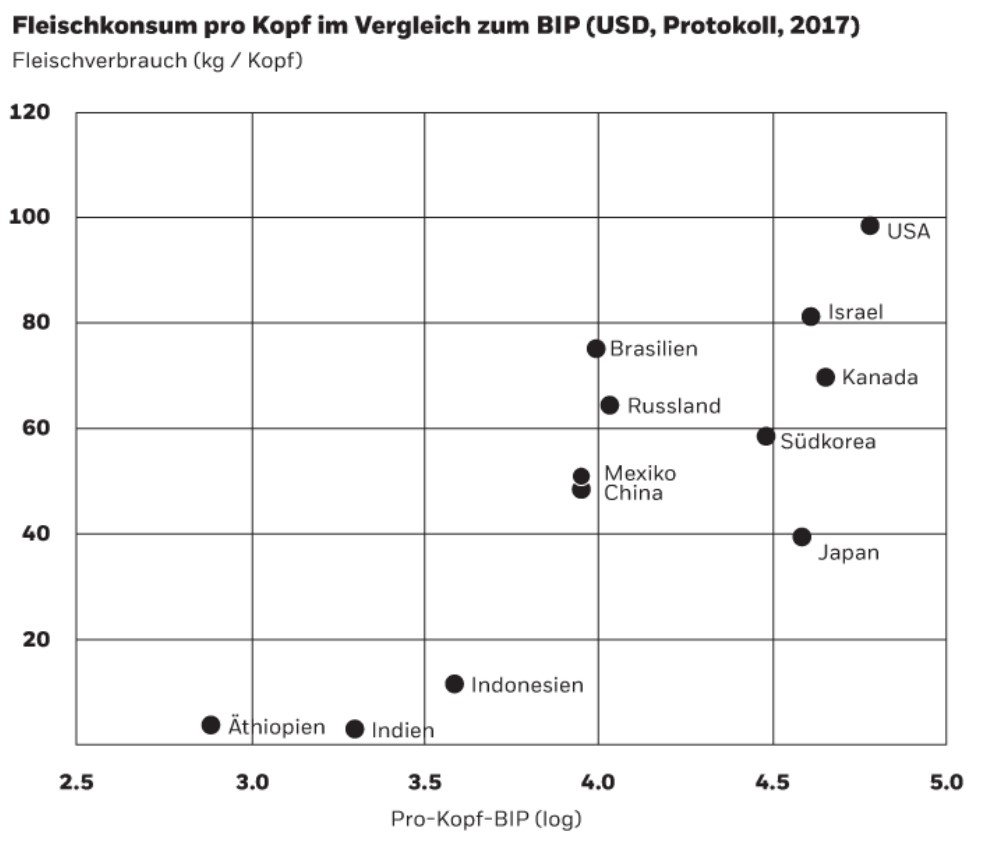
Konsens besteht mittlerweile darin, dass die höher entwickelten Staaten seit Jahrzehnten über ihre Verhältnisse leben. Die Weltbank führt absurd anmutende Indikatoren wie den Fleischverbrauch im Verhältnis zum BIP (Brutto-Inlands-Produkt) an. Und schon landen wir wieder bei der Lebensmittelverpackung.
Denn nur die Verpackung zeichnet derzeit einen Ausweg aus der enormen menschlichen “Überbevölkerung” und der damit einhergehenden Ernährungsprobleme. Doch nicht die schiere Anzahl an Menschen macht das Problem, sondern auch der enorme, luxuriöser werdende Anspruch immer größer werdender Bevölkerungsschichten. Doch wer will das irgendjemandem verdenken?
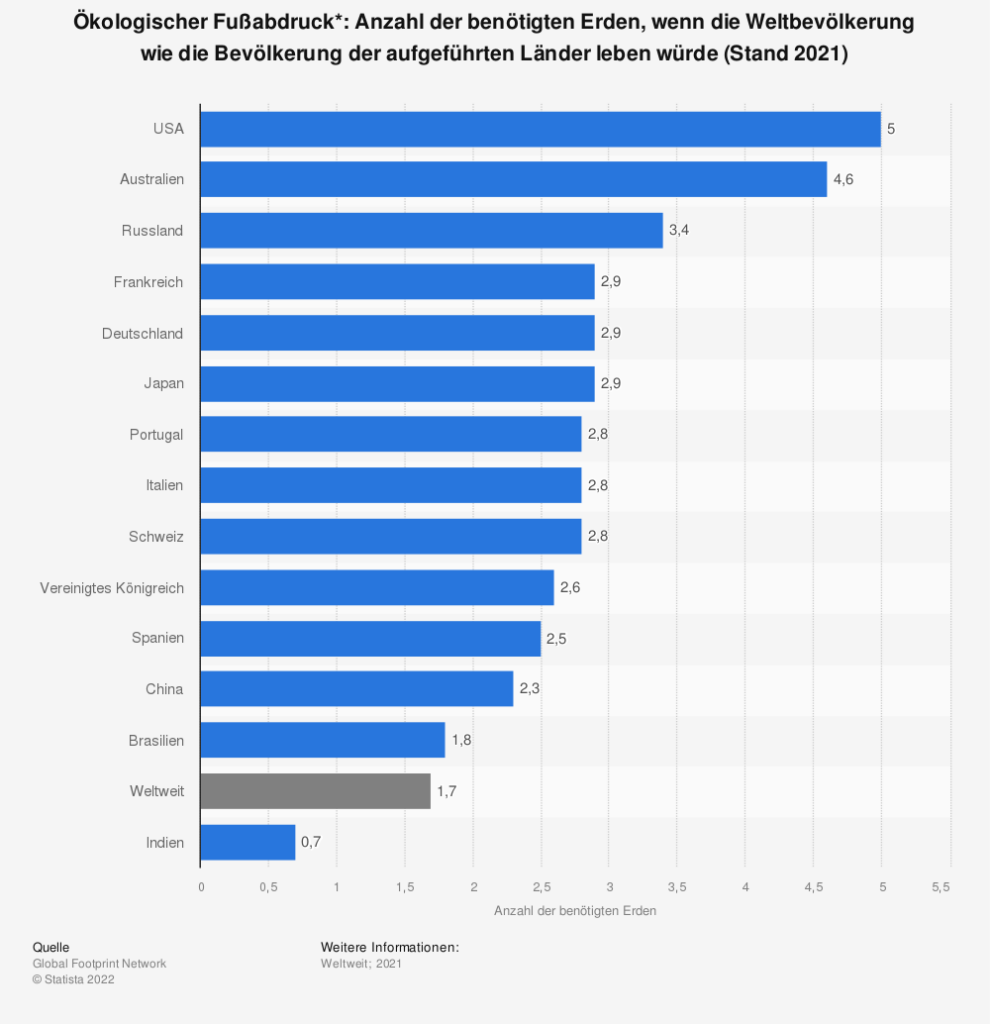
Ein maßgeblicher Verbrauchstreiber von Rohstoffen und Lebensmitteln sind die s. g. reicheren Länder. Dieser Einfluss der Länder auf den “Erdenverschleiß”, wie die Ingenieure sagen würden, ist in den USA über sieben Mal höher als in Indien. Die USA-Bevölkerung verschlingt also jedes Jahr Ressourcen von umgerechnet 5 Erden. Wie kann das sein? Und was hat das mit Verpackungen zu tun?
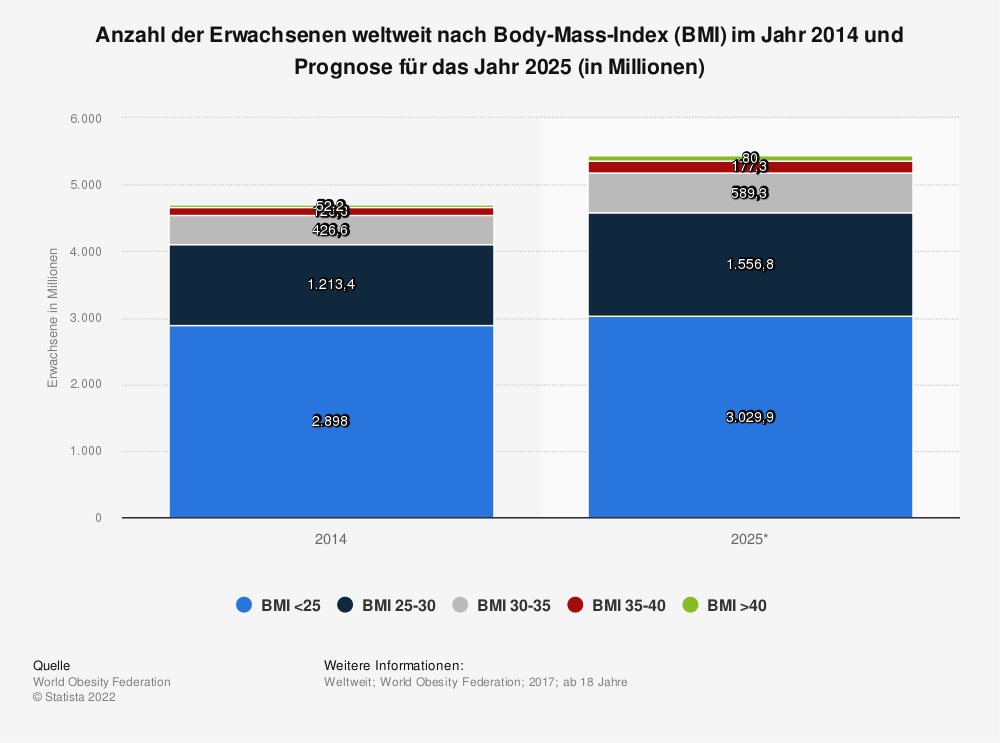
Die Ursachen sind vielfältig und nicht systematisch bekannt bzw. umstritten in ihrer Gewichtung. Fest steht, dass sowohl in entwickelten als auch weniger entwickelten Ländern enorme Mengen an Lebensmitteln verderben. Bei den weiter entwickelten Länder liegt das meistens am Überkonsum und dem daraus folgenden Verderb. Es wird zu viel gekauft und nicht alles verzehrt. Es verdirbt zu viel in Restaurants und wir nehmen zu viel Nahrung zu uns, was am Anstieg des BMI (Body Mass Index), aber auch der steigenden Bevölkerungszahl ablesbar ist.
In den weniger entwickelten Ländern entsteht der Lebensmittelverderb eher schon in der Lieferkette selber, d.h. auf dem Weg vom Acker zum Teller verdirbt ein wesentlicher Teil. In beiden Bereichen können optimale Verpackungen zur Minimierung der Verschwendung beitragen.
Der mittlerweile manisch anmutende Druck auf die Lieferanten einiger Lebensmittelhersteller mit ihren Nachhaltigkeitszielen mit Fokus vor allem auf recyclingfähigen und recycelten Verpackungen erscheint da wenig zielführend. Auch wenn das Ziel an sich wertvoll für diese erscheinen mag, wird es im großen Kontext kaum Wirkung entfalten und dient sicherlich auch der Sicherung von Absatzmärkten in Ländern mit fehlenden Kreislaufsystemen und entsprechenden Umweltproblemen, die durch gebrauchte Einwegverpackungen ihre Gestalt und einen Sündenbock finden.
Doch jedes verpackte und damit vor dem Verderb geschützte Lebensmittel ist ein Nachhaltigkeitsgewinn. Es ist sozial, da es Ernährungsprozesse verbessert, es ist ökonomisch, da die Hauptwertschöpfung im Lebensmittel selbst liegt und diese geschützt bleibt, und sie ist ökologisch, da Ressourcen geschont und die Umwelt damit entlastet wird. Damit sind alle drei Säulen der Nachhaltigkeit wie Ökonomie, Ökologie und Sozialwesen positiv beeinflusst.
Aber warum ist Verpackung für viele, besonders in den entwickelteren Ländern, auf einmal “böse”? Ich möchte mit folgenden Punkten zum Weiterdenken anregen.
Wir haben es als Verpacker und Verpackungshersteller weitgehend versäumt, Vorteile zu kommunizieren.
Wir haben bisher zu viel in linearen Materialströmen gedacht und zu wenig in Kreisläufen. Und das gilt nicht nur für die Verpackung, sondern auch für die Lebensmittel und Konsumgüter, ja letztlich für das gesamte moderne Wirtschaften. Zum Beispiel ist es bisher in der EU nicht zugelassen, menschliche Exkremente zur Düngung zu nutzen – das wäre ja ein Kreislauf.
Unser Blick aufs Ganze ist durch die reine Kostenbrille getrübt. Das bedeutet, dass Dinge, die nicht in der Bilanz als Kosten erscheinen, immer zweitrangig oder gar nicht einkalkuliert werden. Wir sehen diese schlichtweg nicht.
Überbetont werden hingegen absatzsteigernde Maßnahmen – egal wie langfristig sinnvoll das für Mensch und Umwelt sein wird – es geht ums pure Wachstum in Gewinn und mindestens Umsatz.
So zahlt eine Ölförderfirma der Natur ja nichts für das entnommene Öl zurück. Der Landwirt laugt Böden aus, bis sie versanden oder nicht mehr profitabel sind, ohne neuen Ackerboden zu erzeugen. Viele Packmittelproduzenten produzieren kurzlebige Einwegverpackungen, ohne sich um den Materialnachschub zu kümmern.
Und so zieht es sich durch unser gesamtes Wirtschaftsleben mit mehr oder weniger offensichtlichen katastrophalen Auswirkungen. Das hier ist keine Klageschrift, sondern ein Aufrütteln, den begonnenen Weg des Kreislaufdenkens weiterzuführen, ohne sich selbst im Kreise zu drehen. Die Idee ist, gelegentlich zurückzutreten und sich zu fragen: Ist diese Monomaterialverpackung, die 25 % teurer wird und die Haltbarkeit des Lebensmittels vielleicht sogar herabsetzt, wirklich besser als eine Multimaterialverpackung, deren Gesamt-Energiebilanz einschließlich eines aufwendigeren Recyclingprozesses besser wäre?
Ist bei den Mengen an verbrannten Ölprodukten zur Energieerzeugung und zur Mobilitätserhaltung und -steigerung das wahllose Zwingen von Verpackungen in Monomaterialstrukturen immer richtig? Ist das mechanische Recycling von Lebensmittelverpackungen nicht nur eine Brückentechnologie, an der wir aber nun unsere Monomaterial-Manie ausleben, da dieser wenig entwickelte Prozess einfach keine saubere Materialtrennung ermöglicht? Oder sollten wir vielmehr an echte Kreisläufe wie Cradle to Cradle denken? Wo aus einer Chips-Tüte wieder eine gleichwertige, rezyklierte Chips-Tüte werden kann?
Oder brauchen wir diesen Zwischenschritt der Monomaterialisierung erst, um dann die wirkliche Kreislaufwirtschaft in Angriff zu nehmen? Und gerade wir Flexpacker haben schlechte Recyclingquoten wegen ihrer Kleinteiligkeit und Verbundstrukturen, die leider in heutigen mechanischen Recyclingverfahren ein KO-Kriterium darstellen. Und das führt zu kläglichen Recyclingquoten bei kleinen Folienverpackungen.
Momentan geben die Recycler – auch für Flexpack – den Monomaterial-Weg eindeutig vor. Aber sind wir da auf dem richtigen Pfad? Warum stellen noch so wenige wirklich auf Monomaterialien im Regal um? Lohnt es sich für den, der Mehrkosten zahlen muss, vielleicht nicht genug an anderer Stelle? Ein hoher Recycling-Score auf Basis der vorliegenden Recycling-Möglichkeiten reicht da vermutlich nicht als Anschubmotivation.
Der Umwelt wird es egal sein, ob ein Multi- oder Monomaterial-Standbeutel mit Einschweißteil für die Baby-Einmalration in die Müllverbrennug, auf den Waldboden, ins Meer oder auf den Recyclinghof gerät. Lasst uns alle noch einmal tiefer gehen und einen Schritt zurücktreten, was im großen Bild (big picture) wirklich zielführend ist. Es muss ja ökologischer, sozialer und ökonomischer werden, wenn es wirklich nachhaltiger sein soll. Da bringen echte Systemwechsel bahnbrechende Erfolge. Aufwendige Weiterentwicklungen verschleppen eher den Fortschritt, wie es die Autobauer gerade zu spüren bekommen. Was vor zehn Jahren noch unmöglich schien, wird durch einen, der es vormacht, in wenigen Jahren zum Status Quo. Quo vadis Flexpack – wer weiß?
Wer mehr Wissen über diese Zusammenhänge im Austausch mit bunt gemischten Fachleuten erleben und studieren will, ist herzlich nach Würzburg eingeladen – es lohnt sich auch Online – der Nachhaltigkeit zuliebe …
Im zweiten Teil unserer Reihe #Folienwissen geht es dieses Mal um den Einfluss der Materialien auf Barrierewirkungen von Folien, insbesondere für Lebensmittelverpackungen. Der Laie denkt natürlich, dass nur das Material die Barriereeigenschaften bestimmt. Das ist aber nicht der Fall. Auch Verarbeitung und Kombination mit anderen Schichten bewirken Barriereveränderungen an Folienverpackungen. Das soll hier aber heute kein Thema sein.
Dennoch kommt dem Material eine grundlegende Bedeutung zu, denn die chemische Struktur der Rohstoffe und die Anordnung der Moleküle – die Kunststoff-Gefüge – spielen eine dominierende Rolle bei fast allen Eigenschaften der Folienverpackungen.
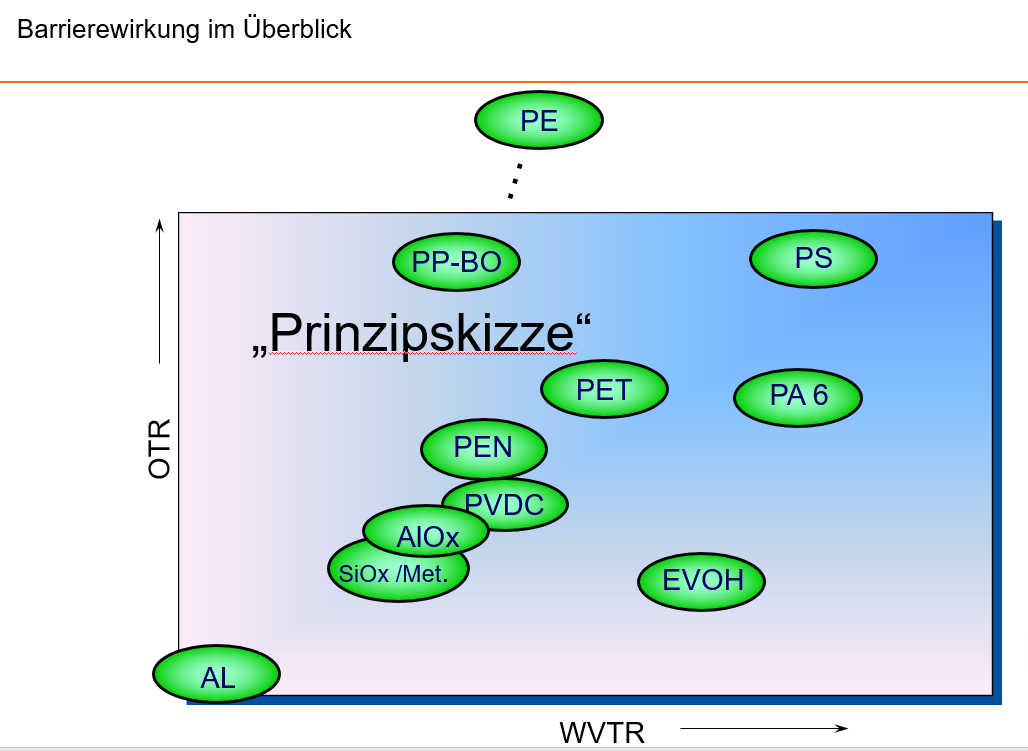
In dieser Grafik wird die allgemeine Bedeutung von unterschiedlichen Materialien beschrieben. Diese sehr grobe Einteilung nach Sauerstoffdurchlässigkeit (OTR = Oxygen Transmission Rate) und Wasserdampfdurchlässigkeit (WVTR = Water Vapour Transmission Rate) zeigt die grundlegenden Barrierewirkungen der Kunststoffe (organische Barrieren) und der Bedampfungen und Aluminium (anorganische Barriere). Diese sind hier unabhängig von Verarbeitung und Dicke sehr grob eingeteilt.
Quelle: Fraunhofer Institut, Prof. Dr. Langowski
Man kann erkennen, dass z. B. das PE kaum eine Barriere gegen Sauerstoff, aber durchaus eine nennenswerte gegen Wasserdampf aufweist. Daher wird es auch als Wasserdampfbarriere, z. B. in Papierverpackungen wie Zementsäcken, verwendet. Aluminiumfolie ist unangefochtener Spitzenreiter bei beiden Eigenschaften (OTR und WVTR). Dazwischen liegen die anorganischen Beschichtungen, auch Bedampfungen genannt – die Metallisierung (Met.), Aluminiumoxid (AlOx) und das Siliziumoxid (SiOx). Diese anorganischen Barrieren zeigen eine gute Sperrwirkung gegen beide Gase im Gegensatz zu den meisten Kunststoffen, den organischen Barrieren, die eher immer nur gegen eines der beiden Parameter – Sauerstoff oder Wasserdampf – gute Barrieren liefern.
In dem kurzen Video erhalten Interessierte weitere Informationen zwischen den Zeilen und einen Einblick in unsere beliebten Webseminare.
In unserer Reihe #Folienwissen für alle geht es heute um die Einstufung von Barrierefolien. Wann fängt Barriere an und was ist eine Hochbarriere überhaupt? Wenn wir diesen Begriff der Barriere verwenden, muss erst einmal klar werden, um welche Barriere es sich handelt. Meistens betrachtet man theoretisch die beiden “gegenläufigen” Barrieren Sauerstoff- und Wasserdampfbarriere, die für Lebensmittelverpackungen von besonderer Bedeutung sind.
Wasserdampfbarriere beschreibt dabei die Neigung, das Austrocknen zu verhindern und die Sauerstoffbarriere gibt Anhaltspunkte dafür, wie lange ein Sauerstoff empfindliches Lebensmittel haltbar gemacht werden kann. Die Kehrwerte/Gegenteile nennt man anstatt Barriere Durchlässigkeit.
Hier haben wir einmal eine grobe Übersicht erstellt, wie man diese abstrakten Eigenschaften flexibler Verpackungen einstufen kann. Bevor wir da aber einsteigen, vorab kurz zu den Einheiten und Rahmenbedingungen:
Permeation, also Barriere, ist temperaturabhängig
Organische Barriere zeigt zudem noch eine Abhängigkeit zum Feuchtegehalt in der Barriereschicht bzw. der Umgebung
Sauerstoffbarriere wird in cm³/m²xdxbar angegeben (d=day=Tag, und bar steht für die Druckdifferenz zwischen innen und außen
Wasserdampfdurchlässigkeit gibt man hingegen in g/m²xdxbar
Um sich etwas vorstellen zu können, erklären wir die Messgröße immer so: Die Sauerstoffdurchlässigkeit gibt die Menge an Sauerstoff in cm³ an, die pro Tag und pro Quadratmeter Folie hindurch permeiert sprich durchdringt. Dabei entspricht ein Kubikzentimeter (cm³) etwa einem Stück Würfelzucker.
Zu diesem Thema gibt es übrigens auch ein kurzes rund 6-minütiges Video, in dem ich intensiver bespreche. Klicken Sie doch einfach mal auf die Tabelle.
Wenn Sie einmal selbst überschlagen wollen, welche Barriere ein bestimmter Folientyp hat, dann nutzen Sie gerne unseren kostenlosen Permeationsrechner des Innoform Testservice. Dort machen wir reichlich Permeationsmessungen mit allen gängigen Versuchsaufbauten und Gasen, die für die Praxis relevant sind.
Fragen, Kommentare oder Ergänzungen und Korrekturen gerne an ks@innoform.de
Wussten Sie, dass Verpackungsfolien immer sogenannte Additive enthalten? Aber warum ist das so, welche sind das und warum gibt man Additive zu Folien dazu?
Das sind Fragen, die wir immer wieder in unseren Seminaren und Webseminaren hören. In diesem kurzen Abriss stellen wir wichtige Additive vor, erläutern die beiden Gruppen der migrierenden und nicht migrierenden Additive und erklären, warum man das als Folienhersteller, aber auch als Verpacker und Händler wissen sollte.
Um es nicht zu kompliziert zu machen, teilen wir grob in zwei Klassen ein, die für die Praktiker wichtig sind. Wir kennen migrierende und nicht migrierende Additive.
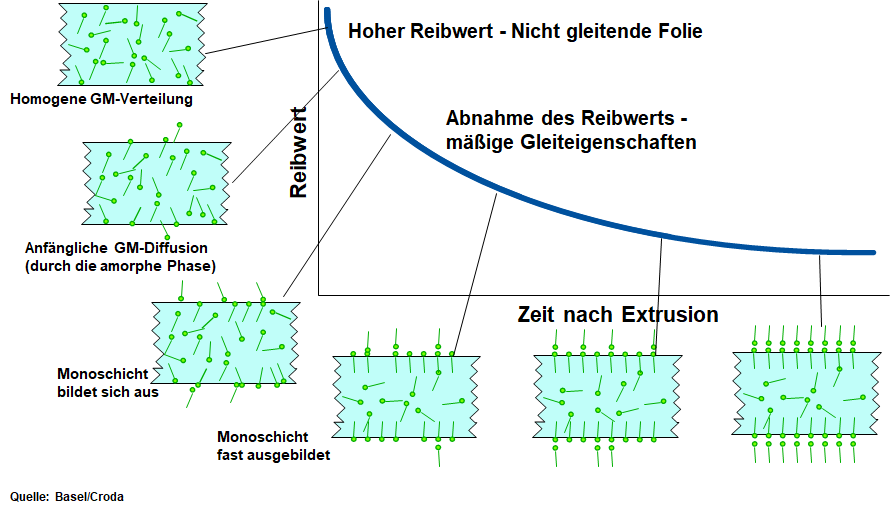
Das typischste Beispiel für die migrierenden Additive ist das Gleitmittel, das fast immer in Verpackungsfolien vorkommt. Wie der Name schon sagt, sorgt es für ein optimiertes Gleitverhalten der Folie z.B. beim Abpackprozess. In der Regel versucht man einen konstant niedrigen Gleitreibwert zu erhalten. Besonders häufig setzt man es bei den “eher stumpfen” Polyolefinen” wie Polyethylen (PE) und Polypropylen (PP) ein. Diese Folien lassen sich ohne Gleitmittel oft gar nicht oder nur sehr umständlich über z.B. Stahlflächen, Formschultern in Abpackmaschinen oder Leitblechen ziehen. Mit der Zugabe von Gleitmittel – heute meistens Erucasäureamid (ESA) – verringert sich die Haft- und Gleitreibung zu niedrigeren werden. Das heißt die Folie gleitet leichter über Stahl, Holz und sich selbst.
Dieser Effekt tritt aber erst dann ein, wenn sich das Gleitmittel (ESA) aus der Folie an den Oberflächen zu einer durchgängigen Schicht ausgebildet hat. Dieses kann je nach Folienrezeptur, Wickeldruck und Mengenzugabe zwischen einigen Stunden bis hin zu einigen Wochen dauern. Wichtig für den Verarbeiter dabei ist eben, dass vor dem Abpacken das Gleitmittel auch wirklich auf der Folienoberfläche liegt und nicht mehr in der Folie selber gelöst ist.
In diesem Schaubild von Borealis wird schematisch dargestellt, wie nach der Folienherstellung (Extrusion) das Gleitmittel nach und nach an die Oberfläche wandert (migriert), bis sich ein gleichmäßiger Film von Erucasäureamid an der Oberfläche gebildet hat. Jedes Additiv hat auch Nebenwirkungen. Die Gleitmittel haben gleich eine ganze Menge davon:
Sie erschweren das Kaschieren und Bedrucken
Sie können zu Ablagerungen an Walzen und Blechen führen
Sie führen manchmal zum Kleben, warum man auch Antiblockmittel in Kombination verabreicht.
Und damit kommen wir zum Beispiel der nicht migrierenden Additive, dem Antiblockmittel. Das Antiblockmittel soll das aneinander haften der Folien beim Abwickeln oder später beim Öffnen der Beutel verbessern. Stark vereinfacht zeichnen sich alle nicht migrierenden Additive dadurch aus, dass sie gleichmäßig in der gesamten Folienmatrix verteilt sind. Man kann also sofort nach der Extrusion mit den Eigenschaften rechnen. Das bedeutet aber auch, dass man die gesamte Folie mit dem Additiv “füllen” muss, was insbesondere bei Antiblockmitteln zu Trübungen führen kann. Antiblockmittel können wir uns hier als fein gemahlenen Sand vorstellen. Dieser feine Sand bewirkt, dass zwischen den Folienlagen immer etwas Raum bleibt – beim Wickeln und auch nachher bei den Beutelinnenseiten.
Das verbessert nicht nur das Auf- und Abwickelverhalten, sondern führt auch dazu, dass Gleitmittel schneller und konstanter ihre Wicklung entfalten können. Daher werden Antiblockmittel (nicht migrierend) und Gleitmittel (migrierend) oft gemeinsam verabreicht – man könnte also von einem Kombipräparat sprechen. Fast alle Additive lassen sich in diese 2 Gruppen unterteilen und folgen den gleichen Gesetzmäßigkeiten. Eine gute Idee ist es daher, bei jedem Additiv zu überlegen, wie es sich wohl verhalten wird.
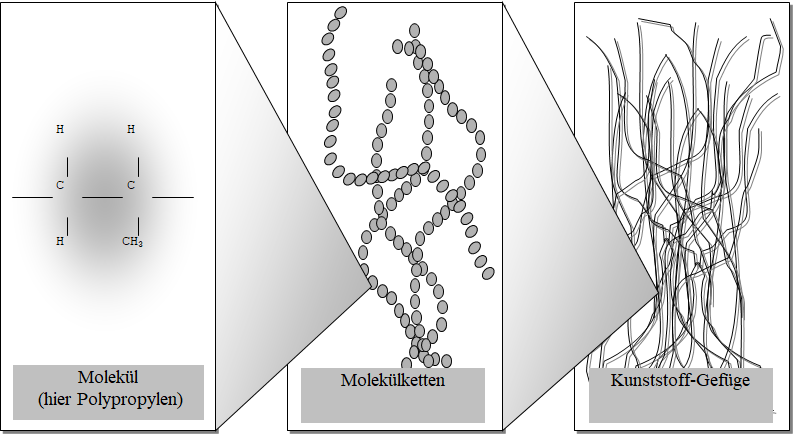
In unserer Reihe #folienwissen, geht es heute wieder um Begriffe, die viele benutzen und einige nicht richtig einordnen können. Wir nähern uns heute einmal den Begriffen der kleinsten Teilchen der Kunststoffe. Dabei beginne ich hier mit dem Molekül des Polypropylens. Es unterscheidet sich ja nur in einem Detail vom Polyethylen – der zusätzlichen CH3- oder auch Methylgruppe genannt. Und weil sich die beiden PE und PP so ähnlich sind, gehören diese auch zu einer Obergruppe, den Polyolefinen. Sie ähneln sich in der Verarbeitung, den Eigenschaften, der Polymerstruktur und auch der Recyclingfähigkeit. Nimmt man z.B. PE/PP Verbundfolien und untersucht sie auf Recyclingfähigkeit in mechanischen Verfahren, so lassen sich diese gut zusammen wiederverwerten.
Hier links im Bild ist die Strukturformel einmal dargestellt. Drei Kohlenstofffatome in der Monomereinheit, der kleinsten Einheit in dieser Betrachtung, und 6 Wasserstoffatome – und fertig ist das Polypropylen.
Im mittleren Bild sehen wir die längliche Form des Polypropylens mit weniger Vergrößerung. “Poly”, aus dem griechischen für viel, zeigt schon an, dass es ziemlich viele Polymere sind, die man da zu Molekülketten zusammen polymerisiert. Und da kommen wir schon zum nächsten Detail, dem Herstellungsprozess der Polymerisation. Diese langen, Spaghetti ähnlichen Moleküle bestehen oft aus mehr als 100.000 Monomeren, den Propylenen, und werden so zum Polypropylen.
Zoomt man nun noch etwas weiter raus und verringert dadurch die Vergrößerung, so findet man das s.g. Polymer-Gefüge, auch Kunststoffgefüge genannt. Man sieht dann übergeordnete Strukturen, die sich in amorphe und kristalline Bereiche unterteilen lassen.
Die amorphen Bereiche zeichnen sich durch ein wildes Durcheinander aus. Man kann sich das wie ein Wollknäuel vorstellen.
Die kristallinen Bereiche hingegen sind schön geordnet nebeneinander und haben dadurch einen energetisch niedrigeres Niveau erreicht.
Zieht man nun an dem gesamten Gefüge, dehnen sich die amorphen Bereiche mehr als die kristallinen und sortieren sich dabei um. Man spricht von s.g. Verfestigungsmechanismen, Kaltverfestigung und Orientierung der Polymere oder in unserem Anwendungsfall eben der Folien.
In unserer Reihe “Folienwissen für jedermann” geht es heute um einen dieser Fälle von Namen, die jeder aus der Branche kennt, aber nicht jeder wirklich die Unterschiede weiß. Und das fängt schon mit der Namensgebung an.
LDPE – klar – kennen wir. Aber dass es eigentlich PE-LD nach Norm ISO 1043 heißen müsste, wissen nur wenige. Grundsätzlich ist es so: Vorne steht das Wichtigste – der Werkstoff als Obergruppe (hier PE). Danach kommen weitere Eingrenzungen innerhalb der Materialklasse (hier LD für Low Density). Und das kann man immer so weiter fortsetzen. Eine typische mono-axial gestreckte PE-LLD Folie heißt dann nach Norm abgekürzt PE-LLD-MO. Das abschließende MO bedeutet nun den Verarbeitungsschritt des monoaxial Orientierens, welcher der Folie in diesem Falle die ganz besonderen Eigenschaften verleiht.
Ein Beispiel für solch eine Folie ist die Höschenwindel für unseren Nachwuchs. Diese wird deshalb monoaxial orientiert, weil sie winzig kleine Löcher bekommt, die zur Atmungsaktivität beitragen. Diese sind jedoch so klein, dass andere Körperflüssigkeiten, die unsere Kleinen noch nicht so richtig bei sich halten können, nicht auslaufen können. Dampf geht aber durch.
Ob das heute noch viel gemacht wird, habe ich nicht geprüft. Meine Tochter Mo Marie ist inzwischen 15 Jahre alt. Hier ist ein Originalfoto aus der Anwendungszeit der oben genannten Folien.
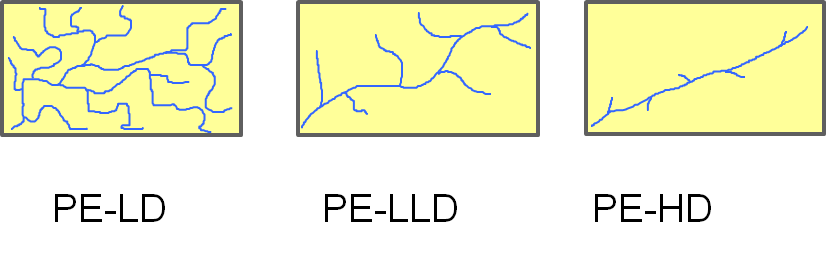
Aber was sind denn nun die Unterschiede zwischen PE-LD, PE-LLD und PE-HD? Wir fangen mal mit den Molekülen an, aus denen bekanntlich das Plastik oder der Kunststoff bestehen. Beim PE-LD sind diese stark verzweigt. Also, die mehr als 100.000 Atome in einer Molekülkette sind nicht einfach hintereinander zusammengebaut, sondern es gibt reichlich Abzweigungen, wie bei einem Kirschbaum mit seinen vielen kleinen Ästen.
Beim PE-LLD (linear low density) gibt es schon weniger Verzweigungen und jene, die es gibt, sind etwas gleichmäßiger ausgebildet. Beim PE-HD gibt es kaum noch Verzweigungen und diese sind auch sehr kurz. Und genau deshalb lässt sich diese (high density) auch so dicht packen, und dadurch ergibt sich die hohe Dichte.
Das Interessante an diesen Grundlagen ist, dass sich das mit der schon erwähnten Dichte messen lässt, auch wenn die Dichtebereiche teilweise überlappen, was daher keine eindeutige Zuordnung zulässt. Aber hier einmal eine grobe Einordnung, auf die wir in einer späteren Ausgabe von “Did you know” eingehen werden. Es gibt nämlich noch einige PEs mehr, die wir hier jetzt nicht weiter ansprechen. Festhalten möchten wir dennoch, dass alle Polyethylene und Polypropylene, die zu den Polyolefinen gehören, schwimmen. Das heißt, sie haben eine Dichte kleiner als 1 kg/dm³. Und das unterscheidet sie von allen anderen Kunststoffen, aus denen wir Verpackungsfolien machen. Ein Grund dafür, dass wir so viele Verpackungen im Meer schwimmen sehen. Die anderen Kunststoffe sinken alle zu Boden, wie z.B. Autoreifen aus Gummi.
Bezeichnung
Dichtebereich
Plastomere
< 0,900 g/cm³
PE-VLD
0,900 – 0,910 g/cm³
PE-LD
0,915 – 0,935 g/cm³
PE-MD
0,935 – 0,945 g/cm³
PE-LLD
0,860 – 0,960 g/cm³
PE-HD
0,945 – 0,965 g/cm³
PP
ca. 0,910 g/cm³
Das war es für heute mit dem #folienwissen von #innoform zum #innotalk
Heute sprechen alle über voll recycelfähig, 100% rezyklierbar und 100% nachhaltige Folien. Aber was heißt das eigentlich für die Praxis? Generell kann man sagen, dass diese Begriffe überhaupt nicht geschützt oder ausreichend definiert sind. Das ist auch nur schwer möglich, denn je nach Materialgruppe, Recyclingverfahren und Kunststoffmix, kann das ganz anders interpretiert werden. Daher sagen wir auch bei Marketing-Claims: Achtung Green-Washing. Wenn uns nämlich jemand nachweisen kann, dass wir zwar 100% recyclingfähig sagen, aber gar keine genaue Vorstellung davon haben, was das heißen soll oder gar keine Untersuchung gemacht haben, kann es teuer werden. Es würde hier zu weit führen dieses Thema gleichzeitig zu behandeln. Mehr Informationen dazu liefert unser Webseminar:
Aber es gibt praxisnahe Lösungsvorschläge von den Recyclern. Monomaterialfolien oder insgesamt Monomaterial-Verpackungen gelten als gut wiederverwertbar und recyclingfähig. Und das gilt erst einmal für alle Recyclingverfahren, ob mechanisches Recycling oder chemisches Recycling, Einstoff-Fraktionen sind immer hilfreich und erhöhen die Qualität des Regenerates. Das Regenerat oder Regranulat ist der Stoff, der durch das Recycling gewonnen wird und wieder als Granulat oder Flakes in den Kunststoffkreislauf – alternativ und als Zusatz zur Neuware – eingesetzt wird.
Nun gibt es aber ja auch noch den Begriff der Monofolie. Diese Wortschöpfung hingegen bezeichnet nur die Folien, die aus einer Schicht bestehen. Diese sind oft auch nur aus einem Material hergestellt. Normalerweise werden tatsächlich auch nur Materialien in dieser einen Schicht gemischt, die gut miteinander mischbar (kompatibel) sind und daher meistens aus einer Materialgruppe stammen.
Monofolie aus einer Schicht und meistens auch aus Monomaterial aber als Mischung z.B. PE-LD, PE-LLD
Diese werden unterschieden von den Verbundfolien, die sich wiederum in 2 Gruppen unterteilt:
Coextrudierte Verbundfolien
Kaschierte Verbundfolie (mittels Klebstoff- oder Extrusionskaschierung)
Coextrudierte Verbundfolie sowohl Monomaterial, meistens aber noch Multimaterial z.B. PA-PE-EVOH-PE
Kaschierte Verbundfolie, meistens Multimaterial, aber auch Monomaterial möglich, hier PET-BO/AL/PA-BO/PP
Wir tun also alle gut daran, die Begriffe Monomaterial und Monofolie auseinander zu halten und den Unterschied zu kennen und zu berücksichtigen, wenn wir kompetent über Folien und Folienverpackungen diskutieren und diese immer nachhaltiger machen. Und diese Nachhaltigkeit erzeugen wir auch dadurch, dass wir mehrschichtige Verbundfolien entwickeln, die aber aus Monomaterialien bestehen, um die vielfältigen Eigenschaften, die an eine Verpackungsfolie gestellt werden, zu erfüllen.
Beispiele für Monomaterialverpackungen in diesem Sinne der Recyclingfähigkeit sind die beiden ersten Beispiele. Die kaschierte Verbundfolie mit Aluminium hingegen ist schwer stofflich zu verwerten, also zu recyceln, da das Aluminium nicht gut mit dem Kunststoff zusammen recycelt werden kann. Es müsste getrennt werden, was aber meistens zu aufwendig wird. Es bleibt also meistens nur die Verbrennung oder Deponielagerung, was wir strikt vermeiden wollen und sollen.
Verbundfolien aus PP-BO kaschiert zu PE-LLD gelten aber als Monomaterialien, da sie aus einer Stoffgruppe der Polyolefine stammen und gut miteinander recycelt werden können. Besser wäre natürlich reines PE oder reines PP, aber das funktioniert praktisch oft noch nicht gut genug. Man will ja gerade die unterschiedlichen Eigenschaften der Rohstoffe PE und PP kombinieren für die Verwendung.
Was bedeuten eigentlich die Begriffe organische und anorganische Barriereschichten? Darum geht es nicht nur in diesem Beitrag, sondern auch beim 4. Inno-Talk am 21. Mai.
Einfach ausgedrückt sind die organischen Barriereschichten auf Kunststoffen basierend.
Es sind Schichten wie
Polyamid (PA)
Ethylen-Vinylalkohol (EVOH)
Poly-Acrylnitril (PAN)
Polyvinylidenchlorid (PVDC), welchem aber eine Sonderrolle zufällt.
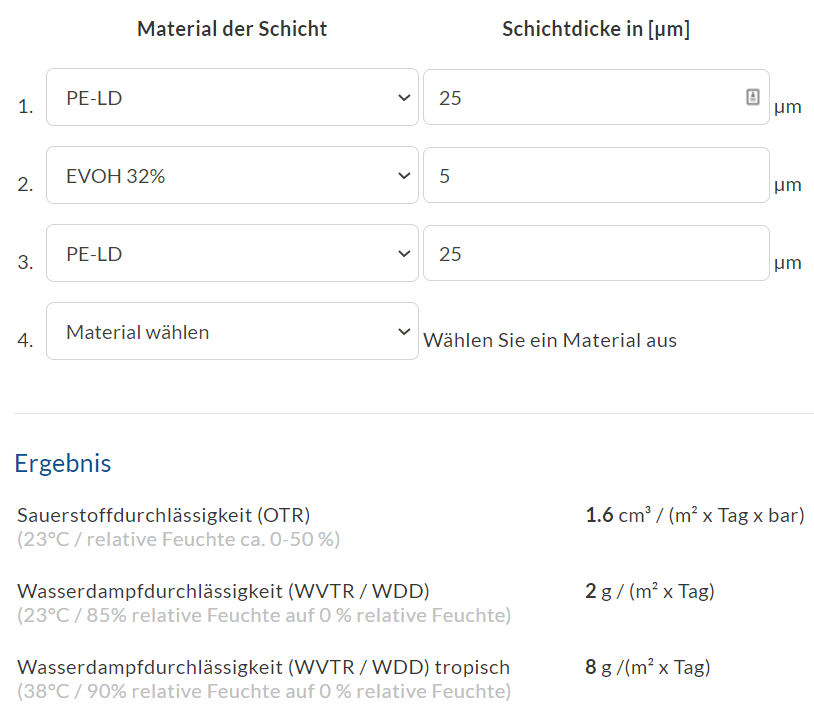
Allgemein lässt sich sagen, dass diese Schichten in nennenswerten Dicken in Folien vorliegen müssen, damit diese ihre Barriere insbesondere gegen Sauerstoff und Aromen/ Gerüche ausbilden können. Hier sind von einigen wenigen µm (1000tel mm) bis hin zu 100 µm üblich für Folienverpackungen. Insbesondere beim EVOH pendeln sich die üblichen Schichtdicken im Bereich von 2 – 10 µm für Verpackungszwecke ein.
Die notwendige Schichtdicke ergibt sich dabei aus der Anforderung des verpackten Gutes und der Eigenschaft des Materials. So ist beispielsweise PA wesentlich “durchlässiger” gegenüber Sauerstoff als EVOH oder PVDC, aber deutlich dichter als PE und PP.
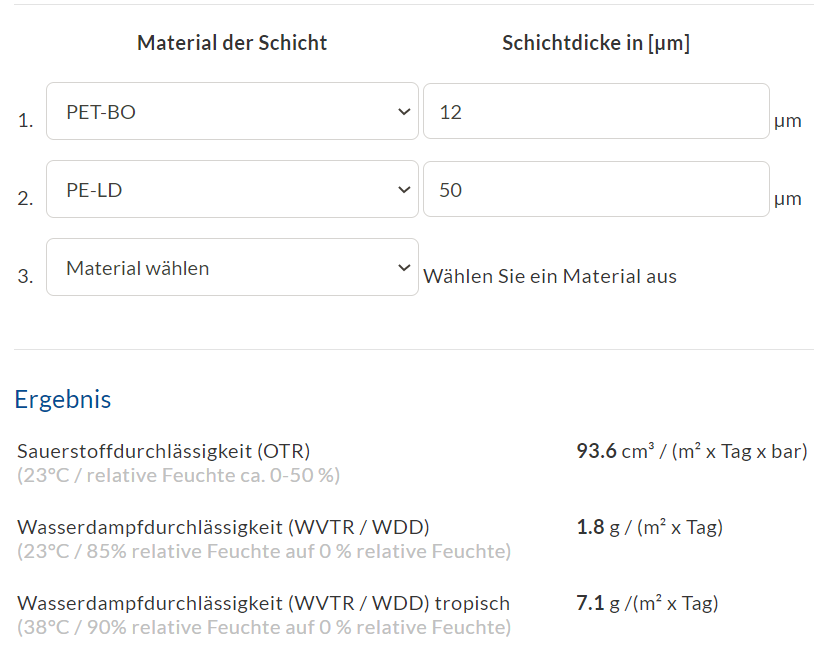
Wer einmal seine Folien “durchrechnen” möchte, kann dieses kostenlos mit dem Innoform Permeationsrechner tun. Hier ein paar Beispielrechnungen üblicher Verbundfolien:
Dieser Verbund ist ein Standard für Verpackungsfolien ohne besondere Barriereanforderungen gegen Sauerstoff und Aromen durch das Füllgut. Beispiele sind Snacks, Waschmittel oder Süßwaren.
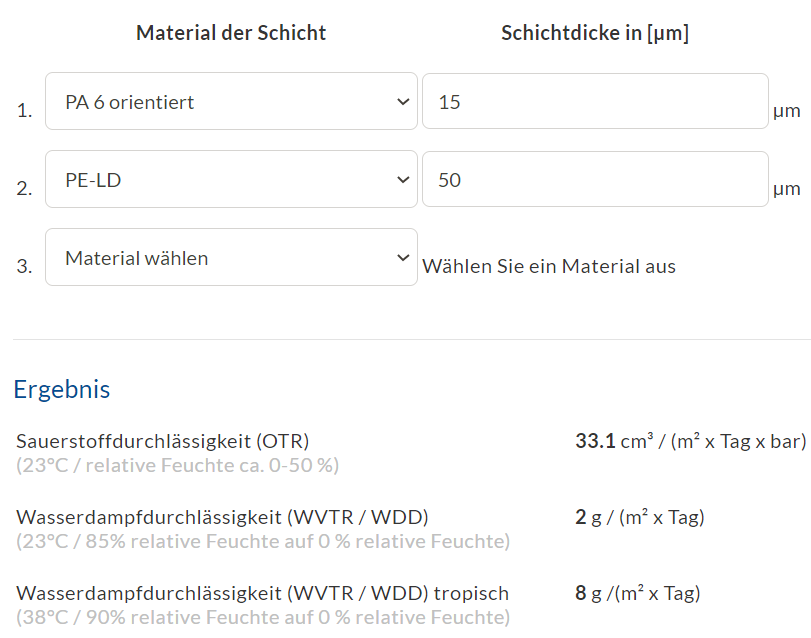
Die PA/PE Verbunde hingegen bieten schon einen deutlich besseren Schutz gegen Sauerstoff und Aromen. Hier werden nur durch den Austausch der PET-BO Folie durch eine PA-BO Folie deutliche Verbesserungen (Faktor 3) erreicht. Beispiele hierfür sind eingelegte Gemüse-, Fisch- und Fleischverpackungen sowie alles, was eine erhöhte Durchstoßfestigkeit verlangt. Denn Barriere ist nur eine von vielen Anforderungen an Folienverpackungsmaterialien.
Die Folie mit der größten Sperrwirkung gegen Sauerstoff und Aromen ist die EVOH-Variante. Diese Folien werden im Gegensatz zu den o.g. Varianten im Koextrusionsverfahren hergestellt und können dann anschließend ebenfalls weiter mit Klebstoff kaschiert werden – z.B. zu PP-BO, um eine bessere Maschinengängigkeit zu erlangen. Diese Konstruktionen bieten nicht nur den Vorteil der besten Barriere, sondern ermöglichen auch ein “Monomaterial” aus reinen Polyolefinen, zu denen PP und PE, aber auch EVOH gezählt werden, und die sich durchaus gemeinsam mechanisch recyceln lassen.
All diese organischen Barriereschichten eint, dass sie thermoplastisch sind und mit der Extrusion hergestellt werden können. Das macht sie insbesondere für Folienanwendungen so interessant. Nachteile gibt es aber natürlich auch. All diese Materialien zeigen einen Abfall der Barriere bei höheren Feuchtigkeiten und eine Abnahme der Barriere bei steigender Temperatur. Eine Ausnahme bildet das PVDC, welches man aber u. a. aus Umweltgründen aus der Lebensmittelverpackung verbannt hat.
Die anorganischen Barrieren wie Aluminiumfolien in 6-12 µm (AL), die wir hier nicht näher betrachten, aber vor allem Bedampfungen wie
AL-Metallisierungen (met)
Siliziumoxid (SiOx)
Aluminiumoxid (AlOx)
zeigen diese Abhängigkeit vom Klima auf die Barriereeigenschaften nicht. Daher sind gerade bei Verpackungsentwicklern zunehmend die Bedampfungen attraktiv. Sie sind transparent oder silbrig glänzend – je nach Ausführung. Sie zeigen Barrierewerte wie die EVOH-Schichten im Top-Level und sind enorm kostengünstig herzustellen. Nachteil ist: Sie sind kratzempfindlich und offline zu beschichten. Dennoch zeigen sich zunehmende Mengen in den Regalen. Auffallend bei diesen anorganischen Bedampfungen
AlOx
SiOx
AL-Metallisierung
ist die sehr geringe Schichtdicke von einigen wenigen hundert Nanometern. Diese Schichten sind so dünn, dass aus heutiger Sicht keine Beeinträchtigung beim mechanischen Recycling zu erwarten oder bisher zu beobachten ist.
Zusammenfassend lässt sich sagen, dass die anorganischen Bedampfungen auf dem Vormarsch zu sein scheinen ob ihrer genialen Eigenschaftsprofile. Das reine Aluminium als Folie wird dadurch maßgeblich verdrängt. Motoren dafür sind Kosten und Entsorgungs-Sorgen. Die organischen Schichten hingegen punkten bei besonders beanspruchten Materialien wie Thermoformfolien oder extremen Knitterbeanspruchungen. In tropischen Klimaten sowie Sterilisationsanwendungen verlieren diese zu Gunsten der Bedampfungen oder auch noch den Alu-Folien an Boden.
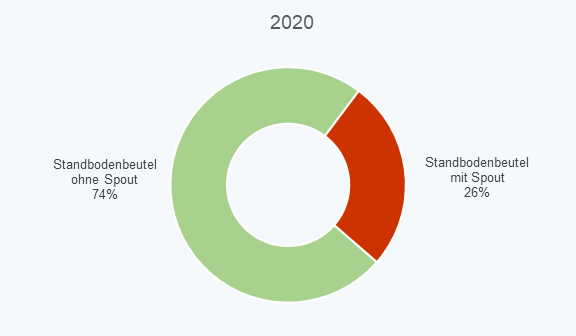
Gesamtverbrauch von Standbodenbeuteln in Europa mit und ohne Spout
Quelle: SCHÖNWALD CONSULTING
Der Verbrauch von Standbodenbeuteln mit Spout wird in den nächsten Jahren in Europa stärker wachsen als der gesamte Standbodenbeutelmarkt. Auch das ist ein Ergebnis der neuen Marktstudie von SCHÖNWALD CONSULTING, die den Verbrauch von Standbodenbeuteln in Europa in 9 Marktsegmenten von 2020 bis 2023 mit den durchschnittlichen jährlichen Wachstumsraten untersucht.
Der Spout hat sich zu einem wichtigen Bestandteil des Standbodenbeutels entwickelt. In einigen Marktsegmenten ist er heute unerlässlich. 2020 betrug der Anteil an Standbodenbeuteln mit Spout in Europa 26%. In seiner neuesten Marktstudie listet SCHÖNWALD CONSULTING 926 Verwender von Standbodenbeuteln auf. 340, und damit fast 37%, nutzen Spouts.
Der Benefit der Studie ist die Auflistung nach Markenartiklern (805), Einzelhändlern (52) und von Co-Packern / Markenartiklern (297) im Food, Non-Food und Pet Food Bereich.