Die Sperrwirkung einer Folie ist eine der wichtigsten Eigenschaften bei Verpackungen. Wir prüfen nicht nur auf Dichtigkeit insgesamt, sondern auch hinsichtlich spezieller Gase wie Sauerstoff, Wasserdampf oder auch CO2, N2 oder Luft.
Mit dem Vortrag “Mehr Produktsicherheit durch perfekten Folieneinsatz” wird Karsten Schröder von Innoform einige typische Fehlerbilder bei Folienverpackungen darstellen, Abhilfemaßnahmen vorschlagen und gelungene Verpackungen zeigen. Der Vortrag beleuchtet typische Fehler im Produktionsprozess, die zu Produktverderb führen können.
Im zweiten Teil werden gelungene Verpackungsbeispiele gezeigt, die zu einer reibungslosen Verarbeitung und optimalen Produktsicherheit führen. Der Fokus liegt auf Folienwissen und Tipps für den Praktiker. Wie es für Innoform mit seinen Impuls-Vorträgen üblich ist, setzt Karsten Schröder das Ganze noch in einen gesamtwirtschaftlichen und gesellschaftlichen Kontext.
Sollten Sie Interesse an dem Gesamtthema “Verpacken und Verpackungstechnik” haben, sind Sie herzlich zu GEA Verpackungstechnik nach Wallau eingeladen.
Das Tagungsprogramm finden Sie hier »Jetzt online anmelden! »Oder per Fax/E-Mail mit diesem Formular anmelden »
Heike Schwertke hat eine Checkliste zur Erstellung von Konformitätsarbeit zur Verfügung gestellt. Hier finden Sie den Link zum Download. Die vollständige Beschreibung lautet: Checkliste für die Erstellung und Bewertung von Konformitätserklärungen von Zwischenmaterialien aus Kunststoff und fertigen Materialien und Gegenständen.
Andreas Kollenda (Dipl.- Ing. FH) studierte Maschinenbau und Kunststofftechnik an der FH Bielefeld. Seit 1985 ist er bei namhaften Unternehmen des Kunststoff-Maschinenbaus (u. a. Barmag AG, KKA, Brückner Maschinenbau, Engel) in den Bereichen Vertrieb und Marketing tätig, davon insgesamt 14 Jahre in Asien.
In den mehr als 30 Jahren Tätigkeit in der Kunststoffwelt sammelte er Erfahrungen in den Bereichen:
. Folienextrusion (Blas-, Flachfolie, biaxial verstreckte Folien, Folienbändchen)
. Folienveredelung (Beschichten, Drucken, Prägen, Kaschieren)
. Chemiefaserextrusion und Texturierung
. Spritzgießen
. Marketing, Marketing Services
. Aufbau von Vertriebsorganisationen, Beteiligungscontrolling, JV Gründung
Seit Mitte 2015 ist er als Vertriebsleiter bei Kuhne Anlagenbau tätig. Kuhne Anlagenbau ist einer der führenden Anbieter von Hochleistungsblasfolienanlagen: konventionelle Anlagen, wassergekühlte Anlagen sowie Triple Bubble Anlagen zur Herstellung von biaxial verstreckten Barrierefolien.
Sie referieren über “Moderne Anlagentechnik zur Herstellung von dünnen Multilayer-Barrierefolien”. Was bewegt Sie besonders in diesem Zusammenhang?
Die Möglichkeit, mit Hilfe der Triple Bubble Technologie, einer simultanen, biaxialen Verstrecktechnologie, die unterschiedlichsten Materialien (Polyolefine, PA, PET, EVOH, Haftvermittler) zu coextrudieren und zu verstrecken, um damit maßgeschneiderte Hochbarrierefolien herzustellen. Eine komplexe, herausfordernde Technologie mit einem großen Zukunftspotential.
Sie beschreiben eine neue Anlagentechnik in Ihrem Vortrag. Welche besonderen Eigenschaften erzielen Sie damit in den Folienverpackungen?
Durch die simultane, biaxiale Verstreckung lassen sich die mechanischen, Barriere- und optischen Eigenschaften deutlich verbessern. Dieses erlaubt ein Downgauging der Foliendicke, was wiederum Materialeinsparungen bis zu 70% und entsprechende Kostenvorteile erbringt.
Barriereverpackungen bieten einen Schutz vor unerwünschter Kontamination der verpackten Lebensmittel. Das ist ein Beitrag zum Wohlstand und ermöglicht flächendeckende Versorgung mit Lebensmitteln. Trotzdem stehen immer mehr Verbraucher Plastikverpackungen kritisch gegenüber und verpackungsfreie Supermärkte schießen wie Pilze aus dem Boden. Wie sehen Sie diesen Trend hinsichtlich Ihres Vortrages?
Es fehlt an einer objektiven Informationspolitik, die das Thema Lebensmittelverpackung ganzheitlich betrachtet und nicht nur das Ende der Verpackungskette (sprich den Verpackungsmüll). Wüsste der Verbraucher, warum ein Produkt in einer bestimmten Art und Weise verpackt wird und was die Konsequenz einer „schlechteren“ Verpackung wäre, ergäbe sich eine deutlich höhere Akzeptanz von Kunststoffverpackungen. Natürlich muss die Lebensmittelindustrie sich fragen, ob eine doppelte oder dreifache Umverpackung nötig ist.
Für den Weg eines schnell verderblichen Produkts vom Erzeuger bis zum Point of Sale gibt es keine Alternative zu einer modernen Barrierverpackung. Trotzdem verderben selbst in der hochentwickelten EU jährlich noch ca. 12 Mio. Tonnen an Fleischwaren im Wert von 33 Mrd. € auf dem Weg vom Erzeuger zum Verbraucher aufgrund inadäquater Verpackung (Quelle: Rabobank).
Der verpackungsfreie Supermarkt ist zwar hip, aber keine Alternative für die Versorgung in der Breite. Online shopping im Lebensmittelbereich ist ein Megatrend – und dort braucht es optimale und mehr Verpackung, aufgrund der demographischen Entwicklung hin zu mehr Kleinhaushalten.
Wo sehen Sie für Packmittelhersteller – insbesondere solche, die hochwertige Barrierematerialien produzieren – besonderen Handlungsbedarf, damit Verpackungen beim Endverbraucher mehr Akzeptanz erfahren?
Hier bedarf es Aufklärung und einer umfassenden Informationspolitik. Allen voran die Produkthersteller/Brand owner, dann die Packmittelhersteller sowie die Verbände und Medien sollten ggf. durch Kampagnen die Verbraucher über Barrierefolien und ihre Vorteile informieren. Erst wenn der Verbraucher weiß, warum seine Wurst und sein Käse wochenlang haltbar sind, wird die Diskussion über das „schlechte Plastik“ versachlicht.
Unterverpackungen können bis hin zu Rechtsstreitigkeiten führen, Überverpackungen verursachen unnötige Kosten und Ressourcenverschwendung. Welche Voraussetzungen muss der Packmittelhersteller erfüllen, um ein gesundes Mittelmaß zu finden?
Der Lebensmittelproduzent/Verpacker sollte für sein Produkt eine optimierte Verpackung hinsichtlich Schutz, Haltbarkeit, Materialeinsatz und Kosten zusammen mit dem Packmittelhersteller designen unter Berücksichtigung modernster Technologien, wie z. B. der Triple Bubble Technologie. Danach stellt sich die Frage, ob eine doppelte oder dreifache Umverpackung nötig ist. Die Kreativität der Verpackungsdesigner und Marketingstrategen ist hier gleichermaßen gefragt.
Welchen Beitrag leisten aus Ihrer Sicht Hochbarriereverpackungen zur Nachhaltigkeit?
Die Barriere verlängert die Haltbarkeit des Produkts signifikant und verringert somit Verluste durch frühzeitiges Verderben. Das Verstrecken ermöglicht die Herstellung dünnerer Folien mit höherer Barrierewirkung. Dadurch lassen sich Rohmaterialien einsparen und Kosten erheblich reduzieren – Nachhaltigkeit durch längere Haltbarkeit, dünnere Folien und Reduzierung des Ressourcenverbrauchs.
Bei welchen Verpackungen wird es Ihrer Meinung nach mit der Barriere übertrieben und warum?
Das Fraunhofer Institut hat in ihren Studien die Barriereanforderungen unterschiedlicher Produkte analysiert und aufgezeigt, was wirklich erforderlich ist.
Bei einigen Anwendungen übererfüllen Aluminium laminierte Barrierefolien die Anforderungen.
Auch ist zu beobachten, dass es in verschiedenen Ländern an einer wissenschaftlichen, analytischen Herangehensweise fehlt, die Verpackung an die echten Anforderungen des Produkts anzupassen; man findet viele überdimensionierte, laminierte Folienstrukturen.
Wo sehen Sie in naher Zukunft bahnbrechende Innovationen im Verpackungsbereich insgesamt und bezogen auf Barriere im Speziellen?
Im Bereich der laminierten Barrierefolienverbunde lässt sich ein Trend hin zu co-extrudierten, verstreckten Folien erkennen.
Dieses Produktsegment bietet große Zukunftschancen. Die Vorteile liegen auf der Hand. Herstellung der Folie in einem Arbeitsschritt, gleiche oder bessere Eigenschaften bei signifikant geringeren Foliendicken und Kosten.
Auch hier: Nachhaltigkeit durch dünnere Folien und geringeren Ressourcenverbrauch.
Auch die Maschinentechnologie aus dem Hause Kuhne trägt diesem Trend Rechnung in der Entwicklung breiterer, leistungsfähigerer Anlagen.
Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben?
Auch privat sind es eher technische Themen, die mich begeistern, wie z. B. ein englischer Oldtimer und ein Altherren-Motorrad amerikanischer Bauart.
Die meisten Lebensmittel werden mit guten Barrierematerialien verpackt. Das ist gut so, sagen die einen. Das muss nicht sein, sagen die anderen. Schon seit Jahren geht es nicht mehr nur darum, eine möglichst gute Barriere zu garantieren, sondern diese an die Anforderungen anzupassen. Das geschah aus ökonomischen Überlegungen heraus. Nun kommt der Aspekt der Nachhaltigkeit und zunehmend der Rezyklierbarkeit hinzu. Was heißt das konkret für Barrierefolien und Verpackungen mit Barrieren insgesamt? Welche Neuerungen gibt es, um z. B. migrierende Substanzen aus Regranulaten oder Umverpackungen vom Produkt fernzuhalten?
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
Eine Möglichkeit, Lebensmittel haltbarer zu machen, ist das Entkeimen unter bestimmten Temperatur-/Zeit-Kombinationen
(siehe auch https://de.wikipedia.org/wiki/Sterilisation). Dazu gehören Pasteurisations- und Sterilisationsprozesse, die zwar eine Verlängerung des Mindesthaltbarkeitsdatums bewirken, jedoch auch gleichzeitig eine enorme Belastung für das Verpackungsmaterial durch die Temperatur- und Feuchtebehandlung bedeuten. Die Hauptfunktion der Verpackung besteht darin, das Produkt zu schützen. Daher muss sichergestellt sein, dass das Material für diese Prozesse auch geeignet ist.
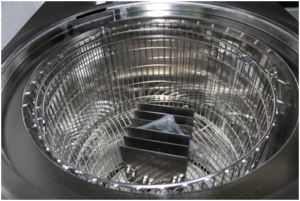
In der industriellen Fertigung werden Autoklaven eingesetzt, um die Lebensmittel zu sterilisieren. Es handelt sich dabei um einen Behälter, der gasdicht verschlossen werden kann, um Stoffe, z. B. Lebensmittel, im Überdruckbereich thermisch zu behandeln (siehe auch Wikipedia: https://de.wikipedia.org/wiki/Autoklav).
Abbildung 1: Industrie-Autoklaven
Da Erprobungstests in den groß-industriellen Anlagen aufwendig und somit kostenintensiv sind, können grundsätzlich die Materialeigenschaften zunächst auch im Labormaßstab untersucht werden. Der Innoform Testservice nutzt dafür einen Autoklaven, der analog zu den groß-industriellen Anlagen mit Heißwasser- bzw. Kühlwasserberieselung arbeitet, und bei dem der Gegendruck gesteuert werden kann, damit eventuelle Gaspolster in der zu sterilisierenden Packung nicht zum Platzen führen.
Die Temperaturprogramme können frei definiert werden, so dass alle in der Praxis gängigen Programme der Pasteurisation und Sterilisation auch im Labor durchgeführt werden können.
Abbildung 2: vertikaler Labor-AutoklavAbbildung 3: Musterbeutel in Labor-Autoklaven
Folgende Materialeigenschaften werden häufig im Vergleich zu den Ausgangseigenschaften vor Sterilisation untersucht, da sie als kritisch für die Praxis zu bewerten sind:
Dimensionsstabilität/Optik
Verbundhaftung zwischen den einzelnen Materialschichten
Siegelnahtfestigkeit
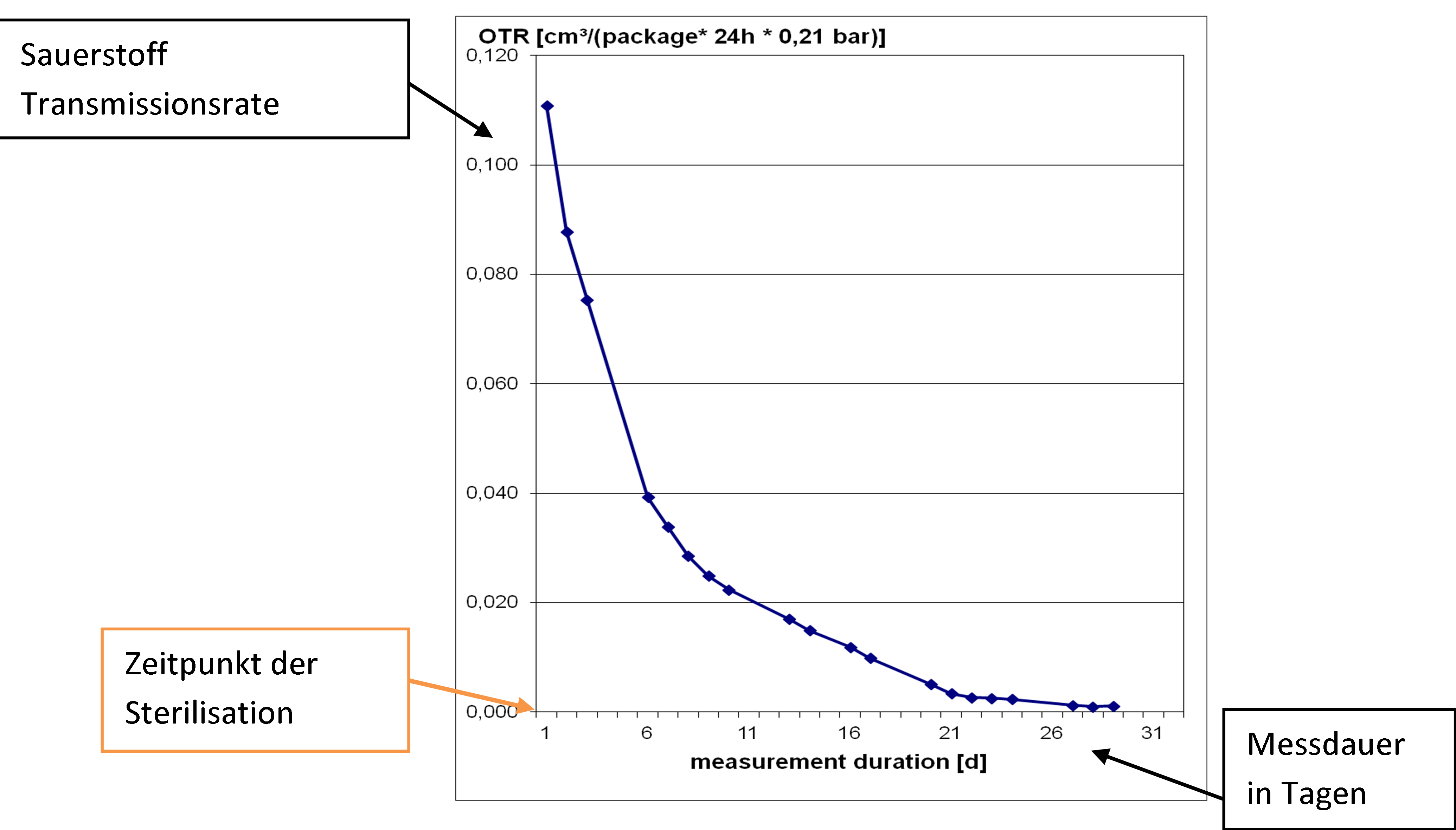
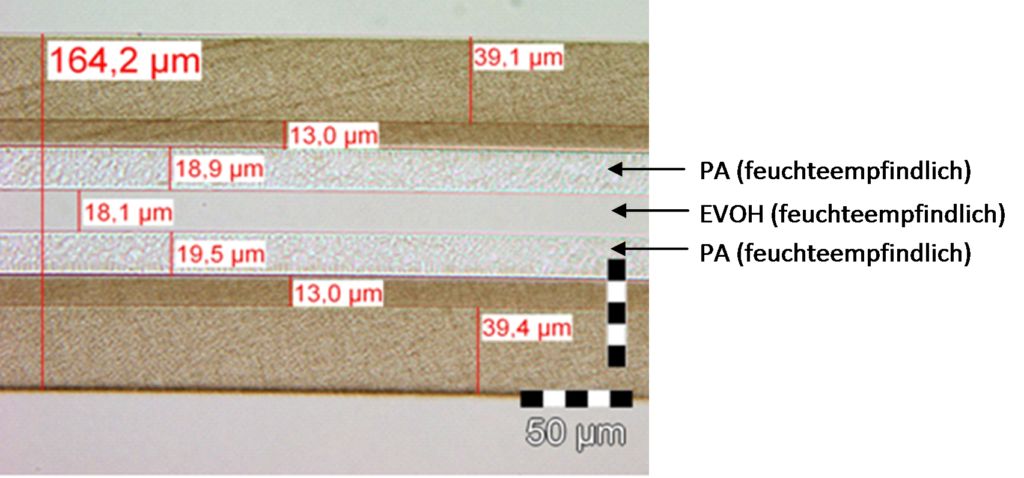
Sauerstoffbarriere: Beim Einsatz von feuchtigkeitsabhängigen Werkstoffen,
wie z. B. EVOH und PA, sinkt die Gas-Barrierewirkung des Materials durch den Sterilisationsprozess häufig. Wie stark der Einfluss ist bzw. wie lange es dauert, bis das Material sich davon „erholt“, kann durch eine Abklingkurve gemessen werden, indem die Permeationsmessung unmittelbar nach der Sterilisation gestartet wird.
Abbildung 4: Abklingkurve der Sauerstoffdurchlässigkeit nach SterilisationAbbildung 5: Sauerstoffbarriere-Material mit coextrudierten Schichten aus EVOH und PAUntersuchung des Einflusses auf die lebensmittelrechtliche Eignung durch Autoklavierung
Der Übergang von Substanzen aus Verpackungsmaterialien auf ein Lebensmittel ist von vielen Parametern abhängig. Neben z. B. der Löslichkeit der Substanzen, dem pH-Wert und den Diffusionseigenschaften der verwendeten Materialien spielt die Temperatur eine entscheidende Rolle. Eine Temperaturerhöhung führt zur Zunahme der Reaktionsgeschwindigkeit. Als Faustregel geht man bei einer Temperaturerhöhung um 10° C (exakter10 K) von 10 K einer Verdopplung der Reaktionsgeschwindigkeit aus (Arrhenius-Regel). Daher kann es für Sterilisationsanwendungen sehr wichtig sein, die Migration bei erhöhten Temperaturen zu messen.
Für die Herstellung von Kaschierklebern auf Polyurethan-Basis werden Isocyanate als Ausgangssubstanzen verwendet. Beim Erwärmen der daraus hergestellten Verbundfolien kann der Kleber durch Hydrolyse zurückspalten, und es können sich primäre aromatische Amine bilden, obwohl der Kleber zuvor ausgehärtet war und mit Standardtests (z. B. 2 h/70° C) Aminfreiheit bestätigt werden konnte. Einige Vertreter der Substanzgruppe der primären aromatischen Amine (paA) sind bekanntlich krebserzeugend; daher ist die Auswahl der richtigen Klebstoffe für Sterilisationsanwendungen essentiell, wie auch die Überprüfung der Klebstoffe unter realistischen Temperaturbedingungen.
Für Sterilisationsverfahren wurde beobachtet, dass die Ersatzbedingungen von 4 h bei Rückflusstemperatur geringere Amin-Migrationswerte als eine Sterilisation von 30 min bei 121° C ergeben können. Die Eignung eines Kaschierklebers kann nur durch eine Prüfung auf paA-Migration nach Sterilisation im Autoklaven und Einhaltung der Grenzwerte unter diesen Praxisbedingungen sichergestellt werden.
Damit Sie Ihre Produkte nicht in großen Industrieanlagen prüfen müssen, betreiben wir seit einiger Zeit einen modernen Laborautoklaven mit aktueller Steuerungs- und Kühltechnik, so dass wir industrielle Sterilisationsprozesse schnell und kostengünstig simulieren können.
Bei Interesse sprechen Sie uns gern an:
Innoform Testservice GmbH
Matthias Bösel
Industriehof 3
26133 Oldenburg
Tel.: +49 441 94986-0
Fax: +49 441 94986-29
www.innoform-testservice.de
E-Mail: matthias.boesel@innoform.de
Schon ein zweistündiges Warmhalten von Lebensmitteln in unbeschichteten Alumuniummenüschalen setzt hohe Mengen an Aluminiumionen frei: Das Bundesinstitut für Risikobewertung (BFR) hat die Prüflebensmittel Sauerkrautsaft, Appfelmus (verdünnt) und passierte Tomaten den Bedingungen des Cook & Chill-Verfahrens mit den Prozessschritten Heißabfüllung, Schnellabkühlen, Kühllagern und Wiedererhitzen sowie der sich anschließenden Warmhaltephase ausgesetzt und den Übergang von Aluminiumionen analysiert.
Die orientierenden Ergebnisse zeigen trotz der begrenzten Zahl der untersuchten Proben, dass bereits ein zweistündiges Warmhalten von Lebensmitteln in unbeschichteten Aluminiummenüschalen wesentlich zur Erhöhung der Gesamtexposition der Verbraucher gegenüber Aluminium beitragen kann.
Auf Grundlage von Marktanalysen und Ernährungsstudien in Europa gibt die Europäische Behörde für Lebensmittelsicherheit (EFSA) die Gesamtexpositionen gegenüber Aluminium aus Lebensmitteln für (60 kg schwere) Erwachsene mit 0,2 bis 1,5 mg/kg Körpergewicht pro Woche und für Kinder und Jugendliche
(97.5tes Perzentil) mit 0,7 bis 2,3 mg/kg Körpergewicht pro Woche an (EFSA, 2008).
Nach einer Abschätzung der EFSA aus dem Jahr 2008 wird die tolerierbare wöchentliche Aufnahmemenge (tolerable weekly intake, TWI) von 1 Milligramm (mg) Aluminium je Kilogramm Körpergewicht wahrscheinlich bei einem Teil der Bevölkerung allein über Lebensmittel ausgeschöpft.
Die vom BfR gemessenen Aluminiumübergänge aus den unbeschichteten Aluminiummenüschalen liegen teilweise um ein Vielfaches über diesem Freisetzungsgrenzwert: Empfindliche Verbrauchergruppen wie Kleinkinder oder Senioren verzehren unter Umständen täglich Speisen, die mit dem Cook & Chill-Verfahren zubereitet werden.
Die Gesamtexposition gegenüber Aluminium sollte daher verringert werden. Zur Begrenzung der Aluminiumaufnahme aus metallischen Materialien für den Lebensmittelkontakt hat ein Expertenkomitee des Europarates auf der Basis des technisch Machbaren einen Freisetzungsgrenzwert von 5 mg Aluminium pro Kilogramm Lebensmittel festgelegt.
Die vollständige Stellungnahme des BfR vom 29. Mai 2017 finden Sie hier.
Am 07.03.2017 hat das Bundesministerium für Ernährung und Landwirtschaft einen neuen Entwurf zur Mineralölverordnung veröffentlicht.
In Zukunft soll es nur eine Begrenzung für MOAH (C16-C35) für Lebensmittelbedarfsgegenstände aus Papier, Pappe oder Karton geben, die unter Verwendung von Altpapier hergestellt werden. Danach dürfen keine aromatischen Mineralölkohlenwasserstoffe auf Lebensmittel mit einer Nachweisgrenze von 0,5 mg/kg Lebensmittel übergehen.
Den neuen Entwurf finden Sie hier.
Für die VERORDNUNG (EU) Nr. 10/2011 DER KOMMISSION vom 14. Januar 2011 über Materialien und Gegenstände aus Kunststoff, die dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen, ist am 28.04.2017 die
7. Änderungsverordnung zur Verordnung (EU) Nr. 10/2011 veröffentlicht worden. Die Verordnung tritt am 19. Mai 2017 mit einer Übergangsfrist bis zum 19.05.2018 in Kraft.
Folgende Änderungen sind enthalten:
Stoffliste wurde ergänzt bzw. angepasst
Der Hinweis zur Konformitätsprüfung mit einer Restgehaltsbestimmung wurde bei einigen Stoffen herausgenommen, da nun Methoden für die Bestimmung der spezifischen Migration vorliegen
Nickel wurde als Metall in den Anhang II mit einem Grenzwert von 0,02 mg/kg Lebensmittel aufgenommen (Übergangsfrist bis 19.05.2019)
Im Anhang III (Lebensmittelsimulanzien) wurde eine Tabelle ergänzt, aus der deutlicher abgeleitet werden kann, welche Simulanzkombinationen für verschiedene Lebensmittelkombinationen repräsentativ sind
Im Anhang IV (Konformitätserklärung) wurde ergänzt, dass beim Oberflächen-/Volumenverhältnis das höchste Verhältnis der mit Lebensmittel in Berührung kommenden Fläche zum Volumen, anhand dessen die Konformität festgestellt wurde, oder gleichwertige Informationen angegeben werden
Wer haftet eigentlich bei Fehlern in der der Konformitätsarbeit und inwieweit sind Haftungsrisiken im Rahmen der Betriebshaftpflicht versichert? Mit diesem Thema hat sich Herr Dr. Martin Wesch in diesem Blogeintrag beschäftigt.
Welche Risiken aus der unternehmerischen Tätigkeit typischerweise von einer Betriebshaftpflichtversicherung abgedeckt UND ausgeschlossen werden und wie die sachkundige Person sich wenigstens teilweise gegen die Inanspruchnahme finanzieller Schäden absichern kann, darum geht es in dem weiterführenden Fachartikel Versicherung und Haftungsprivileg der Sachkundigen Person von Dr. Martin Wesch, Fachanwalt für Medizinrecht und Arbeitsrecht.
Dem allgemeinen Irrglauben, dass die Versicherer sich bei Vorsatz oder grober Fahrlässigkeit von ihrer Haftung freizeichnen können, steht geltendes Recht (Artikel und Link Änderungen des Haftungsrechts)entgegen.
Dr. Martin Wesch, Kanzlei WESCH & BUCHENROT, Stuttgart referiert auf der Tagung Lebensmittelrecht und Verpackungen in Europa (D, A, CH) – Konformität sicherstellen am 20./21. Juni in Osnabrück darüber, welches Haftungsrisiko Mitarbeiter, Führungspersonal und Geschäftsführung selbst tragen.
Sie suchen Grenzwerte für spezifische Migration in Verpackungsmaterialien oder anderen Bedarfsgegenständen? Dann schauen Sie doch einmal auf der neuen Innoform-Website nach. Mit nur wenigen Klicks können Sie kostenlos amtliche Grenzwerte nachschlagen. Einfach CAS-Nr. oder chemische Bezeichnungen eingeben oder alphabetisch suchen und finden.
http://innoform-testservice.de/de/sml-substanzen



 Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
Zunehmend geraten Verpackungen in den Fokus der Medien und Verbraucher. Das ist nicht gerade nachhaltig, und nicht umsonst fragen sich mehr und mehr Verbraucher, warum eine Gurke in Folie eingepackt sein muss. Manchmal wird es mit der Verpackung eben übertrieben. Selten ist das bei Barriereverpackungen der Fall. Diese dienen dem Produktschutz – nach wie vor der wichtigsten Aufgabe einer Verpackung.
Referenten der Kooperationsveranstaltung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 liefern Argumente für Verpackung und für Nachhaltigkeit gleichermaßen.
 Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
Welche Barriere eignet sich jetzt für welche Füllgüter? Was kann Papier mit Barriere heute leisten und wie funktionieren Barriereschichten für Monomaterialien zur besseren Rezyklierbarkeit? Diesen und anderen Fragen stellen sich namhafte Experten auf der Tagung Barriere-Verbundfolien – nachhaltig und effizient am 13./14. September 2017 in Würzburg.
 Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de
Die Referenten beleuchten etablierte und optimierte Lösungen ebenso wie Neuentwicklungen im Bereich der perfekten – sprich angepassten – Barriere und den Nutzen von Hochbarriereverpackungen in Relation zur verlängerten Haltbarkeit. Neuigkeiten und Entwicklungen der Sperrschichtfolien der letzten zwei Jahre werden unter die Lupe genommen. Neben hochwertigen Vorträgen profitieren Teilnehmer von vielen Kontaktmöglichkeiten und fachlichem Austausch mit Branchenteilnehmern entlang der Lieferkette.
Im Vorfeld der Tagung haben wir die Referenten um ein Interview gebeten, das wir in unserem Blog veröffentlichen werden. Schauen Sie also regelmäßig vorbei und erhalten Sie schon jetzt einen Eindruck von den Inhalten der Tagung.
Kontakt:
Innoform Coaching GbR
Stüvestraße 25
49205 Hasbergen
Tel.: +49 (0)5405 80767-0
E-Mail: coaching@innoform.de
www.innoform-coaching.de