Das ist hier die Frage. Die Firma Wertpack hat sich darüber Gedanken gemacht. Hier nun der Gastartikel dazu.
Man kann Lebensmittel und andere Waren in alle möglichen Materialien verpacken – Glas, Keramik, Aluminium, verschiedene Kunststoffe oder diverse Sorten Papier. Die Verpackungen sollen nicht nur ein bloßer Behälter sein, sondern die Ware frischhalten und vor Verschmutzung und Manipulationen schützen – aber dennoch einfach zu öffnen sein. Oh, und gut aussehen sollen sie natürlich auch. Lösungsansätze dafür gibt es wie Sand am Meer. Die Packstoffe, die mengenmäßig am häufigsten eingesetzt werden, sind Papier bzw. Kartonagen und Kunststoffe. Rund ein Drittel aller in Deutschland verarbeiteten Kunststoffen werden zu Verpackungen. Aber welches Material ist das richtige?
Soviel Auswahl, so viele Einsatzzwecke
 Wie Sie sich schon denken können, lautet die Antwort: es kommt darauf an. Was soll verpackt werden und für wie lange? Geht es um Transportverpackung oder soll das Produkt in der Verpackung dem Endkunden präsentiert werden? Welche Werte sollen durch die Verpackung kommuniziert werden? Letzteres spielt sowohl im B2B- als auch im B2C-Kontakt eine Rolle und sollte nicht unterschätzt werden. Schließlich ist die Verpackung – wenn sie nicht gerade durchsichtig ist – das erste, was jemand von Ihrem Produkt sieht. Aufgrund dieser vielfältigen Verwendungszwecke haben Verpackungshändler wie etwa Wertpack in der Regel ein breites Sortiment unterschiedlichster Verpackungen in ihrem Angebot.
Wie Sie sich schon denken können, lautet die Antwort: es kommt darauf an. Was soll verpackt werden und für wie lange? Geht es um Transportverpackung oder soll das Produkt in der Verpackung dem Endkunden präsentiert werden? Welche Werte sollen durch die Verpackung kommuniziert werden? Letzteres spielt sowohl im B2B- als auch im B2C-Kontakt eine Rolle und sollte nicht unterschätzt werden. Schließlich ist die Verpackung – wenn sie nicht gerade durchsichtig ist – das erste, was jemand von Ihrem Produkt sieht. Aufgrund dieser vielfältigen Verwendungszwecke haben Verpackungshändler wie etwa Wertpack in der Regel ein breites Sortiment unterschiedlichster Verpackungen in ihrem Angebot.
Lebensmittel-Verpackungen sollen sicher und schön sein
 Selbstverständlich dürfen Verpackungsmaterialien, die in direktem Kontakt mit Lebensmitteln kommen, keine gesundheitsgefährdenden oder organoleptischen, das heißt z. B. geschmacklich erfahrbare Bestandteile, an die Lebensmittel abgeben. Die zulässigen Höchstmengen und Grenzwerte für Stoffe, die von der Verpackung in Lebensmittel übergehen dürfen, sowie die notwendigen Analyseverfahren werden in der Verordnung (EG) Nr. 1935/2004 und der Verordnung (EU) 10/2011 geregelt. Grundsätzlich gilt: je größer die Kontaktfläche zwischen Verpackung und Inhalt ist, desto mehr Stoffe können theoretisch in die Ware übergehen. Damit die Eigenschaften des Produktes die Verpackung nicht beschädigen, werden feuchtigkeitshaltige Lebensmittel i. d. R. luftdicht in Plastik oder beschichtetes Papier gepackt. Dies hilft zusätzlich dabei, die Speisen vor dem Austrocknen zu bewahren.
Selbstverständlich dürfen Verpackungsmaterialien, die in direktem Kontakt mit Lebensmitteln kommen, keine gesundheitsgefährdenden oder organoleptischen, das heißt z. B. geschmacklich erfahrbare Bestandteile, an die Lebensmittel abgeben. Die zulässigen Höchstmengen und Grenzwerte für Stoffe, die von der Verpackung in Lebensmittel übergehen dürfen, sowie die notwendigen Analyseverfahren werden in der Verordnung (EG) Nr. 1935/2004 und der Verordnung (EU) 10/2011 geregelt. Grundsätzlich gilt: je größer die Kontaktfläche zwischen Verpackung und Inhalt ist, desto mehr Stoffe können theoretisch in die Ware übergehen. Damit die Eigenschaften des Produktes die Verpackung nicht beschädigen, werden feuchtigkeitshaltige Lebensmittel i. d. R. luftdicht in Plastik oder beschichtetes Papier gepackt. Dies hilft zusätzlich dabei, die Speisen vor dem Austrocknen zu bewahren.
Warme Speisen stellen besondere Anforderungen
 Warme Speisen oder Getränke, die von Lieferservices oder an Straßenverkaufsständen verkauft werden, stellen noch einmal ganz andere Anforderungen an die Verpackung. Sie sollen nämlich möglichst lange warm und knackig bleiben, es soll nichts verschüttet werden, aber man soll sich beim Halten des Chicken Teryaki möglichst nicht die Finger verbrennen. Der entscheidende Faktor bei der Auswahl der richtigen Verpackung liegt hier in der erwarteten Zeit, die zwischen Zubereitung und Verzehr liegt. Lieferservices greifen daher häufig auf isolierende Behälter aus Styropor oder Aluminium zurück. Ein umweltfreundlicheres Image haben Verpackungen aus beschichtetem Papier, die beispielsweise in Form von Coffee To Go-Bechern oder Warmhaltebeuteln für halbe Hähnchen auftauchen – sie eignen sich aber eher für den sofortigen Verzehr der Speisen und Getränke. Wie immer muss hier zwischen Kosten und Nutzen abgewogen werden.
Warme Speisen oder Getränke, die von Lieferservices oder an Straßenverkaufsständen verkauft werden, stellen noch einmal ganz andere Anforderungen an die Verpackung. Sie sollen nämlich möglichst lange warm und knackig bleiben, es soll nichts verschüttet werden, aber man soll sich beim Halten des Chicken Teryaki möglichst nicht die Finger verbrennen. Der entscheidende Faktor bei der Auswahl der richtigen Verpackung liegt hier in der erwarteten Zeit, die zwischen Zubereitung und Verzehr liegt. Lieferservices greifen daher häufig auf isolierende Behälter aus Styropor oder Aluminium zurück. Ein umweltfreundlicheres Image haben Verpackungen aus beschichtetem Papier, die beispielsweise in Form von Coffee To Go-Bechern oder Warmhaltebeuteln für halbe Hähnchen auftauchen – sie eignen sich aber eher für den sofortigen Verzehr der Speisen und Getränke. Wie immer muss hier zwischen Kosten und Nutzen abgewogen werden.
Papier reicht oft aus, aber Kunststoff ist durchsichtig
 Trockene Lebensmittel oder Schüttgut wie beispielsweise Mehl oder Tee, werden häufig in Papier abgepackt dargeboten, was zum Schutz der Ware auch meist völlig ausreichend ist. Zur Verbesserung der Präsentation, etwa um dem potentiellen Käufer die schöne Blütenmischung des Tees oder die Farbe der Linsen zu zeigen, anstatt ein Bild oder eine Beschreibung davon auf die Papierverpackung zu drucken, wird häufig auf Verpackungen aus durchsichtigem Plastik zurückgegriffen. Sie helfen auch, einen etwaigen Befall durch Schädlinge oder sonstige Beeinträchtigungen des Produktes frühzeitig zu erkennen und schützen den Inhalt vor Feuchtigkeit von außen. Hinzu kommt natürlich der meist unschlagbare Preis von Plastikverpackungen, die sich schon allein deshalb meist gegen andere Verpackungsmaterialien durchsetzen.
Trockene Lebensmittel oder Schüttgut wie beispielsweise Mehl oder Tee, werden häufig in Papier abgepackt dargeboten, was zum Schutz der Ware auch meist völlig ausreichend ist. Zur Verbesserung der Präsentation, etwa um dem potentiellen Käufer die schöne Blütenmischung des Tees oder die Farbe der Linsen zu zeigen, anstatt ein Bild oder eine Beschreibung davon auf die Papierverpackung zu drucken, wird häufig auf Verpackungen aus durchsichtigem Plastik zurückgegriffen. Sie helfen auch, einen etwaigen Befall durch Schädlinge oder sonstige Beeinträchtigungen des Produktes frühzeitig zu erkennen und schützen den Inhalt vor Feuchtigkeit von außen. Hinzu kommt natürlich der meist unschlagbare Preis von Plastikverpackungen, die sich schon allein deshalb meist gegen andere Verpackungsmaterialien durchsetzen.
Verbraucher sehen Kunststoffe kritisch
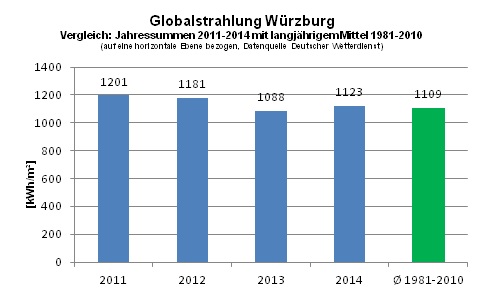
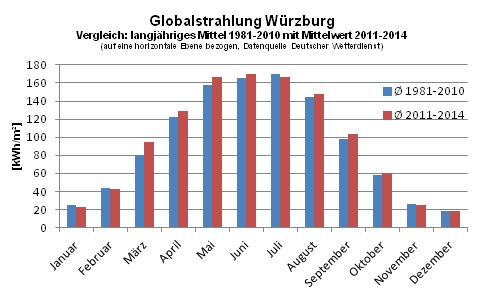
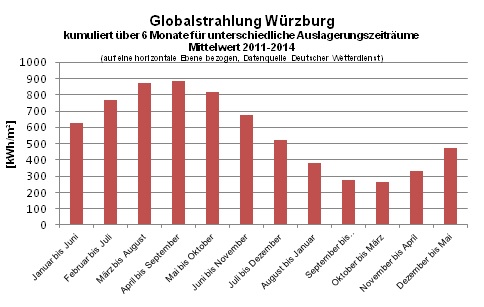
 Andererseits hegen Verbraucher in den letzten Jahren zunehmend Bedenken, beispielsweise wegen gesundheitsschädlichen Weichmachern in Plastikverpackungen oder der Verschmutzung der Umwelt durch nicht abbaubaren Verpackungsmüll. Daher möchten viele lieber auf Mehrwegverpackungen oder vermeintlich umweltfreundlichere Papierverpackungen zurückgreifen. Es gibt auch schon erste Niederlassungen von Supermärkten, die versuchen, ganz ohne Einwegverpackungen auszukommen. Zwar hat eine Tonne Papierverpackung in der Herstellung einen 3,8 mal geringeren Energieverbrauch in Herstellung, Transport und Recycling als eine Tonne Plastikverpackung, allerdings wiegt eine Verpackung aus Papier 4,5 mal mehr als eine gleich große Verpackung aus Kunststoff – was für die Papiertüte letztendlich doch eine schlechtere Energie- und CO2-Bilanz ergibt, wie eine Rechnung der Uni Würzburg veranschaulicht. Dafür schneidet Papier deutlich besser ab, wenn es um Faktoren wie Abbaubarkeit und Nachhaltigkeit der Rohstoffe geht.
Andererseits hegen Verbraucher in den letzten Jahren zunehmend Bedenken, beispielsweise wegen gesundheitsschädlichen Weichmachern in Plastikverpackungen oder der Verschmutzung der Umwelt durch nicht abbaubaren Verpackungsmüll. Daher möchten viele lieber auf Mehrwegverpackungen oder vermeintlich umweltfreundlichere Papierverpackungen zurückgreifen. Es gibt auch schon erste Niederlassungen von Supermärkten, die versuchen, ganz ohne Einwegverpackungen auszukommen. Zwar hat eine Tonne Papierverpackung in der Herstellung einen 3,8 mal geringeren Energieverbrauch in Herstellung, Transport und Recycling als eine Tonne Plastikverpackung, allerdings wiegt eine Verpackung aus Papier 4,5 mal mehr als eine gleich große Verpackung aus Kunststoff – was für die Papiertüte letztendlich doch eine schlechtere Energie- und CO2-Bilanz ergibt, wie eine Rechnung der Uni Würzburg veranschaulicht. Dafür schneidet Papier deutlich besser ab, wenn es um Faktoren wie Abbaubarkeit und Nachhaltigkeit der Rohstoffe geht.
Daher werden die Sorgen der Verbraucher von der Verpackungsindustrie ernstgenommen, die seit einiger Zeit an Alternativen zu Plastik forscht. Daraus hervorgegangen sind bereits sogenannte Biokunststoffe aus Stärke oder Milchsäure, die besser abbaubar sind als Mineralöl-basierte Kunststoffe. Hier ist das Ende der Fahnenstange aber noch lange nicht erreicht, denn die Energiebilanz dieser scheinbar umweltfreundlicheren Verpackungen ist meist nicht besonders gut, zudem sind sie in der Herstellung recht kostspielig.
Verpackungen am Point of Sale – nicht kommunizieren geht nicht
 Für die Wahl des Verpackungsmaterials spielen die Eigenschaften des verpackten Gutes allerdings meist eine geringere Rolle als die Funktion der Verpackung als Kommunikationsmittel – nämlich wenn es darum geht, die Ware im Verkaufsraum zu präsentieren. Am Point of Sale muss die Verpackung optisch ansprechend sein, dem Verbraucher durch Beschriftungen und Bilder die Wirkung und Eigenschaften des Produktes nahebringen und gleichzeitig psychologische Bedürfnisse des Kunden erfüllen. Dasselbe Produkt kann durch unterschiedlich designte Verpackungen entweder Umweltbewusstsein, Luxus oder Sparsamkeit suggerieren und so unterschiedliche Zielgruppen ansprechen – obwohl möglicherweise in allen drei Fällen Schwarztee verkauft wird. Eigenschaften – wie die Haptik der Verpackung – spielen aber ebenfalls eine wichtige Rolle für den Endkunden, die nicht zu unterschätzen ist. Der Kunde soll die Verpackung in die Hand nehmen können, sagt der Buchautor Sebastian Haupt. Die haptischen Eigenschaften der Verpackung, Textur, Gewicht und Temperatur, möglicherweise auch verlockende Geräusche, müssen die optisch dargereichte Botschaft unterstreichen und verstärken. Denn ein positives Gefühl über mehrere Sinneswahrnehmungen gleichzeitig animiert eher zum Kauf, als wenn nur ein Reiz angesprochen wird.
Für die Wahl des Verpackungsmaterials spielen die Eigenschaften des verpackten Gutes allerdings meist eine geringere Rolle als die Funktion der Verpackung als Kommunikationsmittel – nämlich wenn es darum geht, die Ware im Verkaufsraum zu präsentieren. Am Point of Sale muss die Verpackung optisch ansprechend sein, dem Verbraucher durch Beschriftungen und Bilder die Wirkung und Eigenschaften des Produktes nahebringen und gleichzeitig psychologische Bedürfnisse des Kunden erfüllen. Dasselbe Produkt kann durch unterschiedlich designte Verpackungen entweder Umweltbewusstsein, Luxus oder Sparsamkeit suggerieren und so unterschiedliche Zielgruppen ansprechen – obwohl möglicherweise in allen drei Fällen Schwarztee verkauft wird. Eigenschaften – wie die Haptik der Verpackung – spielen aber ebenfalls eine wichtige Rolle für den Endkunden, die nicht zu unterschätzen ist. Der Kunde soll die Verpackung in die Hand nehmen können, sagt der Buchautor Sebastian Haupt. Die haptischen Eigenschaften der Verpackung, Textur, Gewicht und Temperatur, möglicherweise auch verlockende Geräusche, müssen die optisch dargereichte Botschaft unterstreichen und verstärken. Denn ein positives Gefühl über mehrere Sinneswahrnehmungen gleichzeitig animiert eher zum Kauf, als wenn nur ein Reiz angesprochen wird.
Das Verpackungsmaterial verrät viel über den Wert der Ware
 Auch hier spielt die Wahl des Verpackungsmaterials also eine wichtige Rolle, um den Kunden zum Anfassen zu animieren – denn was man einmal in der Hand hat, legt man so schnell nicht wieder weg. Je nachdem, was verkauft werden soll – und damit ist nicht nur das Produkt, sondern auch der damit verbundene Wert gemeint – wirkt ein dickes Papier hochwertig und edel, eine starke, durchsichtige Plastikverpackung bringt aber vielleicht teure Technologie- oder Spielzeugartikel besser zur Geltung und eine dünne Plastikfolie suggeriert Verfügbarkeit und Preiswertigkeit; die dünne braune Papiertüte jedoch Umweltbewusstsein und Nachhaltigkeit – völlig unabhängig davon, wie gut die Ökobilanz nun tatsächlich ist.
Auch hier spielt die Wahl des Verpackungsmaterials also eine wichtige Rolle, um den Kunden zum Anfassen zu animieren – denn was man einmal in der Hand hat, legt man so schnell nicht wieder weg. Je nachdem, was verkauft werden soll – und damit ist nicht nur das Produkt, sondern auch der damit verbundene Wert gemeint – wirkt ein dickes Papier hochwertig und edel, eine starke, durchsichtige Plastikverpackung bringt aber vielleicht teure Technologie- oder Spielzeugartikel besser zur Geltung und eine dünne Plastikfolie suggeriert Verfügbarkeit und Preiswertigkeit; die dünne braune Papiertüte jedoch Umweltbewusstsein und Nachhaltigkeit – völlig unabhängig davon, wie gut die Ökobilanz nun tatsächlich ist.
Versandverpackungen sollen schützen
 Versandverpackungen sollen natürlich eines sein: stabil. Wenn sie dann noch in der richtigen Größe sind und einen angemessenen Preis haben, kann es ab zur Post gehen. Da hier weniger Wert auf optische Reize gelegt wird, wird in der Regel zum braunen Papp-Karton gegriffen. Die optisch ansprechende, eigentliche Produktverpackung findet sich erst im inneren des Kartons. Das ist in Ordnung, nichts anderes ist der Kunde in der Regel gewohnt. Dennoch kann man sich gerade hier ein Alleinstellungsmerkmal sichern. Ein Online-Versandhandel, der beispielsweise teuren Schmuck an Privatkunden ausliefert, kann sich durch eine ansprechende Versandverpackung, die besonders edel ist und die Hochwertigkeit des Inhaltes unterstreicht, von seinen Konkurrenten abheben. Unternehmen, deren USP beispielsweise im Bereich Nachhaltigkeit liegt, könnten bereits benutzte Verpackungen „recyceln“ und als Versandverpackungen an ihre ökologisch bewussten Endkunden schicken. Auch im B2B-Bereich sollte der erste Eindruck nicht unterschätzt werden. Hier liegt der Fokus aber eher auf Pragmatismus, Kostenbewusstsein und Sorgfalt, mit der verpackt ist.
Versandverpackungen sollen natürlich eines sein: stabil. Wenn sie dann noch in der richtigen Größe sind und einen angemessenen Preis haben, kann es ab zur Post gehen. Da hier weniger Wert auf optische Reize gelegt wird, wird in der Regel zum braunen Papp-Karton gegriffen. Die optisch ansprechende, eigentliche Produktverpackung findet sich erst im inneren des Kartons. Das ist in Ordnung, nichts anderes ist der Kunde in der Regel gewohnt. Dennoch kann man sich gerade hier ein Alleinstellungsmerkmal sichern. Ein Online-Versandhandel, der beispielsweise teuren Schmuck an Privatkunden ausliefert, kann sich durch eine ansprechende Versandverpackung, die besonders edel ist und die Hochwertigkeit des Inhaltes unterstreicht, von seinen Konkurrenten abheben. Unternehmen, deren USP beispielsweise im Bereich Nachhaltigkeit liegt, könnten bereits benutzte Verpackungen „recyceln“ und als Versandverpackungen an ihre ökologisch bewussten Endkunden schicken. Auch im B2B-Bereich sollte der erste Eindruck nicht unterschätzt werden. Hier liegt der Fokus aber eher auf Pragmatismus, Kostenbewusstsein und Sorgfalt, mit der verpackt ist.
Fazit: Ein Buch kann man sehr wohl am Einband beurteilen
 Man sieht also – eine Produktverpackung ist viel mehr als nur ein Behältnis und verrät viel über Absichten und Ideale des Herstellers und des Käufers. Je nach Verwendungszweck sollte man sich also genau überlegen, welches Material das richtige ist, um nicht nur die Ware sicher zu verpacken, sondern auch die damit transportierten Werte.
Man sieht also – eine Produktverpackung ist viel mehr als nur ein Behältnis und verrät viel über Absichten und Ideale des Herstellers und des Käufers. Je nach Verwendungszweck sollte man sich also genau überlegen, welches Material das richtige ist, um nicht nur die Ware sicher zu verpacken, sondern auch die damit transportierten Werte.