Hier spielen neben die üblichen mechanischen Prüfungen immer mehr auch Sonderprüfungen für Sonderanwendungen eine Rolle. Ist die Folie glatt genug, ist sie für den Anlagentyp zur Verarbeitung geeignet. Wir geben Antworten auf diese komplexen, aber einfach klingenden Fragen.
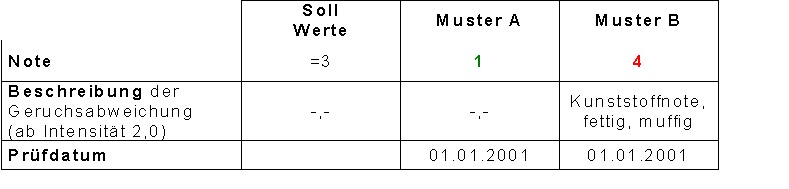
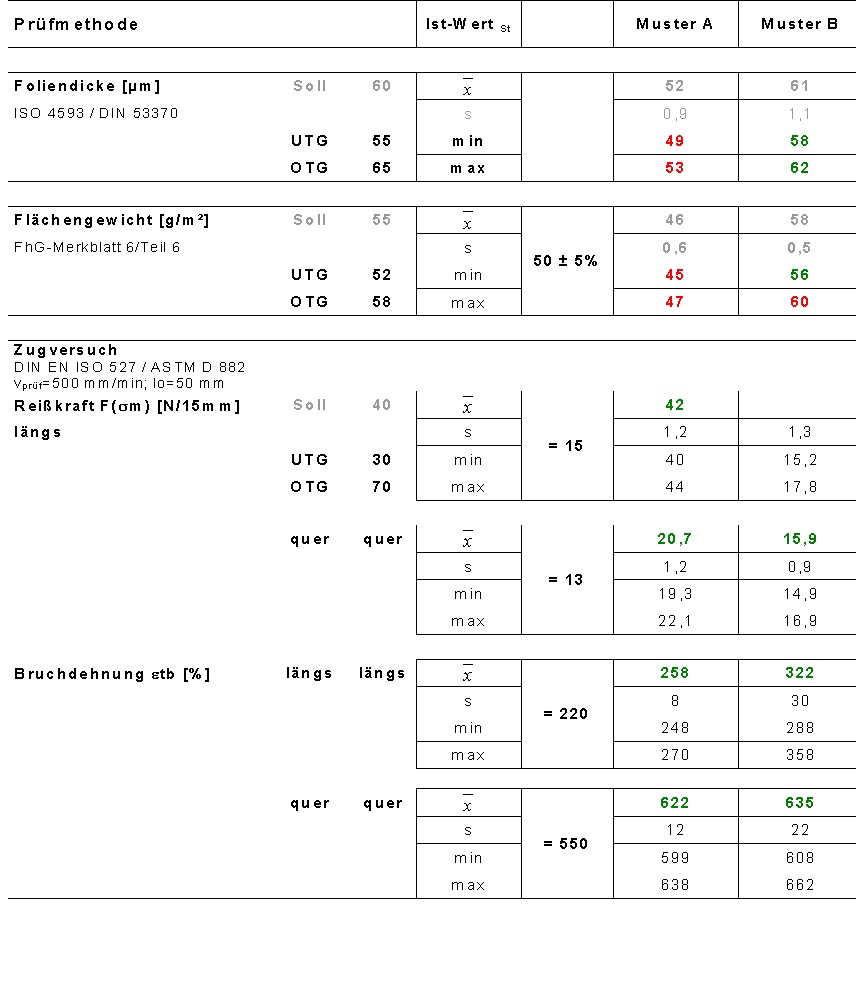
Muster A: Es liegen alle Messergebnisse innerhalb der in der Spezifikation geforderten Werte.
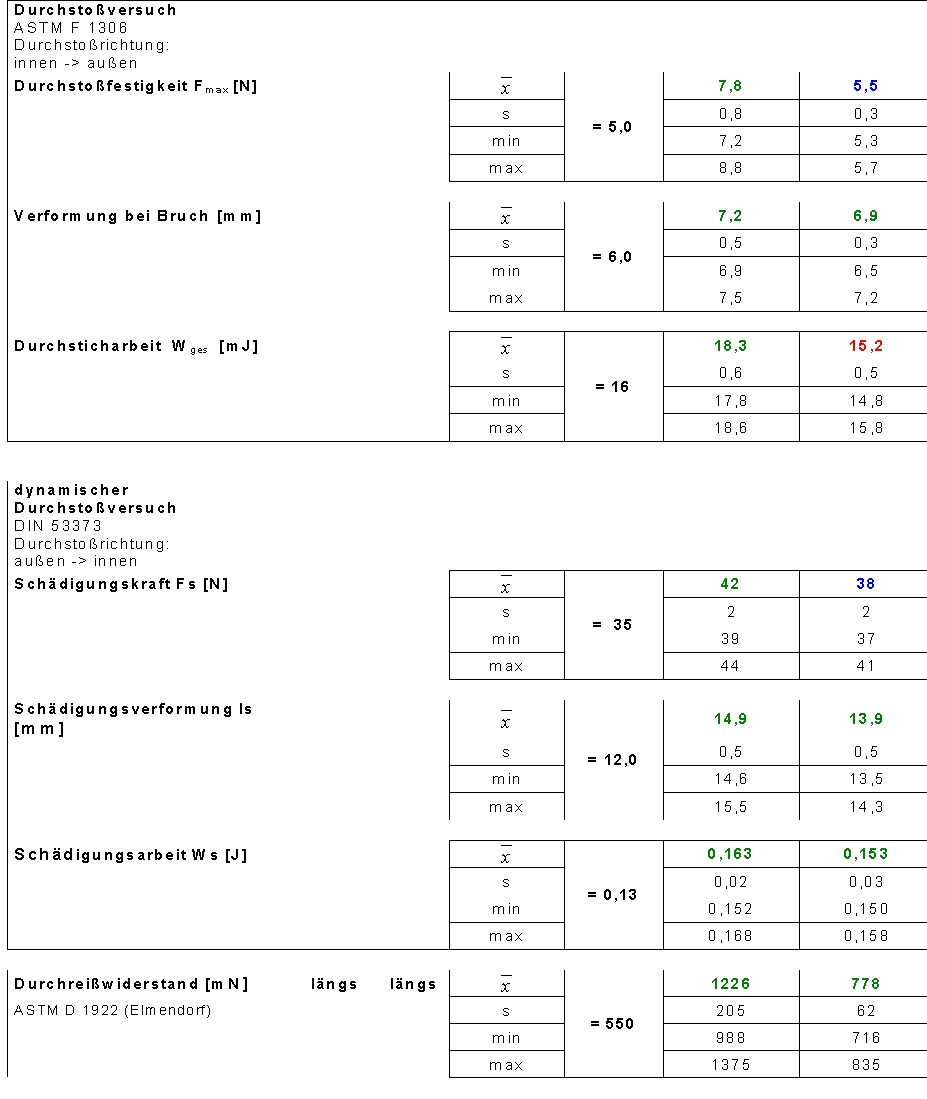
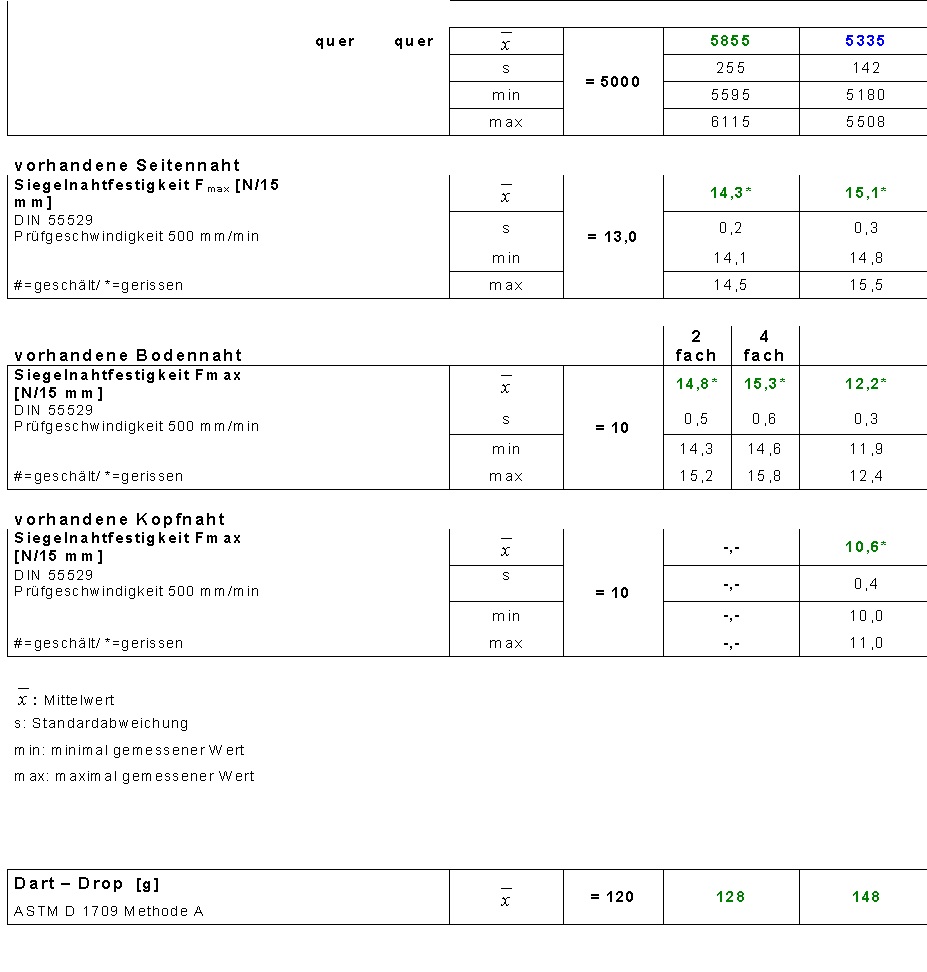
Muster B: Die sensorischen Eigenschaften sowie die Reißkraft, die Durchstoßfestigkeit (ASTM F 1306), die Durchsticharbeit Wges (ASTM F1306), die Schädigungskraft (DIN 53373) und der Durchreißwiderstand in Querrichtung liegen außerhalb der in der Spezifikation geforderten Werte.
Muster C: Die Foliendicke, das Flächengewicht, die Reißkraft, die Bruchdehnung sowie die Kennwerte der Durchstoßfestigkeiten nach ASTM F 1306 und nach DIN 53373 liegen außerhalb der in der Spezifikation geforderten Werte.
1 Prüfung auf Geruchsabweichung nach DIN 10 955
1.1 Durchführung:
Kreisausschnitte mit einer Fläche von je 1 dm² werden in 1000 ml Weithalsglasflaschen mit Kegelschliffstopfen gegeben. Damit die gesamte Fläche des Probenmaterials der umgebenden Luft zugänglich ist, werden die Kreisausschnitte mittig gefaltet und locker in das Glas gegeben. Die Lagerung der Proben erfolgt in den verschlossenen Gefäßen bei 23°C für 20±2 h im Dunkeln. Nach der Lagerung werden die Flaschen geöffnet und von den Probanden berochen.
“Neues für eine neue Welt” war der Titel des 14. Inno-Meetings der Flexpack-Industrie. Rund 170 Besucher tauschten Meinungen aus und diskutierten auf der Basis der spannenden Vorträge. Sehen Sie hier die beliebte Zusammenfassung von Karsten Schröder als Live-Mitschnitt und ungekürzt.
Stichpunkte waren u. a.:
– Frische Produkte immer und überall
– Verpackungslose Supermärkte
– Reduktion des Lebensmittelverlustes vom Anbau bis zum Konsum
– Convenience-Gewinn durch Verpackung
Haben Sie Verarbeitungsprobleme mit Ihrer Folie oder möchten gerne wissen, wie die Folien Ihres Wettbewerbers aufgebaut sind?
Wenn Verarbeitungsprobleme bei einer Folie auftreten, stellt sich die Frage, welche Unterschiede zur spezifizierten Folie vorliegen. Gründe für die Probleme können unterschiedliche Werkstoffe, eine andere Schichtanzahl, bzw. andere Einzelschichtdicken sein.
Dazu bieten wir verschiedene Untersuchungen an, zugeschnitten auf die von Ihnen benötigten Informationstiefe:
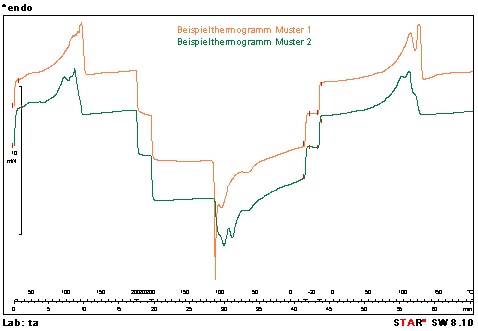
Es handelt sich um eine Methode zur Materialcharakterisierung anhand der thermischen Eigenschaften wie z.B. Kristallitschmelzpunkt Tm, Kristallisationsverhalten Tc, Oxydationsstabilität und in vielen Fällen auch der Glasübergangstemperatur Tg.
Es können z.B. bei Polyolefinfolien Abmischungen von PE-LD und PE-LLD festgestellt und charakterisiert werden, Unterscheidungen von A-Pet und G-PET sind möglich, Untersuchungen zur Thermostabilisierung usw.
Anwendungsbeispiel:
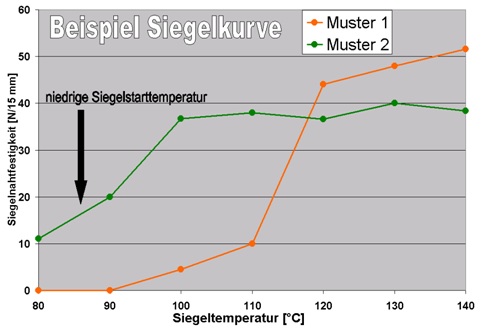
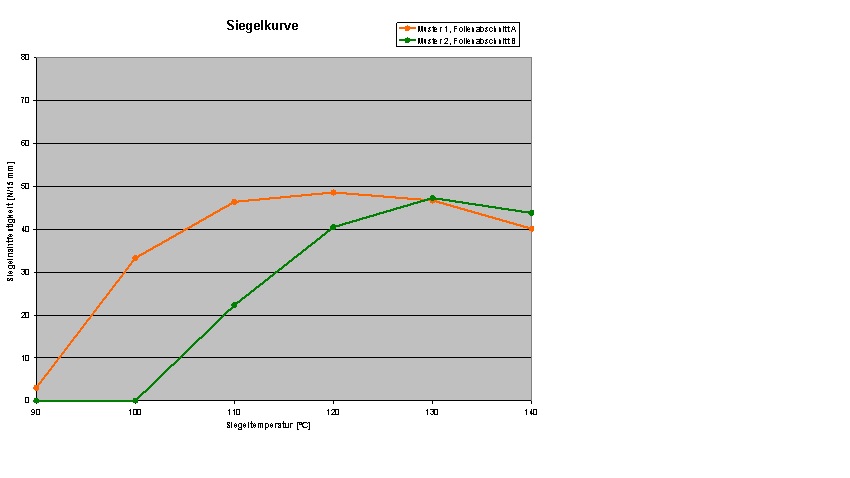
Bei der Folienverarbeitung traten Siegelprobleme auf. Ein Vergleich der Siegelkurven von der Problemfolie und von einem Rückstellmuster bestätigen dies (siehe Grafik). Eine Untersuchung der Siegelschichten mittels DSC zeigt bei Muster 2 (grün) Kristallitschmelzpunkte Tm bei niedrigeren Temperaturen als bei Muster 1 (orange). Bei Muster 2 (grün) wurde ein PE-Plastomer eingesetzt, das für die niedrigere Siegelstarttemperatur (siehe Pfeil) verantwortlich ist.
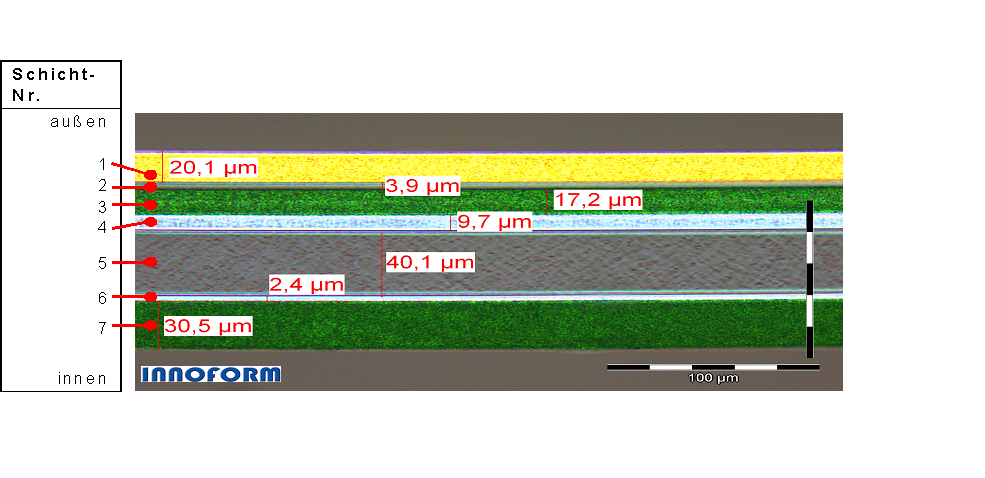
Mikrotomschnittbild: Es wird ein Mikrotomschnittbild im Folienquerschnitt bei Raumtemperatur aufgenommen und anschließend werden die sichtbaren Schichten vermaßt.
Strukturaufbau: Zusätzlich zum Mikrotomschnittbild wird die Folie thermomikroskopisch untersucht, um eventuell weitere Schichten sichtbar zu machen (z.B. coextrudierte Siegelschichten)
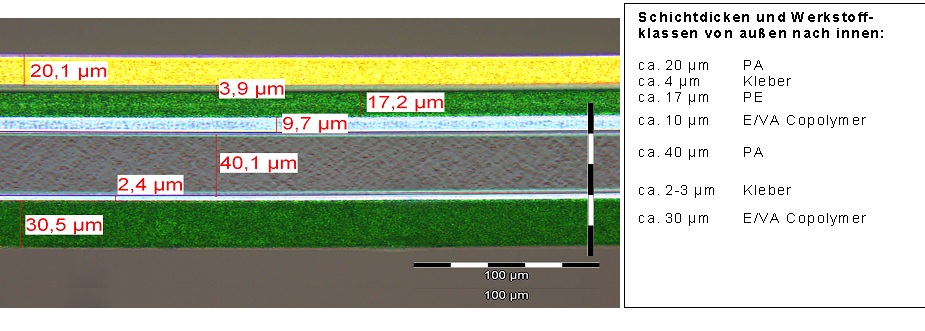
Foliengrobanalyse: Zusätzlich wird ein DSC- Screening (-20 -300°C/ 2 Heizläufe) der Gesamtfolie durchgeführt und die Werkstoffklassen der Einzelschichten (z.B. PE, PP, PA, PET; EVOH; ausgenommen sind Kleber, Lacke, Haftvermittler) mittels FTIR-Spektroskopie ermittelt.
Beispiel Foliengrobanalyse: Mikrotomschnittbild mit Angabe der Werkstoffklassen der Einzelschichten
Materialanalyse: Hier werden soviel Informationen über die Folie wie möglich gesammelt. Die Einzelschichten werden, falls möglich, mittels FTIR-Spektroskopie zur Werkstoffbestimmung untersucht. Einige Additive, wie z.B. Gleitmittel, Antiblockmittel, Weißpigmente können ebenfalls qualitativ bestimmt werden.
Des weiteren findet eine Charakterisierung der Folie mittels Thermoanalyse DSC (Differential Scanning Calorimetry) statt, siehe Punkt DSC
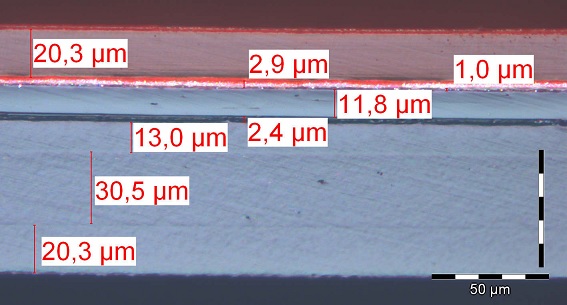
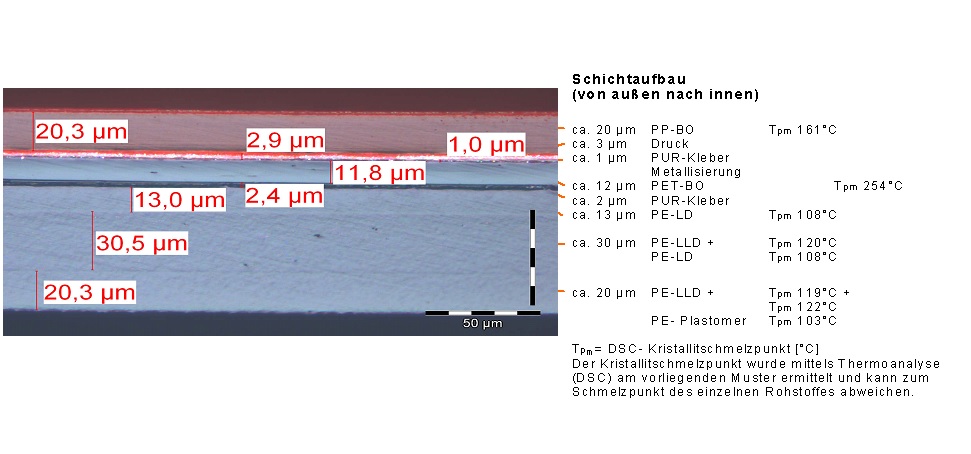
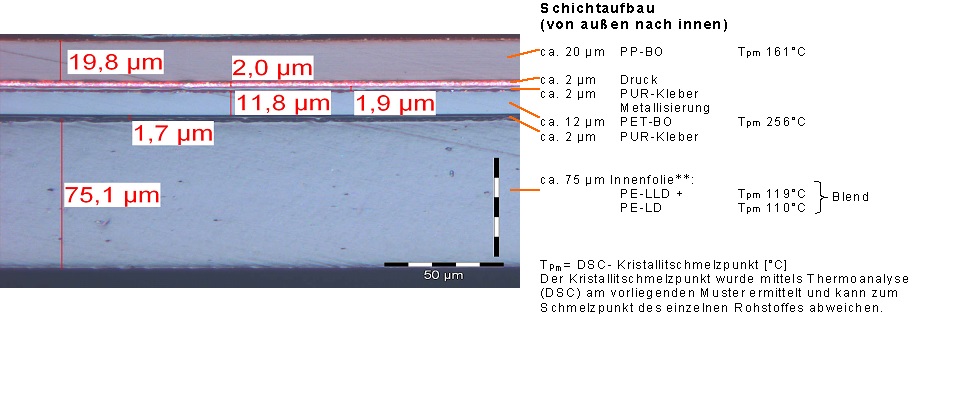
Beispiel Materialanalyse: Mikrotomschnittbild mit Informationen zu den einzelnen Schichten
Aufmerksam geworden bin ich durch den Hinweis im Newsletter der Pack-aktuell auf die Mineralöl-Berichterstattung des Schweizerischen Fernsehens. Die Sachlage ist gut verständlich dargestellt und entspricht auch meinem Kenntnisstand. Eine gute, erste Information für alle, die sich mit dem Thema Mineralöle aus/durch Verpackungen in Lebensmitteln beschäftigen möchten. http://www.srf.ch/wissen/natur-umwelt/mineraloel-in-lebensmitteln-neue-verpackungen-alte-probleme
Als UV-Beständigkeit wird im täglichen Sprachgebrauch der mit Folienfragen Beschäftigten zumeist die Materialbeständigkeit einer Folie bei Lagerung im Freien angesehen. Eine Lagerung im Freien umfasst neben der Einwirkung des UV-Anteils des Sonnenlichtes naturgemäß viele weitere alterungsrelevante Einflüsse, wie z.B. die Einwirkung von Nässe, Temperaturschwankungen, Schadstoffen, Wind, etc. Dass nicht all diese Einflussgrößen in einem einzigen Laborversuch simuliert werden können ist naheliegend und daher auch Bestandteil der Einleitungstexte diverser Normen zu diesem Thema (siehe z.B. E DIN EN ISO 4892-1:2014-03, Seite 4[1]).
Die zeitraffende Alterung einer Folie durch UV- Licht, z.B. unter Verwendung gefilterter Xenonbogenstrahlung, stellt somit lediglich einen Teilaspekt der Beständigkeit gegen Freibewitterungseinflüsse dar. Die Überprüfung der UV- Beständigkeit auf Basis von zeitraffenden Bestrahlungsversuchen mit Xenonbogenstrahlung kann daher schon aus diesem Grunde lediglich eine grobe Abschätzung des möglichen Verhaltens unter realen Freibewitterungsbedingungen erlauben.
Der Vollständigkeit halber sei erwähnt, dass man von Gerätebewitterung statt Gerätebestrahlung spricht, wenn die Proben während der Bestrahlung zusätzlich in festgelegten Zyklen mit Wasser besprüht werden.
2 Situation in der Praxis
Die UV- Beständigkeit spielt bei vielen Anwendungen von Folien im Außenbereich eine entscheidende Rolle. Gesicherte Aussagen zur Beständigkeit von Kunststofffolien unter Praxisbedingungen lassen sich, o.g. Aussagen folgend, nur aus Freibewitterungsversuchen unter Realbedingungen ermitteln. Freibewitterungsversuche sind langwierig und werden daher in der Praxis nur selten, z.B. in Form von Fallstudien zur Validierung und Verifizierung von Gerätebestrahlungsversuchen, durchgeführt.
In der täglichen Praxis der Folienhersteller und Anwender stellt sich häufig die Frage nach einer Möglichkeit zur schnelleren und reproduzierbaren Beurteilung der UV- Beständigkeit von Kunststofffolien zum Zwecke einer orientierenden Abschätzung der möglichen Beständigkeit gegen Freibewitterungseinflüsse. Typischerweise finden die Ergebnisse Verwendung zur Bewertung von Produktionsversuchen und Neubemusterungen, Materialvergleichen oder zur Bearbeitung von Schadensfällen.
In der täglichen Praxis bei Innoform GmbH Testservice handelt es sich dabei überwiegend um Materialien, die für Freibewitterungszeiträume von einem halben Jahr, einem Jahr oder zwei Jahren vorgesehen sind. Die Beurteilung von Folien mit längerer Beständigkeit wird seltener nachgefragt.
Eine bewährte Methode ist die bereits genannte künstliche Bestrahlung nach DIN EN ISO 4892-2[2] in Laborgeräten mit Xenonbogenstrahlung. Die Beurteilung der Alterung der Proben nach Bestrahlung erfolgt z.B. anhand physikalisch technologischer Kennwerte, die vergleichend an unbestrahlten und bestrahlten Proben durchgeführt werden, z.B. in Form von Zugversuchen nach DIN EN ISO 527-3[3]. Als Schädigungskriterium wird häufig eine Veränderung des jeweiligen Kennwertes um mehr als 50 % bezogen auf den Ausgangswert herangezogen, wobei dieses als Faustformel gilt und auch andere Festlegungen angewendet werden.
Neben der Festlegung einer geeigneten Prüfmethode sowie des Schädiguzngskriteriums stellt dabei die Festlegung der zur Simulation der unter Freilandbedingungen einwirkenden UV-Belastung heranzuziehenden Laborbestrahlungsparameter eine schwierige Problematik dar. Es gilt einen praktikablen Kompromiss aus der Beschleunigung der Alterung, resp. Laufzeit des Laborversuches und Übertragbarkeit der Ergebnisse auf die Praxis zu finden.
Ich werde im Folgenden zunächst auf die Abschätzung der unter Freilagerung zu erwartenden Globalstrahlung („Bestrahlungsdosis“) sowie im Weiteren dann auf die daraus ableitbaren Versuchsbedingungen für die künstliche Bestrahlung eingehen.
3 Auslegung von Gerätebewitterungsversuchen
3.1 Abschätzung der UV- Belastung (Dosis) bei der
vorgesehenen Freilandlagerung anhand
von Globalstrahlungsdaten
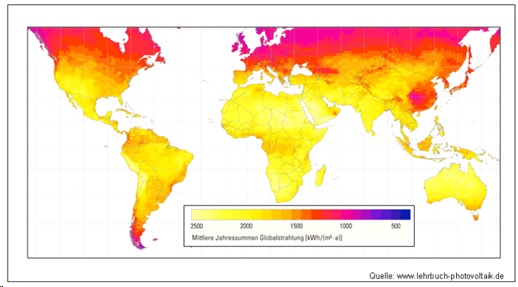
Unter Globalstrahlung versteht man vereinfacht, die gesamte senkrecht auf die Erdoberfläche einfallende Solarstrahlung mit einem Spektralbereich von ca. 300- 3000 nm. Die Jahressumme der Globalstrahlung schwankt international gesehen sehr stark. In Deutschland liegen diese Werte in der Größenordnung von ca. 900 – 1.200 kWh/m², in Spanien bei ca. 2.000 kWh/m², in der Sahara bei ca. 2.500 kWh/m².
(Anmerkung:1000 kWh/m² entsprechen ca. 86 Kilolangley, bzw. 3600 MJ/m²)
Zur Auslegung von Gerätebestrahlungen empfiehlt sich zunächst eine grobe Ermittlung der zu erwartenden Jahresbestrahlung im geplanten Einsatzgebiet.
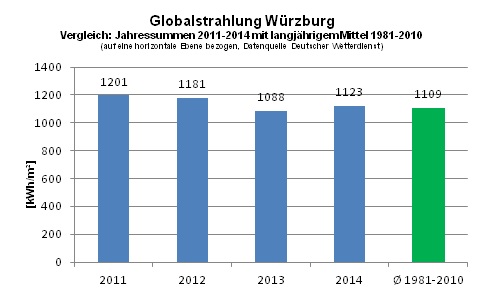
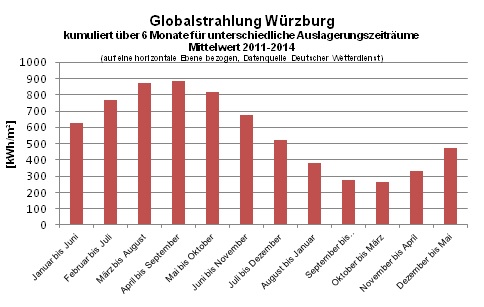
Wie untenstehende beispielhafte Auflistung der Jahresmittelwerte der Station Würzburg des DWD für die Jahre 1981– 2010 zeigen, treten erwartungsgemäß Schwankungen der Jahresmittelwerte auf. Diese liegen beim vorliegenden Beispiel im Bereich von ca. 10 %. Diese Schwankungen sind hinsichtlich der Auslegung der Gerätebestrahlung unserer Ansicht nach nicht relevant.
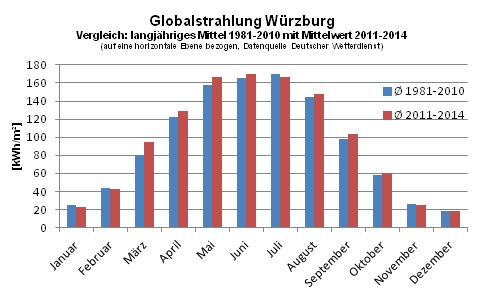
Betrachtet man den Jahreslauf der Monatsmittelwerte für obiges Beispiel, so zeigen sich wesentlich größere Abweichungen durch die jahreszeitlichen bedingten Schwankungen. Diese sind bei der Auslegung von Gerätebestrahlungsversuchen zur Simulation kürzerer Freibewitterungszeiträume (< 2 Jahre) unbedingt relevant.
Der Auslagerungszeitpunkt kann eine wesentliche Rolle bei der Auslegung von Gerätebestrahlungen von Folien für einjährige Freilagerung (Jahresfolien) spielen. Wie die folgende Grafik der monatlich kumulierten Werte unseres Beispiels zeigt, hat eine Folie bei Auslagerung Anfang Januar bereits im Oktober praktisch die gesamte Jahresdosis „gesehen“.
Dieses kann zur Folge haben, dass ein UV-initiierter Alterungsprozess zu diesem Zeitpunkt im Herbst durch widrige Wettereinflüsse, wie starke Temperaturschwankungen, Wind oder Schlagregen zu einer vorzeitigen Schädigung einer Jahresfolie führen kann.
Bei der Auslegung von unterjährigen UV-Beständigkeiten stellt sich die Frage des Auslagerungszeitpunktes in besonderem Maße. Wie die kumulierten Ergebnisse für halbjährlich zu erwartende Bestrahlungsdosen zeigen, wirkt sich der Zeitpunkt der Auslagerung maßgeblich auf die Globalstrahlungsdosis aus, die ein Produkt während der Freibewitterung sieht. So kann ein Produkt bei Auslagerung im Frühjahr bereits nach einem halben Jahr ca. 80-90 % der Jahresdosis gesehen haben.
Zur Auslegung und Bewertung künstlicher Bestrahlungen bzw. Bewitterungen (Bestrahlung mit zusätzlichem Feuchteeinfluss, z.B. Besprühen mit Wasser) orientiert man sich an Globalbestrahlungsdaten für den relevanten Ort der Freibewitterung. Unter Berücksichtigung des vorgesehen Auslagerungszeitraums und des Auslagerungspunktes kann die Summe der zu erwartenden Globalstrahlung, also die Globalstrahlungsdosis, für den gesamten Freibewitterungszeitraum errechnet werden.
Diese Globalstrahlungsdosis dient als Grundlage zur Auslegung der Gerätebestrahlung, also in der Praxis zur Festlegung der Gerätelaufzeit bei einer definierten Strahlerleistung.
3.2 Festlegung der Gerätelaufzeit für eine festgelegte
Strahlerleistung zur Simulation einer
Freibewitterungsalterung durch
Sonnenlicht / UV- Strahlung
Die zur Auslegung von Gerätebewitterungen ermittelte Globalstrahlungsdosis bezieht sich, wie oben gesagt, in der Regel auf einen Spektralbereich von ca. 300- 3000 nm.
Das in unserem Hause eingesetzte Gerät Q-SUN der Fa. Q-LAB arbeitet mit Xenonbogenstrahlern, die den Spektralbereich von ca. 270 -800 nm emittieren. Durch Filterung wird der im natürlichen Sonnenlicht nicht enthaltene Anteil der kurzwelligen UV-Anteile unterhalb von 270 nm eliminiert. Zusätzliche Filter erlauben die Simulation von Globalstrahlung hinter Fensterglas
(ab 320 nm).
Die Bestrahlungsstärke E [W/m²] im Gerät wird gemäß DIN EN ISO 4892-22 mit einem UV- Sensor im Wellenlängenintervall 300 – 400 nm geregelt. Aus E [W/m²] und der Bestrahlungszeit in Stunden [h] ergibt sich die Bestrahlung (-sdosis) [kWh/m²] für den genannten Spektralbereich.
Aufgrund der unterschiedlichen Spektralbereiche unterscheiden sich naturgemäß auch die Zahlenwerte für den jeweiligen Energieeintrag. Zum Vergleich der Energieeinträge der Globalstrahlung mit denen der Gerätebestrahlungen müssen also die jeweiligen Energieanteile der Spektralbereiche errechnet werden.
In Ermangelung von Produktnomen für Folien mit eindeutigen Vorgaben für Gerätebestrahlungen zur Simulation definierter Freibewitterungszeiträume greift man zum Zwecke eines ersten abschätzenden Vergleiches auf die in E DIN EN ISO 4892, Anhang C1 genannte CIE- Publikation Nr. 85:1989 zurück.
Im dort definierten Sonnenspektrum (300- 2450 nm) beträgt der für die Kunststoffalterung maßgebliche Anteil der UV- Strahlung (ca. 300- 400 nm) 6,8 %. Auf Basis der in DIN EN ISO 4892-22 Anhang B empfohlenen Strahlerleistung von 60 W/m² für den Spektralbereich von 300- 400 nm ergeben sich z.B. Gerätelaufzeiten von rund 1000 h zur Simulation der Globalstrahlungsdosis eines Jahres in Deutschland bzw. Mitteleuropa.
Bei der Übertragung der Ergebnisse auf die Freilandbewitterung ist allerdings zu bedenken, dass der UV- Anteil der Globalstrahlung zwar einen wesentlichen Einfluss auf die Freibewitterungsbeständigkeit von Folien haben kann, es sich aber, wie bereits erwähnt, nur um einen Teilaspekt der Materialbeanspruchungen unter Freibewitterungsbedingungen handelt. Dieser alleine kann zu erheblichen Materialschädigungen und sogar zum Totalausfall führen. Andere Einflussgrößen wie Niederschlag, Tauwasser, Wind, Temperatur, Abgasemissionen etc. spielen aber eine nicht zu unterschätzende Nebenrolle und sind der Überprüfung mittels Gerätebewitterung nicht ohne weiteres zugänglich.
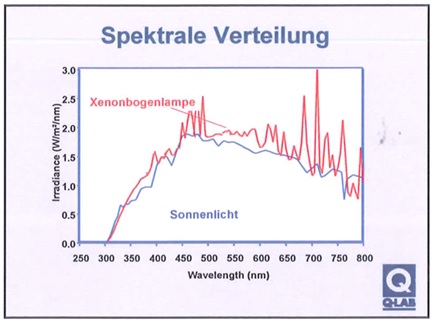
Zudem ist zu berücksichtigen, dass die Gerätebewitterung z.B. nach DIN EN ISO 4892-22 mit gefilterter Xenonbogenstrahlung das Sonnenlichtspektrum im Bereich von 300- 800 nm im Vergleich zu anderen Methoden, z.B. DIN EN ISO 4892-3[4] (UV- Leuchtstofflampen) und ISO 4892-4[5] (offene Kohlebogenlampen) zwar vergleichsweise gut nachahmt, die Spektren aber bei genauerem Hinsehen Abweichungen aufweisen, wie untenstehendes Abbildung zeigt.
(Quelle: Schulungsunterlagen, Q-LAB Deutschland GmbH, www.Q-Lab.com)
Aufgrund der Komplexität ist es nachvollziehbar, dass z.B. gemäß DIN EN ISO 4892-11 sogenannte „Zeitraffungsfaktoren“, also direkte Korrelationsfaktoren zwischen Gerätebestrahlungen und Freibewitterung, als wenig empfehlenswert angesehen werden. Die Alterungsgeschwindigkeit beim praktischen Einsatz in der Freibewitterung kann erheblich von derartigen Zeitraffungsfaktoren, berechnet auf der Basis des Vergleiches von Globalstrahlungsdaten und Gerätebestrahlungsdaten, abweichen.
4 Fazit
Eine einfache, allgemeingültige Arithmetik zum Errechnen von maximalen Freibewitterungszeiträumen aus Gerätebewitterungsdaten ist wohl kurzfristig nicht in Sicht.
Dieses zeigt sich auch im Fehlen entsprechender Vorgaben in den einschlägigen Normen. Hier sei zu erwähnen, dass derzeit In einigen Normungsvorhaben betreffend Folien für den Agrarbereich Anstrengungen bestehen, entsprechende Vorgaben festzulegen.
Zur Beurteilung und Spezifizierung der Freibewitterungsstabilität von Kunststofffolien stellt die Gerätebestrahlung mit Xenonbogenstrahlung nach DIN EN ISO 4892-11 trotzdem ein pragmatisches Mittel dar. Es lassen sich reproduzierbare und objektiv überprüfbare Vergleichswerte anhand genormter Laborkennwerte (z.B. Zugversuch, Glanz, etc.) ermitteln, die z.B. zur Qualitätsüberwachung oder Überprüfung vereinbarter Qualitäten geeignet sind.
Klaus Behringer, Innoform GmbH, Januar 2016
[1] E DIN EN 4892-1:2014-03 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 1: Allgemeine Anleitung (ISO/DIS 4892-1:2014);Beuth- Verlag, Berlin
[2] DIN EN ISO 4892-2:2013-06 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 2: Xenonbogenlampen, Beuth- Verlag, Berlin
[3] DIN EN ISO 527-1:2012-06 Kunststoffe–Bestimmung der Zugeigenschaften–Teil 1: Allgemeine Grundsätze, Beuth- Verlag, Berlin
[4] DIN EN ISO 4892-3:2015-11 Kunststoffe – Künstliches Bestrahlen oder Bewittern in Geräten – Teil 3: UV-Leuchtstofflampen, Beuth- Verlag, Berlin
[5] ISO 4892-4:2013-07 Titel (deutsch):Kunststoffe – Bestrahlungsverfahren mit Laboratoriumslichtquellen – Teil 4: Offene Kohlenbogenlampen, Beuth- Verlag, Berlin
Prüfbericht PB 0002 – Beispielbericht Ablagerung auf Folie
Projekt / Bestell-Nr.: Ablagerung auf Folie
Auftragsdatum: 01.01.01
Probeneingang: 02.01.07
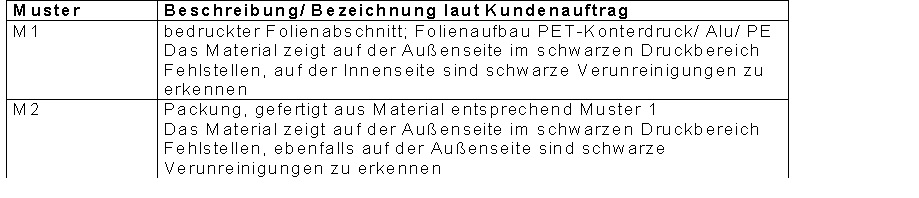
Wir erhielten folgende Muster zur Prüfung:
Aufgabenstellung:
Ursache für die beschriebenen Defekte?
1 Zusammenfassung der Ergebnisse:
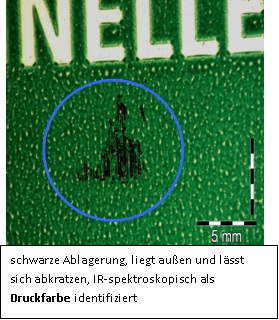
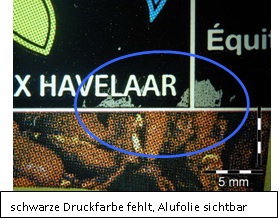
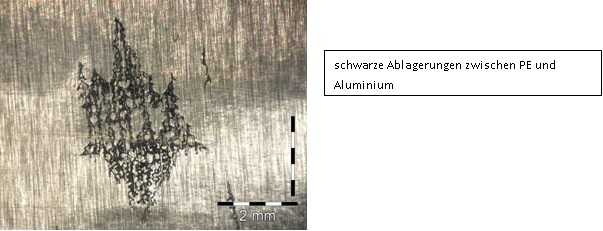
Wie die Untersuchungen zeigen, handelt es sich bei den Druckfehlern um Fehlstellen im Bereich der schwarzen Bedruckung. Des Weiteren wurde auf der Außenseite der Beutel die schwarze Druckfarbe in Form kleiner Ablagerungen nachgewiesen. Bei den dunklen Stellen auf der Innenseite des Verbundmaterials (Muster1) handelt es sich um Einschlüsse zwischen PE und Aluminiumfolie. Diese wurden nicht genauer untersucht, es könnte sich aufgrund des Erscheinungsbildes auch hier um die schwarze Druckfarbe handeln.
2 Interpretation der Ergebnisse:
Aufgrund der vorstehend beschriebenen Ergebnisse könnte der Schaden folgendermaßen entstanden sein:
Beim Bedrucken der PET- Folie im Konterdruck kam es zu einer leichten partiellen Verblockung der schwarzen Druckfarbe mit der PET-Außenseite im Rollenwickel. Beim Abrollen der Rollen in der Kaschiermaschine führte dieses zu einem Ausrupfen der verblockten Bereiche, d.h. diese Partikel wurden, zumindest zum Teil, auf die Folienaußenseite übertragen. Sofern der Verbund mit 2-maligen Durchlauf durch eine Duplex- Kaschiermaschine hergestellt wurde, könnte es beim Aufwickeln des PET/ Al- Vorverbundes wiederum zum Übertrag derartiger Partikel auf die Aluminiumseite gekommen sein, was das Vorhandensein derselben zwischen PE und Aluminiumfolie erklären würde.
Projekt / Bestell-Nr.: 1234567890
Auftragsdatum: 01.01.01
Probeneingang: 02.01.07
Muster
Beschreibung/ Bezeichnung laut Kundenauftrag
M1
Folienabschnitt A (Rückstellmuster gut)
M2
Folienabschnitt B
1 Aufgabenstellung:
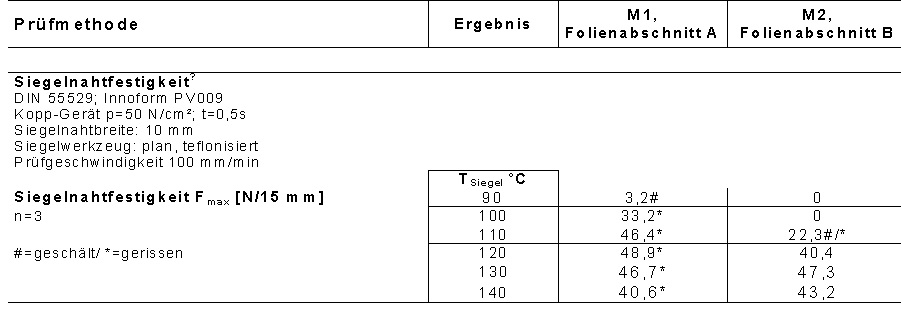
Muster 2 zeigte Probleme bei der Verarbeitung. Die Siegelnahtfestigkeit war laut Kundenaussage bei gleicher Maschineneinstellung deutlich niedriger als bisher. Ein Vergleich mit einem Rückstellmuster soll Aufschluss über mögliche Unterschiede der Folie geben.
2 Zusammenfassung der Ergebnisse:
Zunächst wurden die Oberflächen der Siegelschichten FTIR-spektroskopisch in ATR-Technik untersucht. Es handelt sich bei beiden Folien um Polyethylen.
Nach dieser ersten Untersuchung wurde auf Kundenwunsch eine Materialanalyse der beiden Folien durchgeführt sowie Siegelkurven erstellt.
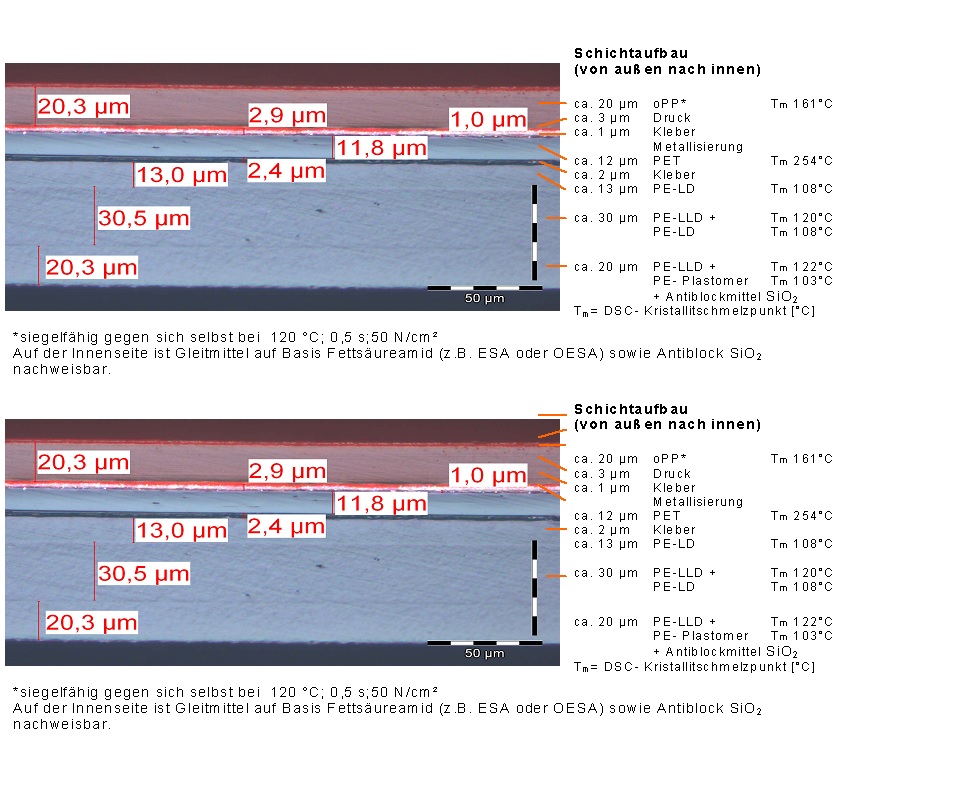
Beiden Mustern dient als Außenschicht ein PP-BO (20 µm), welches im Konterdruck bedruckt ist und gegen eine metallisierte PET-BO Folie (12 µm) kaschiert wurde. Der Aufbau der beiden Folieninnenseiten unterscheidet sich. Folie A hat einen Innenverbund bestehend aus drei coextrudierten Einzelschichten. Die äußere Schicht (ca. 13 µm) besteht aus PE-LD (Kristallitschmelztemperatur Tm 108°C). Die mittlere Schicht (ca. 30 µm) besteht aus einem Blend aus PE-LLD (Tm 120°C) und PE-LD (Tm 108°C). Die innere Schicht besteht aus einem Blend aus PE-LLD (Tm 119°C) und PE-Plastomer (Tm 103°C).
Folienabschnitt B hat eine Innenschicht bestehend aus einem Blend aus PE-LLD (Tm 119°C) und PE-LD (Tm 110°C).
3 Interpretation der Ergebnisse:
Die unterschiedlichen Siegelschichten führen zu unterschiedlichen Siegeleigenschaften, die durch die Siegelkurven bestätigt werden. Die Siegelstarttemperatur von Folie A liegt bei ca. 100°C, die von Folie B bei ca. 110°C.
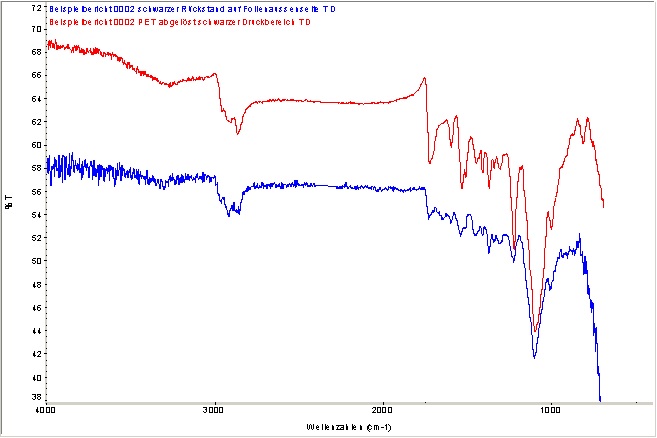
4 FTIR-Spektroskopie
Es wurden FTIR-spektroskopisch die Oberflächen der Siegelschichten untersucht.
Am 26./27. November 2015 fand die erste Innoform Verpackungsdrucktagung in Osnabrück statt. Druckverfahren wachsen weiter zusammen, attestiert Stefan Beilenhoff in seinem live Interview nach der Tagung. Viele Veredler nutzen schon heute mehrere Druckverfahren, um eine optimale Wirtschaftlichkeit und trotzdem identische Druckergebnisse zu erhalten.
Sowohl neue Druckfarben wie z.B. wasserbasierte Systeme oder auch PU-Druckfarben, wie Sie Dr. Hancke vorstellte, spielen dabei eine Rolle. Aber auch neue Trends wie gedruckte Elektronik werden uns Drucker mehr und mehr beschäftigen und neue Erlösquellen erschließen können, sagt Herr Rommel in seinem Vortrag und Interview.
Täglich haben Mitarbeiter aus Einkauf und Vertrieb, QS, Produktion, Entwicklung und Verpackugnstechnik mit ihr zu tun, der Spezifikation! Aber was ist eine Spezifikation genau? Wodurch unterscheidet sie sich von Datenblättern und was ist eigentlich ihre Daseinsberechtigung?
Eine Spezifikation beschreibt formalisiert ein Produkt, ein System oder eine Dienstleistung. Sie dient zur Absicherung kaufmännischer oder juristischer Belange und definiert und quantifiziert dazu Merkmale (Tolerenzwerte), um bei Übergabe das Werk oder die Dienstleistung zu prüfen. Die Spezifikation enthält in der Regel für jede spezifizierte Eigenschaft eine präzise Referenz zu der anzuwendenden Prüfmethode für das jeweilige Merkmal. Bei Einhaltung der geforderten Spezifikationsmerkmale kann dann die Bezahlung gefordert werden.
Kurz zusammengefasst: Eine Spezifikation dient der Vereinfachung der kaufmännischen und produktionstechnischen Abläufe. Sie schafft Klarheit und Sicherheit, da sie sowohl den Kundenforderungen als auch denen des Gesetzgebers entspricht und bestimmte Standards erfüllt. Sie ermöglicht eine effiziente Kommunikation. Somit generiert sie Sicherheit und beugt vielen Risiken und Fehlern vor. Außerdem dokumentiert sie die Sorgfaltspflicht und stellt einen Eignungsnachweis dar.
Die Lieferwolke: Alle müssen spezifizieren, was geliefert wird – in jeder Stufe!!!
In diesem Semiar lernen die Teilnehmer auf Basis der ausgereiften Innoform Folien-Spezifikationsvorlage, selbst Spezifikationen zuverlässig und lückenlos zu erstellen. Ein wesentlicher Bestandteil der Seminarunterlagen sind Listen der üblichen Prüfungen mit Erklärungen sowie die Spezifikationsvorlage für Folien und Beutel, die im Detail besprochen werden.
Die Teilnehmer erlernen Spezialwissen zu praxisrelevanten Prüfungen an Folienverpackungen. Mit ein wenig Statistik wird das Programm abgerundet. Spezielle Fragestellungen können gerne von den Teilnehmern eingebracht werden. Am zweiten Tag diskutieren wir Praxisbeispiele, die helfen das Erlernte für Ihr Unternehmen zur Kosten- und Fehlersenkung einzusetzen.
Die nächste Veranstaltung findet statt am 3./4. Dezember 2019 im Steigenberger Hotel Remarque in Osnabrück.