Teil 1: Überblick für Lebensmittel und Bedarfsgegenstände
Einleitung
Papierbasierte Verpackungen gelten oft als umweltfreundliche Alternative zu reinem Kunststoff. In den letzten Jahren ist im EU-Raum ein Trend hin zu mehr faserbasierten Verpackungen für Lebensmittel und Alltagsartikel zu beobachen. Doch der Schein trügt mitunter: Viele dieser Papier- und Kartonverpackungen enthalten Kunststoffanteile, etwa in Form dünner Beschichtungen oder Folien, um bestimmte Funktionen zu erfüllen. Tatsächlich kommen Kunststoffe in den meisten lebensmittelbezogenen Papierverpackungen zum Einsatz, was dazu führt, dass nominell „plastikfreie“ oder „kompostierbare“ Verpackungen oft eben doch Kunststoff enthalten. Dieser einleitende Beitrag beleuchtet typische Gründe für solche Kunststoffschichten, gängige Kunststofftypen und deren Funktionen, erste regulatorische Aspekte im EU-Kontext sowie Umweltaspekte (Recycling, Mikroplastik, Kompostierbarkeit). Er bildet den Auftakt einer Reihe von Blogbeiträgen und soll einen grundlegenden Überblick vermitteln.
Gründe für Kunststoffanteile in Papierverpackungen
Papier alleine bietet nicht alle Eigenschaften, die für den Schutz und die Haltbarkeit verpackter Waren erforderlich sind. Ohne eine chemische oder kunststoffbasierte Beschichtung kann Papier/Karton viele Verpackungsfunktionen – insbesondere im direkten Lebensmittelkontakt – nicht erfüllen. Aus diesem Grund wird Papier oft mit einer dünnen Kunststoffschicht versehen, die als Funktionsbarriere dient. Typische Gründe für den Einsatz von Kunststoffanteilen sind:
- Feuchtigkeits- und Flüssigkeitsschutz: Papier ist von Natur aus durchlässig für Wasser und Wasserdampf. Eine Kunststoffbeschichtung macht die Verpackung hingegen widerstandsfähig gegen Wasser, Feuchtigkeit und Flüssigkeiten, sodass z.B. kein Wasser oder Wasserdampf durchdringen kann. Dies verhindert, dass das Papier aufweicht oder durchfeuchtet – etwa bei Tiefkühlkost-Verpackungen oder Bechern für Heißgetränke.
- Fett- und Ölbarriere: Lebensmittel mit hohem Fettgehalt (Fast Food, Backwaren, Snacks) erfordern eine fettabweisende Innenbeschichtung. Kunststoffschichten verhindern das Durchfetten der Verpackung. Ohne diese Barriere würden Öle und Fette das Papier durchdringen und es durchweichen oder unansehnlich machen.
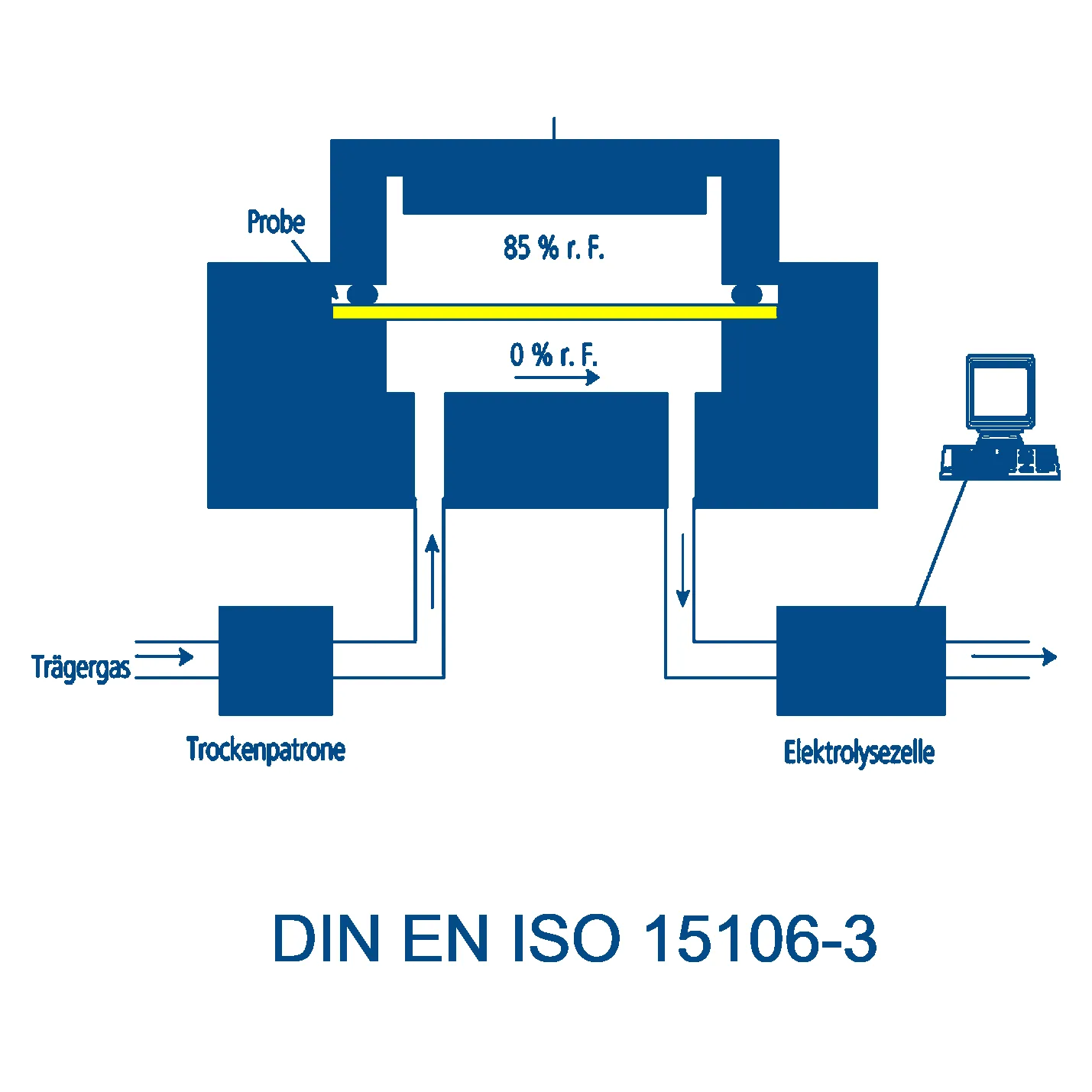
- Gas- und Aromaschutz: Viele Lebensmittel müssen vor Sauerstoff, Kohlendioxid oder anderen Gasen geschützt werden, um eine lange Haltbarkeit zu gewährleisten. Papier ist gasdurchlässig; daher wird häufig ein Kunststoff mit sehr geringer Permeabilität eingebracht. Zum Beispiel bieten spezielle Polymere einen nahezu dichten Sauerstoff- und Aromaschutz, sodass das Aroma von Kaffee in einer papierbasierten Kaffeeverpackung erhalten bleibt und keine Luft von außen eindringt.
- Hygiene und Produktsicherheit: Eine durchgängige Kunststoffschicht auf der Innenseite kann als sichere Kontaktfläche zum Lebensmittel dienen. Sie verhindert, dass Fasern oder Partikel des Papiers ins Lebensmittel gelangen, und kann so die sensorische Neutralität (kein Fremdgeruch oder -geschmack) gewährleisten. Zudem können solche Schichten als funktionelle Barriere wirken, die den Übergang unerwünschter Stoffe (z.B. Druckfarben aus dem Papier) ins Lebensmittel verringern.
- Siegelfähigkeit (Versiegelung): Viele Verpackungen – Beutel, beschichtete Papierfolien, To-Go-Becherdeckel etc. – müssen thermisch versiegelt werden, um dicht zu schließen. Reines Papier lässt sich nicht einfach verschweißen. Die Kunststoffkomponente hingegen ist schweißbar, d.h. sie schmilzt bei Wärme und ermöglicht so stabile Siegelnähte. Ohne Kunststoffanteil könnten z.B. Kaffeebecher nicht mit Deckeln dicht verschlossen oder Papierbeutel nicht automatisch versiegelt werden.
- Mechanische Stabilität: In manchen Fällen trägt der Kunststoffanteil auch zur Reißfestigkeit und Stabilisierung des Verbundmaterials bei. Die Kunststoffschicht kann das Papier verstärken und unempfindlicher gegen Risse, Einstiche oder mechanische Beanspruchung machen – wichtig z.B. bei schweren oder spitzen verpackten Gütern.
Zusammenfassend ermöglichen es dünne Kunststoffschichten also, papierbasierten Verpackungen ähnliche Schutzeigenschaften wie reinen Kunststoffverpackungen zu verleihen, ohne dass die äußerliche Anmutung als „Pappe/Papier“ verloren geht. Feuchtigkeit, Fett, Gase und Keime werden abgehalten und die Verpackung bleibt stabil und siegelbar, was für die Sicherung der Produktqualität und -haltbarkeit entscheidend ist. Studien beziffern den Kunststoffanteil solcher funktionalisierten Papierverpackungen typischerweise auf bis zu etwa 10–20 Gewichtsprozent der Gesamtverpackung – ein scheinbar kleiner Anteil, der jedoch eine große Wirkung auf die Leistungsfähigkeit der Verpackung hat.
Wenn Sie wissen wollen, wie der Kunststoffanteil geprüft und eingeordnet wird, abonnieren SIe gerne unseren Newsletter – Fortsetzungen folgen.
Autor: Dr. Daniel Wachtendorf, Innoform GmbH August 2025