Sie suchen Grenzwerte für spezifische Migration in Verpackungsmaterialien oder anderen Bedarfsgegenständen? Dann schauen Sie doch einmal auf der neuen Innoform-Website nach. Mit nur wenigen Klicks können Sie kostenlos amtliche Grenzwerte nachschlagen. Einfach CAS-Nr. oder chemische Bezeichnungen eingeben oder alphabetisch suchen und finden.
Kategorie: Folienherstellung/Veredelung
Hier spielen neben die üblichen mechanischen Prüfungen immer mehr auch Sonderprüfungen für Sonderanwendungen eine Rolle. Ist die Folie glatt genug, ist sie für den Anlagentyp zur Verarbeitung geeignet. Wir geben Antworten auf diese komplexen, aber einfach klingenden Fragen.
-

Neues zu endokrinen Disruptoren (hormonschädigenden Substanzen)
Auf einem vom Bundesinstitut für Risikobewertung (BfR) organisierten Expertentreffen am 11. und 12. April 2016 in Berlin kamen 23 Wissenschaftlerinnen und Wissenschaftler aus Europa, den USA und Japan zusammen, um die Grundlagen und offene Fragen zur Identifizierung endokriner Disruptoren zu diskutieren. Im Fokus der zweitägigen Expertentagung standen folgende Fragen:
- Wie sollen endokrine Disruptoren im regulatorischen Kontext der gesundheitlichen Bewertung definiert werden?
- Was sind allgemeine Prinzipien endokriner Wirkungen aus toxikologischer, pharmakologischer und endokrinologischer Sicht?
- Welche Quellen der Unsicherheit beeinflussen die Identifizierung endokrin schädlicher Eigenschaften für eine regulatorische Entscheidungsfindung?
- Welche endokrinvermittelten adversen Effekte können bereits jetzt mit den bestehenden Untersuchungsmethoden erfasst werden?
- Welche wissenschaftlichen Forschungsaktivitäten sollten zur besseren Identifizierung von endokrinen Disruptoren initiiert werden?
Das Bundesinstitut für Risikobewertung (BfR) hat jetzt den Workshopbericht des Expertentreffens zu endokrinen Disruptoren veröffentlicht. Dieser enthält unter anderem das unter allen Teilnehmerinnen und Teilnehmern abgestimmte Konsenspapier.
In dem Konsenspapier sind auch die Kriterien aufgeführt, nach denen hormonell schädigende Substanzen identifiziert werden könnten. Die wissenschaftlichen Grundlagen sind wichtige Voraussetzungen dafür, um auf EU-Ebene einheitliche Kriterien zu schaffen, wie Stoffe und Produkte mit endokrin schädigenden Eigenschaften künftig gesundheitlich bewertet werden. Die Ergebnisse des Treffens können daher die EU-Kommission unterstützen, regulatorische Kriterien für die Identifikation von endokrinen Disruptoren in Pestiziden und anderen Chemikalien und Erzeugnissen zu erarbeiten.
Der Bericht ist veröffentlicht unter http://www.bfr.bund.de/cm/349/scientific-principles-for-the-identification-of-endocrine-disrupting-chemicals-a-consensus-statement.pdf
Die auf dem Treffen vorgestellten Präsentationen sowie ein erstes Fazit des Treffens sind als Videos auf der BfR-Homepage abrufbar: http://www.bfr.bund.de/de/internationales_expertentreffen_zu_endokrinen_disruptoren-197244.html
Eine wissenschaftliche Veröffentlichung des Konsenspapiers wird in Kürze erwartet.Bereits seit einigen Jahren hat das BfR eine eigene wissenschaftliche Position zur Identifizierung und Charakterisierung hormonell schädigender Substanzen erarbeitet und publiziert: http://link.springer.com/article/10.1007/s00003-016-1016-6
-

Leitfaden zur Materialanalyse
Das Joint Research Centre (JRC) hat auf seiner Website einen Leitfaden zur Materialanalyse von Verpackungsfolien veröffentlicht: Der Schwerpunkt liegt auf der Trennung mehrschichtiger Folien und der Identifikation unterschiedlicher Polymere. Zusätzlich beschreibt der Leitfaden, welche Polymere bei Lebensmittelverpackungen gewöhnlich Anwendung finden, welche Eigenschaften sie haben und für welche Zwecke sie bei Lebensmittelverpackungen geeignet sind.
Hier gibt es den kostenlosen Download.
 Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.
Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.Ermittelt werden können z. B. die Anzahl der Schichten und Schichtdickenverteilungen von mehrschichtigen Gebilden sowie die Werkstoffart und, wenn erforderlich, durch ergänzende Analysen Füllstoffe bzw. Additive. Die Untersuchungstiefe (1. Stufe z. B. PE, 2. Stufe PE-LLD Typ Buten) und damit der Kostenaufwand kann dabei entsprechend der Erfordernisse angepasst werden.
Aufträge können online angekündigt werden. Sie sind sich nicht sicher, welche Prüfung die richtige ist? Hier sind die Kontaktdaten des Testservice-Labors:
Innoform Testservice GmbH
Industriehof 3
26133 Oldenburg
Telefon: +49 441 94986-11
Fax: +49 441 94986-29
E-Mail: matthias.boesel@innform.de
www.innoform-testservice.de
-

Auf Tuchfühlung
gehen am 9. Juni 2016 Unternehmen aus der gesamten Wertschöpfungskette der Verpackungsindustrie und die breite Öffentlichkeit in Deutschland, Österreich und der Schweiz. Das Deutsche Verpackungsinstitut (DVI) ruft alle Ausbilder, Dienstleister, Weltmarktführer, Verbände und Vereine, Universitäten und renommierte Forschungsinstitute auf, ihre Türen zum Tag der Verpackung zu öffnen.
In der Verpackungsindustrie arbeiten 500.000 Menschen; die Verpackung ist eines der hochentwickelsten Produkte unserer Zeit. Ohne Verpackungen wäre das meiste, was wir benötigen, verdorben oder kaputt, bevor es uns erreicht.
Der Wert und die Kosten der Verpackung übersteigen nicht den Wert und die Kosten eines verpackten Gutes, so dass sich die Verpackung sowohl wirtschaftlich als auch ökologisch und sozial lohnt. Die Verpackung ist ein Multitalent und ein Indikator für den Wohlstand, denn sie

- schützt die Lebensmittel vor Schäden und vor dem Verderb
- bewahrt die Qualität der Nahrung, macht sie transport- und lagerfähig
- portioniert sie für die unterschiedlichsten Bedürfnisse
- wirbt, kommuniziert und informiert über Gebrauch, Inhaltsstoffe, Haltbarkeit oder Herkunft
- und sie sorgt dafür, dass die Nahrungs- und Genussmittel ihre Qualität lange halten und dabei frisch und appetitlich aussehen
Kurz und knapp: Die Verpackung ist ökologisch und ökonomisch sinnvoll, da sie die Umwelt schützt und somit Ressourcen und Geld spart.
 Aus diesen Gründen hat die Verpackung „Leuchtturm-Funktion“: Jeder von uns hält sie tagtäglich in den Händen und es entzünden sich an ihr wichtige gesellschaftliche Diskussionen. Der Tag der Verpackung will an dieser Stelle Impulse geben und Katalysator sein. Er will informieren und Bewusstsein schaffen als Beitrag für eine nachhaltige Entwicklung.
Aus diesen Gründen hat die Verpackung „Leuchtturm-Funktion“: Jeder von uns hält sie tagtäglich in den Händen und es entzünden sich an ihr wichtige gesellschaftliche Diskussionen. Der Tag der Verpackung will an dieser Stelle Impulse geben und Katalysator sein. Er will informieren und Bewusstsein schaffen als Beitrag für eine nachhaltige Entwicklung.Im Rahmen verschiedener lokaler Aktionen und Events können die teilnehmenden Unternehmen und Einrichtungen ihre Werke und Leistungen besonders dem Nachwuchs aus der Region präsentieren: Einladungen von Schulklassen und Auszubildenden, Tage der offenen Tür, Betriebsfeste, Werksführung, Infoveranstaltung, Kolloquium – die Unternehmen entscheiden selbst, was sie beim Tag der Verpackung anbieten. Die Website informiert über die vielfältigen Möglichkeiten in den Regionen und Bundesländern. Im Aktionszeitraum gibt es darüber hinaus regelmäßige Updates und Liveberichte, auch über soziale Medien.
Sie sind ein Unternehmen oder eine Bildungs- bzw. Forschungseinrichtung aus der Wertschöpfungskette der Verpackung? Ob Maschinenbauer, Hersteller, Zulieferer, Agentur, Handels- oder Markenunternehmen: Hier können Sie sich anmelden!
-
Der Standbodenbeutel weiter auf Erfolgskurs
Im Oktober findet die 5. Europäische Standbeutel-Konferenz unter dem Motto „Schöne, neue Beutelwelt“ statt und fragt unter anderem nach den Ursachen für die enormen Wachstumsraten im Standbeutelmarkt. Referenten aus verschiedenen Bereichen werden versuchen, eine Antwort darauf zu geben, unter anderem Jörg Schönwald von SCHÖNWALD CONSULTING.
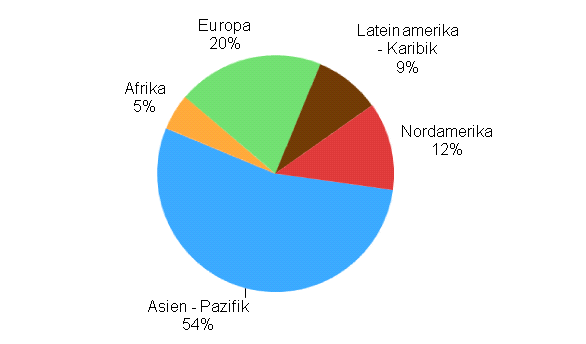
2014 veröffentlichte SCHÖNWALD CONSULTING bereits zum vierten Mal eine Marktuntersuchung zum Thema Standbodenbeutel mit dem Titel „The Global Market of Stand-Up Pouches 2013 to 2018 – Consumption, Spouts, Sales, Economics and Outlook“ (www.schoenwald-consulting.com/industriemarktforschung/studien/). Darin wird ein durchschnittliches jährliches Wachstum von mehr als 7% weltweit erwartet. Die neuesten Zahlen für Europa, die auf der Konferenz vorgelegt werden, geben dieser Prognose Recht. 2015 wurden in den Marktsegmenten Lebensmittel, Heimtiernahrung, Getränke und Non-Food weltweit über 177 Milliarden Standbodenbeutel verbraucht, davon allein in Europa mehr als 35 Milliarden Stück. Asien-Pazifik bleibt mit über 50% stärkster Standbodenbeutelmarkt der Welt, gefolgt von Europa mit einem weltweiten Anteil von 20%.
Lebensmittel und Heimtiernahrung nehmen in Europa bereits jetzt ¾ des Standbodenbeutel-Marktes ein. Die größten Zuwächse werden im Lebensmittelsektor und im Bereich der wiederverschließbaren Standbodenbeutel erwartet. Vor allem Früchte- und Molkerei-Snacks sowie Babynahrung finden zunehmend ihren Weg in den Beutel. Die Gründe dafür liegen auf der Hand: Die Standbodenbeutel sind handlich, leicht, unzerbrechlich, ohne Löffel benutzbar und wiederverschließbar und bilden damit die idealen Begleiter für unterwegs.
-

Verbundfolien in der Anwendung – Basiswissen zum Anfassen
Sie erhalten als Einsteiger ins Folienverpackungsgeschäft einen praxisbezogenen Überblick über unterschiedliche Verbundfolien sowie deren Charakterisierung und Prüfung. Im Vordergrund stehen Anwendungen und Einsatzzwecke in der Verpackungsindustrie. In Praxisteilen und im Labor lernen Sie die Eigenschaften anhand von Folienmustern und einfachen Laborprüfungen kennen. Gearbeitet wird in kleinen Gruppen, um auf individuelle Fragen und Wünsche eingehen zu können. Fach-, Kunden- und Lieferantengespräche können nach diesem Workshop mit mehr Kompetenz bewältigt werden. Eigene Muster können mitgebracht werden.
Flexible Folienverpackungen sind heutzutage aus dem Alltag nicht mehr weg zudenken und weiterhin auf dem Vormarsch. Aufgezeigt werden Zahlen, Daten und Fakten zu den verwendeten Materialien sowie ein Überblick über typische Anforderungsprofile für verschiedene Produktgruppen und Verpackungsformen. Abgerundet wird der Vortrag mit Hinweisen zu rechtlichen Situationen sowie aktuellen Trends und Entwicklungen im Verpackungsbereich.
Welche Folien verwendet man als Druckträger?
Welche Materialien eignen sich für Barriereschichten?
Wie sind typische Siegelschichten zusammengesetzt?
Antworten und Lösungen werden in diesem Kapitel aufgezeigt und Unterschiede zwischen einzelnen Folientypen bzw. Rohstoffen aufgezeigt. Ergänzt wird dies mit Handmustern, um die typischen Folieneigenschaften und Unterschiede zwischen den Folientypen zu “erfühlen”Die Grundlagen des Verpackungsdrucks und schwerpunktmäßig Kaschierung werden in diesem Kapitel behandelt.
Welche Möglichkeiten der Verbundherstellung bestehen und welche Einflußfaktoren existieren in der Praxis, die eine unterschiedliche Verbundqualität bewirken ?
Eigene (aktuelle) Erfahrungen / Anwendungsfälle der Teilnehmer können (sollen) eingebracht werden Zielsetzung ist weiterhin ein Einblick und Verständnis in die Wechselwirkung zwischen verschiedenen Materialien und Produktionsprozessen.Die Teilnehmer erhalten einen Überblick über typische Prüfungen, (z.B. mechanische Prüfungen, Permeationsmessungen) und deren Aussagekraft in der Praxis. Anhand von Mustern und Laborvorführungen werden die Prüfmethoden vertieft.
Welche Prüfungen sind bei welchen Folienanwendungen sinnvoll ?
Wo bestehen die Grenzen bei den einzelnen Methoden ?Aufgezeigt werden an Beispielen typische Verbundfolien für ausgewählte Anwendungen.
In Gruppenarbeit erarbeiten die Teilnehmer Verbundstrukturen, die anschließend vorgestellt und erläutert werden. Die Gruppentätigkeit soll die “theoretischen” Inhalte vertiefen und die Teilnehmer in die Lage versetzen eigenständig Folienkombinationen zu “entwerfen”. -

Papier oder Kunststoff – welche Verpackung ist die richtige?
Das ist hier die Frage. Die Firma Wertpack hat sich darüber Gedanken gemacht. Hier nun der Gastartikel dazu.
Man kann Lebensmittel und andere Waren in alle möglichen Materialien verpacken – Glas, Keramik, Aluminium, verschiedene Kunststoffe oder diverse Sorten Papier. Die Verpackungen sollen nicht nur ein bloßer Behälter sein, sondern die Ware frischhalten und vor Verschmutzung und Manipulationen schützen – aber dennoch einfach zu öffnen sein. Oh, und gut aussehen sollen sie natürlich auch. Lösungsansätze dafür gibt es wie Sand am Meer. Die Packstoffe, die mengenmäßig am häufigsten eingesetzt werden, sind Papier bzw. Kartonagen und Kunststoffe. Rund ein Drittel aller in Deutschland verarbeiteten Kunststoffen werden zu Verpackungen. Aber welches Material ist das richtige?
Soviel Auswahl, so viele Einsatzzwecke
 Wie Sie sich schon denken können, lautet die Antwort: es kommt darauf an. Was soll verpackt werden und für wie lange? Geht es um Transportverpackung oder soll das Produkt in der Verpackung dem Endkunden präsentiert werden? Welche Werte sollen durch die Verpackung kommuniziert werden? Letzteres spielt sowohl im B2B- als auch im B2C-Kontakt eine Rolle und sollte nicht unterschätzt werden. Schließlich ist die Verpackung – wenn sie nicht gerade durchsichtig ist – das erste, was jemand von Ihrem Produkt sieht. Aufgrund dieser vielfältigen Verwendungszwecke haben Verpackungshändler wie etwa Wertpack in der Regel ein breites Sortiment unterschiedlichster Verpackungen in ihrem Angebot.
Wie Sie sich schon denken können, lautet die Antwort: es kommt darauf an. Was soll verpackt werden und für wie lange? Geht es um Transportverpackung oder soll das Produkt in der Verpackung dem Endkunden präsentiert werden? Welche Werte sollen durch die Verpackung kommuniziert werden? Letzteres spielt sowohl im B2B- als auch im B2C-Kontakt eine Rolle und sollte nicht unterschätzt werden. Schließlich ist die Verpackung – wenn sie nicht gerade durchsichtig ist – das erste, was jemand von Ihrem Produkt sieht. Aufgrund dieser vielfältigen Verwendungszwecke haben Verpackungshändler wie etwa Wertpack in der Regel ein breites Sortiment unterschiedlichster Verpackungen in ihrem Angebot.Lebensmittel-Verpackungen sollen sicher und schön sein
 Selbstverständlich dürfen Verpackungsmaterialien, die in direktem Kontakt mit Lebensmitteln kommen, keine gesundheitsgefährdenden oder organoleptischen, das heißt z. B. geschmacklich erfahrbare Bestandteile, an die Lebensmittel abgeben. Die zulässigen Höchstmengen und Grenzwerte für Stoffe, die von der Verpackung in Lebensmittel übergehen dürfen, sowie die notwendigen Analyseverfahren werden in der Verordnung (EG) Nr. 1935/2004 und der Verordnung (EU) 10/2011 geregelt. Grundsätzlich gilt: je größer die Kontaktfläche zwischen Verpackung und Inhalt ist, desto mehr Stoffe können theoretisch in die Ware übergehen. Damit die Eigenschaften des Produktes die Verpackung nicht beschädigen, werden feuchtigkeitshaltige Lebensmittel i. d. R. luftdicht in Plastik oder beschichtetes Papier gepackt. Dies hilft zusätzlich dabei, die Speisen vor dem Austrocknen zu bewahren.
Selbstverständlich dürfen Verpackungsmaterialien, die in direktem Kontakt mit Lebensmitteln kommen, keine gesundheitsgefährdenden oder organoleptischen, das heißt z. B. geschmacklich erfahrbare Bestandteile, an die Lebensmittel abgeben. Die zulässigen Höchstmengen und Grenzwerte für Stoffe, die von der Verpackung in Lebensmittel übergehen dürfen, sowie die notwendigen Analyseverfahren werden in der Verordnung (EG) Nr. 1935/2004 und der Verordnung (EU) 10/2011 geregelt. Grundsätzlich gilt: je größer die Kontaktfläche zwischen Verpackung und Inhalt ist, desto mehr Stoffe können theoretisch in die Ware übergehen. Damit die Eigenschaften des Produktes die Verpackung nicht beschädigen, werden feuchtigkeitshaltige Lebensmittel i. d. R. luftdicht in Plastik oder beschichtetes Papier gepackt. Dies hilft zusätzlich dabei, die Speisen vor dem Austrocknen zu bewahren.Warme Speisen stellen besondere Anforderungen
 Warme Speisen oder Getränke, die von Lieferservices oder an Straßenverkaufsständen verkauft werden, stellen noch einmal ganz andere Anforderungen an die Verpackung. Sie sollen nämlich möglichst lange warm und knackig bleiben, es soll nichts verschüttet werden, aber man soll sich beim Halten des Chicken Teryaki möglichst nicht die Finger verbrennen. Der entscheidende Faktor bei der Auswahl der richtigen Verpackung liegt hier in der erwarteten Zeit, die zwischen Zubereitung und Verzehr liegt. Lieferservices greifen daher häufig auf isolierende Behälter aus Styropor oder Aluminium zurück. Ein umweltfreundlicheres Image haben Verpackungen aus beschichtetem Papier, die beispielsweise in Form von Coffee To Go-Bechern oder Warmhaltebeuteln für halbe Hähnchen auftauchen – sie eignen sich aber eher für den sofortigen Verzehr der Speisen und Getränke. Wie immer muss hier zwischen Kosten und Nutzen abgewogen werden.
Warme Speisen oder Getränke, die von Lieferservices oder an Straßenverkaufsständen verkauft werden, stellen noch einmal ganz andere Anforderungen an die Verpackung. Sie sollen nämlich möglichst lange warm und knackig bleiben, es soll nichts verschüttet werden, aber man soll sich beim Halten des Chicken Teryaki möglichst nicht die Finger verbrennen. Der entscheidende Faktor bei der Auswahl der richtigen Verpackung liegt hier in der erwarteten Zeit, die zwischen Zubereitung und Verzehr liegt. Lieferservices greifen daher häufig auf isolierende Behälter aus Styropor oder Aluminium zurück. Ein umweltfreundlicheres Image haben Verpackungen aus beschichtetem Papier, die beispielsweise in Form von Coffee To Go-Bechern oder Warmhaltebeuteln für halbe Hähnchen auftauchen – sie eignen sich aber eher für den sofortigen Verzehr der Speisen und Getränke. Wie immer muss hier zwischen Kosten und Nutzen abgewogen werden.Papier reicht oft aus, aber Kunststoff ist durchsichtig
 Trockene Lebensmittel oder Schüttgut wie beispielsweise Mehl oder Tee, werden häufig in Papier abgepackt dargeboten, was zum Schutz der Ware auch meist völlig ausreichend ist. Zur Verbesserung der Präsentation, etwa um dem potentiellen Käufer die schöne Blütenmischung des Tees oder die Farbe der Linsen zu zeigen, anstatt ein Bild oder eine Beschreibung davon auf die Papierverpackung zu drucken, wird häufig auf Verpackungen aus durchsichtigem Plastik zurückgegriffen. Sie helfen auch, einen etwaigen Befall durch Schädlinge oder sonstige Beeinträchtigungen des Produktes frühzeitig zu erkennen und schützen den Inhalt vor Feuchtigkeit von außen. Hinzu kommt natürlich der meist unschlagbare Preis von Plastikverpackungen, die sich schon allein deshalb meist gegen andere Verpackungsmaterialien durchsetzen.
Trockene Lebensmittel oder Schüttgut wie beispielsweise Mehl oder Tee, werden häufig in Papier abgepackt dargeboten, was zum Schutz der Ware auch meist völlig ausreichend ist. Zur Verbesserung der Präsentation, etwa um dem potentiellen Käufer die schöne Blütenmischung des Tees oder die Farbe der Linsen zu zeigen, anstatt ein Bild oder eine Beschreibung davon auf die Papierverpackung zu drucken, wird häufig auf Verpackungen aus durchsichtigem Plastik zurückgegriffen. Sie helfen auch, einen etwaigen Befall durch Schädlinge oder sonstige Beeinträchtigungen des Produktes frühzeitig zu erkennen und schützen den Inhalt vor Feuchtigkeit von außen. Hinzu kommt natürlich der meist unschlagbare Preis von Plastikverpackungen, die sich schon allein deshalb meist gegen andere Verpackungsmaterialien durchsetzen.Verbraucher sehen Kunststoffe kritisch
 Andererseits hegen Verbraucher in den letzten Jahren zunehmend Bedenken, beispielsweise wegen gesundheitsschädlichen Weichmachern in Plastikverpackungen oder der Verschmutzung der Umwelt durch nicht abbaubaren Verpackungsmüll. Daher möchten viele lieber auf Mehrwegverpackungen oder vermeintlich umweltfreundlichere Papierverpackungen zurückgreifen. Es gibt auch schon erste Niederlassungen von Supermärkten, die versuchen, ganz ohne Einwegverpackungen auszukommen. Zwar hat eine Tonne Papierverpackung in der Herstellung einen 3,8 mal geringeren Energieverbrauch in Herstellung, Transport und Recycling als eine Tonne Plastikverpackung, allerdings wiegt eine Verpackung aus Papier 4,5 mal mehr als eine gleich große Verpackung aus Kunststoff – was für die Papiertüte letztendlich doch eine schlechtere Energie- und CO2-Bilanz ergibt, wie eine Rechnung der Uni Würzburg veranschaulicht. Dafür schneidet Papier deutlich besser ab, wenn es um Faktoren wie Abbaubarkeit und Nachhaltigkeit der Rohstoffe geht.
Andererseits hegen Verbraucher in den letzten Jahren zunehmend Bedenken, beispielsweise wegen gesundheitsschädlichen Weichmachern in Plastikverpackungen oder der Verschmutzung der Umwelt durch nicht abbaubaren Verpackungsmüll. Daher möchten viele lieber auf Mehrwegverpackungen oder vermeintlich umweltfreundlichere Papierverpackungen zurückgreifen. Es gibt auch schon erste Niederlassungen von Supermärkten, die versuchen, ganz ohne Einwegverpackungen auszukommen. Zwar hat eine Tonne Papierverpackung in der Herstellung einen 3,8 mal geringeren Energieverbrauch in Herstellung, Transport und Recycling als eine Tonne Plastikverpackung, allerdings wiegt eine Verpackung aus Papier 4,5 mal mehr als eine gleich große Verpackung aus Kunststoff – was für die Papiertüte letztendlich doch eine schlechtere Energie- und CO2-Bilanz ergibt, wie eine Rechnung der Uni Würzburg veranschaulicht. Dafür schneidet Papier deutlich besser ab, wenn es um Faktoren wie Abbaubarkeit und Nachhaltigkeit der Rohstoffe geht.Daher werden die Sorgen der Verbraucher von der Verpackungsindustrie ernstgenommen, die seit einiger Zeit an Alternativen zu Plastik forscht. Daraus hervorgegangen sind bereits sogenannte Biokunststoffe aus Stärke oder Milchsäure, die besser abbaubar sind als Mineralöl-basierte Kunststoffe. Hier ist das Ende der Fahnenstange aber noch lange nicht erreicht, denn die Energiebilanz dieser scheinbar umweltfreundlicheren Verpackungen ist meist nicht besonders gut, zudem sind sie in der Herstellung recht kostspielig.
Verpackungen am Point of Sale – nicht kommunizieren geht nicht
 Für die Wahl des Verpackungsmaterials spielen die Eigenschaften des verpackten Gutes allerdings meist eine geringere Rolle als die Funktion der Verpackung als Kommunikationsmittel – nämlich wenn es darum geht, die Ware im Verkaufsraum zu präsentieren. Am Point of Sale muss die Verpackung optisch ansprechend sein, dem Verbraucher durch Beschriftungen und Bilder die Wirkung und Eigenschaften des Produktes nahebringen und gleichzeitig psychologische Bedürfnisse des Kunden erfüllen. Dasselbe Produkt kann durch unterschiedlich designte Verpackungen entweder Umweltbewusstsein, Luxus oder Sparsamkeit suggerieren und so unterschiedliche Zielgruppen ansprechen – obwohl möglicherweise in allen drei Fällen Schwarztee verkauft wird. Eigenschaften – wie die Haptik der Verpackung – spielen aber ebenfalls eine wichtige Rolle für den Endkunden, die nicht zu unterschätzen ist. Der Kunde soll die Verpackung in die Hand nehmen können, sagt der Buchautor Sebastian Haupt. Die haptischen Eigenschaften der Verpackung, Textur, Gewicht und Temperatur, möglicherweise auch verlockende Geräusche, müssen die optisch dargereichte Botschaft unterstreichen und verstärken. Denn ein positives Gefühl über mehrere Sinneswahrnehmungen gleichzeitig animiert eher zum Kauf, als wenn nur ein Reiz angesprochen wird.
Für die Wahl des Verpackungsmaterials spielen die Eigenschaften des verpackten Gutes allerdings meist eine geringere Rolle als die Funktion der Verpackung als Kommunikationsmittel – nämlich wenn es darum geht, die Ware im Verkaufsraum zu präsentieren. Am Point of Sale muss die Verpackung optisch ansprechend sein, dem Verbraucher durch Beschriftungen und Bilder die Wirkung und Eigenschaften des Produktes nahebringen und gleichzeitig psychologische Bedürfnisse des Kunden erfüllen. Dasselbe Produkt kann durch unterschiedlich designte Verpackungen entweder Umweltbewusstsein, Luxus oder Sparsamkeit suggerieren und so unterschiedliche Zielgruppen ansprechen – obwohl möglicherweise in allen drei Fällen Schwarztee verkauft wird. Eigenschaften – wie die Haptik der Verpackung – spielen aber ebenfalls eine wichtige Rolle für den Endkunden, die nicht zu unterschätzen ist. Der Kunde soll die Verpackung in die Hand nehmen können, sagt der Buchautor Sebastian Haupt. Die haptischen Eigenschaften der Verpackung, Textur, Gewicht und Temperatur, möglicherweise auch verlockende Geräusche, müssen die optisch dargereichte Botschaft unterstreichen und verstärken. Denn ein positives Gefühl über mehrere Sinneswahrnehmungen gleichzeitig animiert eher zum Kauf, als wenn nur ein Reiz angesprochen wird.
Das Verpackungsmaterial verrät viel über den Wert der Ware
 Auch hier spielt die Wahl des Verpackungsmaterials also eine wichtige Rolle, um den Kunden zum Anfassen zu animieren – denn was man einmal in der Hand hat, legt man so schnell nicht wieder weg. Je nachdem, was verkauft werden soll – und damit ist nicht nur das Produkt, sondern auch der damit verbundene Wert gemeint – wirkt ein dickes Papier hochwertig und edel, eine starke, durchsichtige Plastikverpackung bringt aber vielleicht teure Technologie- oder Spielzeugartikel besser zur Geltung und eine dünne Plastikfolie suggeriert Verfügbarkeit und Preiswertigkeit; die dünne braune Papiertüte jedoch Umweltbewusstsein und Nachhaltigkeit – völlig unabhängig davon, wie gut die Ökobilanz nun tatsächlich ist.
Auch hier spielt die Wahl des Verpackungsmaterials also eine wichtige Rolle, um den Kunden zum Anfassen zu animieren – denn was man einmal in der Hand hat, legt man so schnell nicht wieder weg. Je nachdem, was verkauft werden soll – und damit ist nicht nur das Produkt, sondern auch der damit verbundene Wert gemeint – wirkt ein dickes Papier hochwertig und edel, eine starke, durchsichtige Plastikverpackung bringt aber vielleicht teure Technologie- oder Spielzeugartikel besser zur Geltung und eine dünne Plastikfolie suggeriert Verfügbarkeit und Preiswertigkeit; die dünne braune Papiertüte jedoch Umweltbewusstsein und Nachhaltigkeit – völlig unabhängig davon, wie gut die Ökobilanz nun tatsächlich ist.Versandverpackungen sollen schützen
 Versandverpackungen sollen natürlich eines sein: stabil. Wenn sie dann noch in der richtigen Größe sind und einen angemessenen Preis haben, kann es ab zur Post gehen. Da hier weniger Wert auf optische Reize gelegt wird, wird in der Regel zum braunen Papp-Karton gegriffen. Die optisch ansprechende, eigentliche Produktverpackung findet sich erst im inneren des Kartons. Das ist in Ordnung, nichts anderes ist der Kunde in der Regel gewohnt. Dennoch kann man sich gerade hier ein Alleinstellungsmerkmal sichern. Ein Online-Versandhandel, der beispielsweise teuren Schmuck an Privatkunden ausliefert, kann sich durch eine ansprechende Versandverpackung, die besonders edel ist und die Hochwertigkeit des Inhaltes unterstreicht, von seinen Konkurrenten abheben. Unternehmen, deren USP beispielsweise im Bereich Nachhaltigkeit liegt, könnten bereits benutzte Verpackungen „recyceln“ und als Versandverpackungen an ihre ökologisch bewussten Endkunden schicken. Auch im B2B-Bereich sollte der erste Eindruck nicht unterschätzt werden. Hier liegt der Fokus aber eher auf Pragmatismus, Kostenbewusstsein und Sorgfalt, mit der verpackt ist.
Versandverpackungen sollen natürlich eines sein: stabil. Wenn sie dann noch in der richtigen Größe sind und einen angemessenen Preis haben, kann es ab zur Post gehen. Da hier weniger Wert auf optische Reize gelegt wird, wird in der Regel zum braunen Papp-Karton gegriffen. Die optisch ansprechende, eigentliche Produktverpackung findet sich erst im inneren des Kartons. Das ist in Ordnung, nichts anderes ist der Kunde in der Regel gewohnt. Dennoch kann man sich gerade hier ein Alleinstellungsmerkmal sichern. Ein Online-Versandhandel, der beispielsweise teuren Schmuck an Privatkunden ausliefert, kann sich durch eine ansprechende Versandverpackung, die besonders edel ist und die Hochwertigkeit des Inhaltes unterstreicht, von seinen Konkurrenten abheben. Unternehmen, deren USP beispielsweise im Bereich Nachhaltigkeit liegt, könnten bereits benutzte Verpackungen „recyceln“ und als Versandverpackungen an ihre ökologisch bewussten Endkunden schicken. Auch im B2B-Bereich sollte der erste Eindruck nicht unterschätzt werden. Hier liegt der Fokus aber eher auf Pragmatismus, Kostenbewusstsein und Sorgfalt, mit der verpackt ist.Fazit: Ein Buch kann man sehr wohl am Einband beurteilen
 Man sieht also – eine Produktverpackung ist viel mehr als nur ein Behältnis und verrät viel über Absichten und Ideale des Herstellers und des Käufers. Je nach Verwendungszweck sollte man sich also genau überlegen, welches Material das richtige ist, um nicht nur die Ware sicher zu verpacken, sondern auch die damit transportierten Werte.
Man sieht also – eine Produktverpackung ist viel mehr als nur ein Behältnis und verrät viel über Absichten und Ideale des Herstellers und des Käufers. Je nach Verwendungszweck sollte man sich also genau überlegen, welches Material das richtige ist, um nicht nur die Ware sicher zu verpacken, sondern auch die damit transportierten Werte. -
Beispielbericht Folienaufbau und Materialcharakterisierung
Haben Sie Verarbeitungsprobleme bei der Herstellung oder Verarbeitung einer Folie? Benötigen Sie eine analytische Untersuchung des Schichtaufbaus oder Materialeinsatzes einer Folie?
Dazu bieten wir verschiedene Einzeluntersuchungen/Analysenpakete an, zugeschnitten auf die von Ihnen benötigte Informationstiefe.
1 Einzelanalysen (auch mehrere in Kombination) zum FESTPREIS
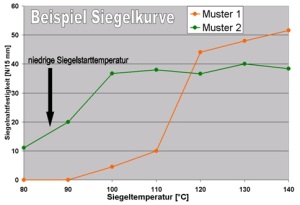
1.1 Beispiel: Siegelkurve in Kombination mit DSC-Screening
Anwendungsbeispiel:
Bei der Verarbeitung einer Folie treten Siegelprobleme auf. Nach Chargenwechsel der Folie konnten auf der Abpackmaschine wieder einwandfreie Packungen hergestellt werden. Als Fehlerursache wird der sporadische Ausfall der Dosiereinheit der Extrusionsanlage während der Folienherstellung vermutet.
Herangehensweise:
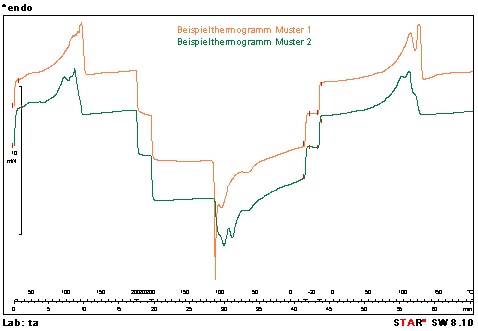
Objektiver Vergleich der Siegeleigenschaften beider Folienmuster (i. O. Packung und schadhafte Packung) im akkreditierten Laborversuch durch Erstellung temperaturvariierter Siegelkurven und vergleichende Untersuchung der Siegelschichten mittels Thermoanalyse/DSC-Screening.
- Die DSC-Analyse nutzt die thermischen Eigenschaften der Polymere, wie z. B. Kristallitschmelzpunkt Tpm, Kristallisationsverhalten Tc, Oxydationsstabilität, Glasübergang Tg etc. zur qualitativen und, unter gewissen Voraussetzungen, quantitativen Materialcharakterisierung.
- So können z. B. bei Polyolefinfolien Blends von PE-LD und PE-LLD nachgewiesen und charakterisiert werden, Unterscheidungen von A-PET und G-PET sind möglich, Untersuchungen der Oxydationsstabilität erlauben Rückschlüsse auf die Thermostabilisierung …
Ergebnisse der durchgeführten Messungen

Zusammenfassung der Ergebnisse:
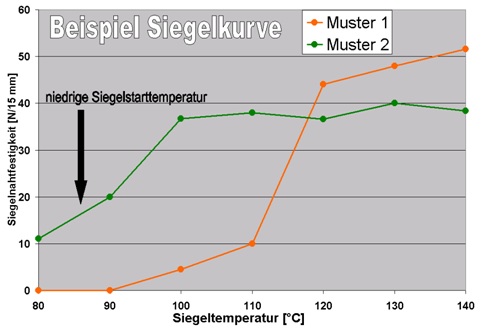
Die Siegelkurven der beiden Muster bestätigen die an der Verpackungsmaschine beobachteten Abweichungen der Siegeleigenschaften (siehe Grafik). Die Untersuchung der Siegelschichten mittels DSC zeigt abweichende Intensitäten der beiden Hauptpeaks für Muster 2 (grün) und Muster 1 (orange). Darüber hinaus ist bei Muster 2 (grün) das PE- Plastomer („zusätzlicher Schmelzpeak“), welches für die niedrigere Siegelstarttemperatur (siehe Pfeil) verantwortlich zeichnet, deutlich nachweisbar, bei Muster 1 (orange) fehlt dieser Peak.
Beurteilung der Ergebnisse:
Die Vermutung, dass die bei der Folienverarbeitung beobachteten Siegelprobleme auf unterschiedliche Siegeleigenschaften der Folien zurückzuführen sind, konnte anhand der Laborsiegelversuche bestätigt werden. Die ergänzend durchgeführten DSC-Messungen geben zudem eindeutige Belege für Abweichungen in den Materialzusammensetzungen. Insbesondere die für die Siegeleigenschaften maßgebliche PE- Plastomerkomponente scheint bei Muster 1 (orange) völlig zu fehlen bzw. nur in sehr geringer Menge enthalten zu sein.
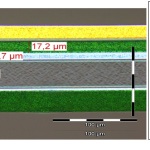
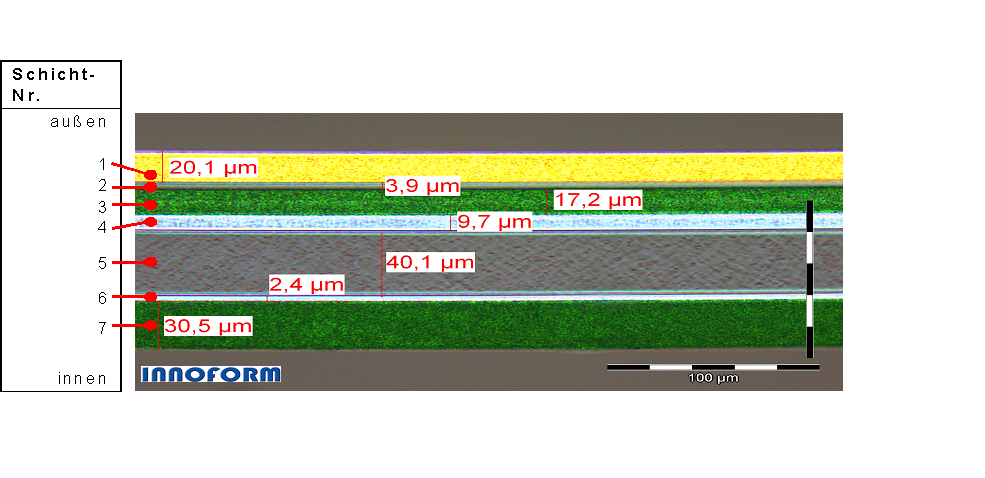
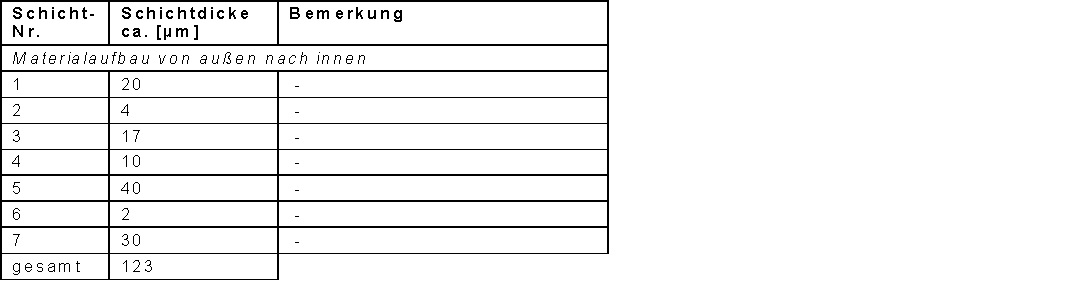
1.2 Beispiel 2: Mikrotomschnittbild
Anwendungsbeispiele:
Überprüfung der Schichtdickenverteilung einer coextrudierten Mehrschichtfolie, z. B. zum Abgleich mit Vorgaben aus einer Folienspezifikation
Herangehensweise
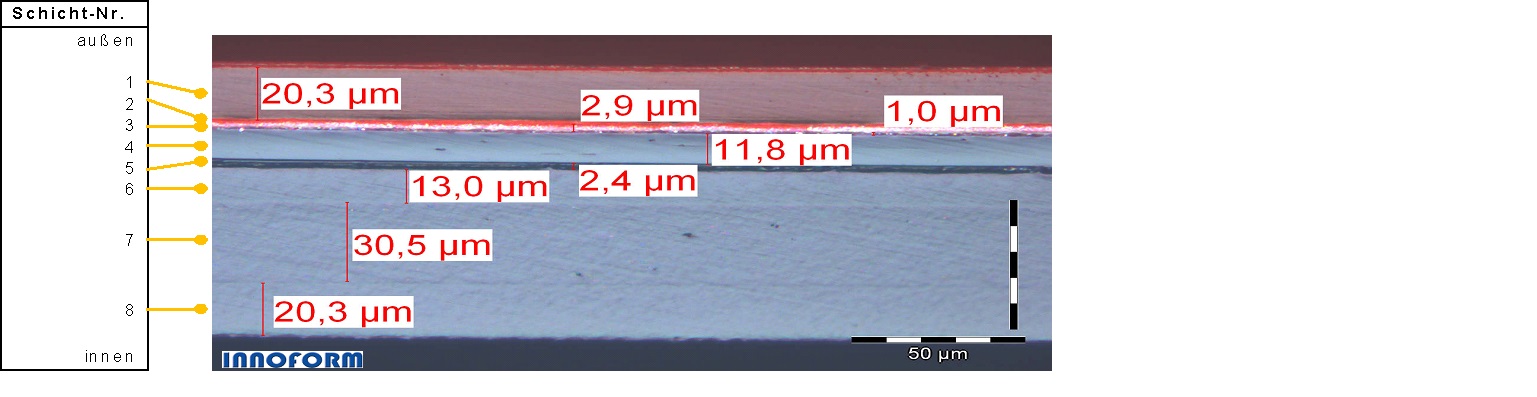
Es wird ein Mikrotomschnitt des Folienquerschnittes angefertigt, bei Raumtemperatur mikroskopiert und fotografiert. Die sichtbaren Schichten (Einschränkung: Coexschichten transparenter Folien sind bisweilen ohne Einsatz ergänzender Methoden nicht immer erkennbar) werden gemäß unserer akkreditierten Methode vermaßt. Bei unbekannten Folien erhalten Sie so einen ersten Überblick der vorliegenden Folienstruktur, z. B. als Entscheidungsgrundlage für weitergehende Untersuchungen, siehe dazu Pkte. 2, 3 und 4.
Ergebnisse: Mikrotomquerschnitt und tabellarische Zusammenfassung des Schichtaufbaus
2 Analysenpakete zum FESTPREIS
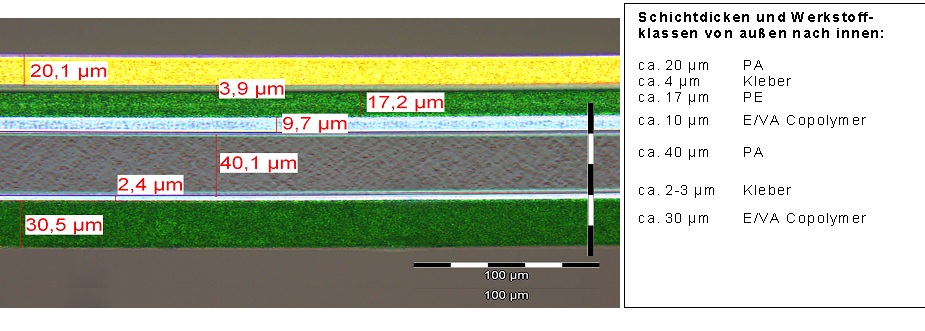
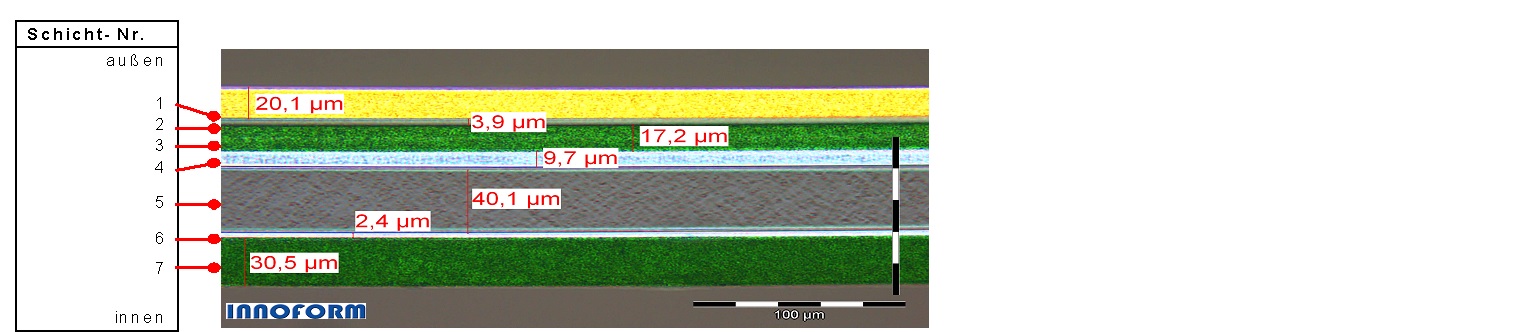
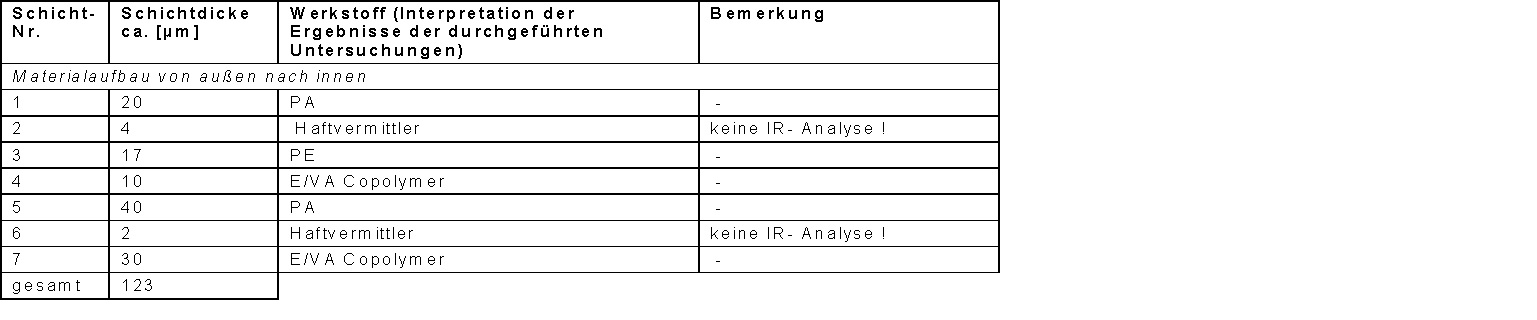
2.1 Folienaufbau-Werkstoffcharakterisierung
Die tiefergehende analytische Charakterisierung einer Folienkonstruktion ist nur durch Kombination mehrerer Analysenmethoden abgesichert möglich. Auf Basis unserer langjährigen Erfahrungen haben wir unter Kosten-/Nutzenaspekten ein Paket geschnürt, das geeignet ist, häufig gestellte Fragen zum Folienaufbau zu beantworteten und zudem eine ausgezeichnete Basis für gezielte ergänzende Analysen zur Beantwortung sehr spezieller Fragestellungen darstellt.
Anwendungsbeispiele:
Überprüfung von Materialvorgaben aus Folienspezifikationen für Mehrschichtfolie, Benchmarking, Schadensanalysen, Patentverfahren …
Untersuchungsprogramm:
- Mikrotomquerschnitt der Folie, mikroskopische Untersuchung und Vermessung inkl. Thermomikroskopie
- DSC-Screening (-20 – 300°C/2 Heizläufe) der Gesamtfolie
- FTIR-spektroskopische Bestimmung der Werkstoffklassen (z. B. PE, PP, PA, PET; EVOH) aller Einzelschichten; ausgenommen der IR- Mikroskopie nicht zugänglicher sehr dünner Schichten, wie Kleber, Lacke, Haftvermittler, Bedampfungen.
Ergebnisse: Mikrotomquerschnitt mit Angabe der Werkstoffklassen der Einzelschichten
Ergebnis: Tabellarische Zusammenfassung des Schichtaufbaus
3 Ergänzende Analysen zu „Folienaufbau-Werkstoffcharakterisierung“
In enger Absprache mit Ihnen bzgl. der Machbarkeit und entstehender Kosten können ergänzend genau die Informationen ermittelt werden, die Sie interessieren.
So ist es z. B. oft von Interesse, die Zusammensetzung der Einzelschichten in Coexstrukturen aus Polyolefinen genauer zu beschreiben, was in unten stehendem Beispiel mittels gezielter DSC-Messungen erledigt wurde.
Diverse Additive und Zusätze, wie z. B. Gleitmittel, VA- Anteil bei E/VA- Copolymeren, Antiblockmittel, Weißpigmente können qualitativ und quantitativ bestimmt werden. Sprechen Sie uns an, wir diskutieren gern mit Ihnen die Möglichkeiten!
Zusammenfassung und Interpretation der Ergebnisse zur Beantwortung der individuellen Fragestellung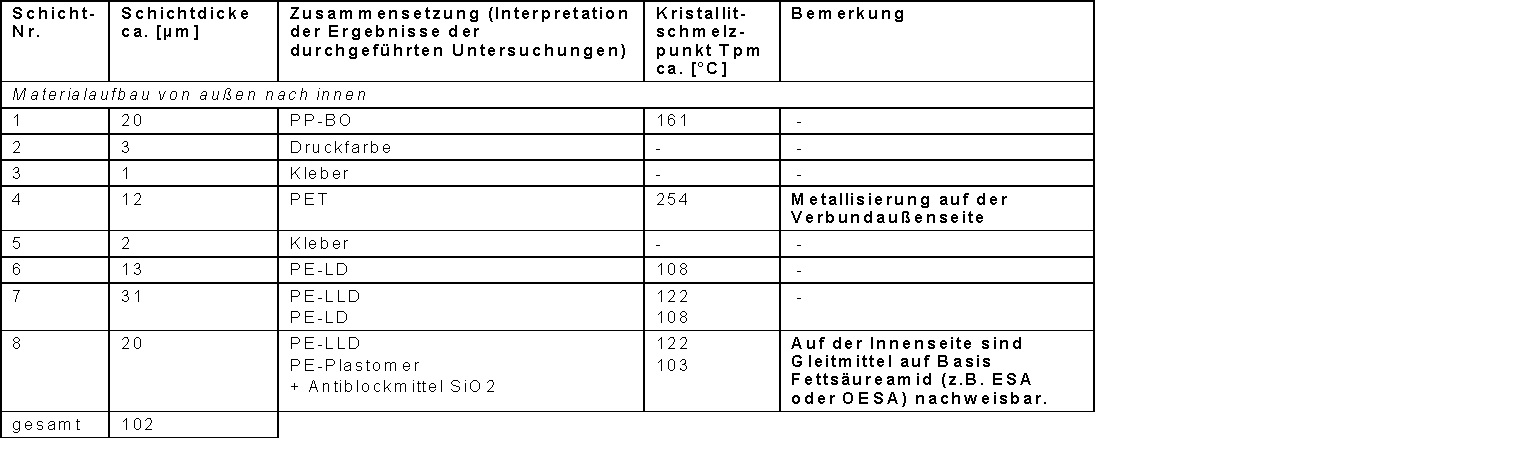
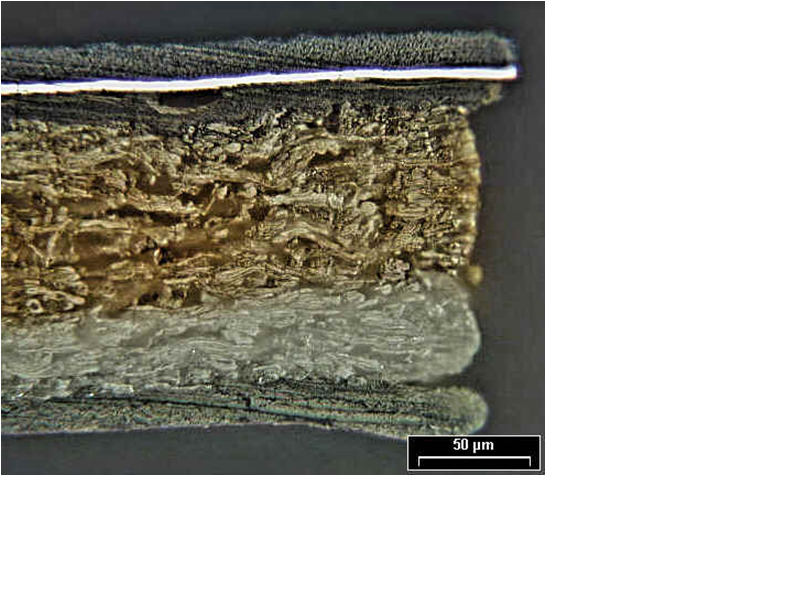
4 Stippen-Einschlussanalyse
Stippen in Folien stellen in sensiblen Anwendungen häufig eine nicht mehr akzeptierte Qualitätsabweichung dar.
Anwendungsbeispiele:
Eine Stippe führt zu optischen Fehlern in der Bedruckung. Es bildet sich ein unbedruckter Hof um den „Stippenberg“.
Fragestellung: Handelt es sich um einen Druckfehler oder ist die Qualitätsabweichung auf die eingesetzte Folie zurückzuführen? Wenn ja, was ist die Ursache?
Untersuchungsprogramm:
Die analytische Untersuchung derartiger Einschlüsse in dünnen Folien ist eine anspruchsvolle Aufgabe, die viel Erfahrung in der analytischen Bearbeitung sowie Kenntnisse der technologischen und materialspezifischen Zusammenhänge voraussetzt. Über viele Jahre haben wir eine bewährte Systematik zur Aufklärung derartiger Fragestellungen entwickelt.
- Gezielter Mikrotomquerschnitt der Folie im Stippenbereich, mikroskopische Lokalisierung von Lage und Größe des Einschlusses innerhalb der Folienstruktur inkl. Bedruckung
- Untersuchung mit Thermomikroskopie
- DSC- Screening (-20 – 300°C/2 Heizläufe) der Gesamtfolie
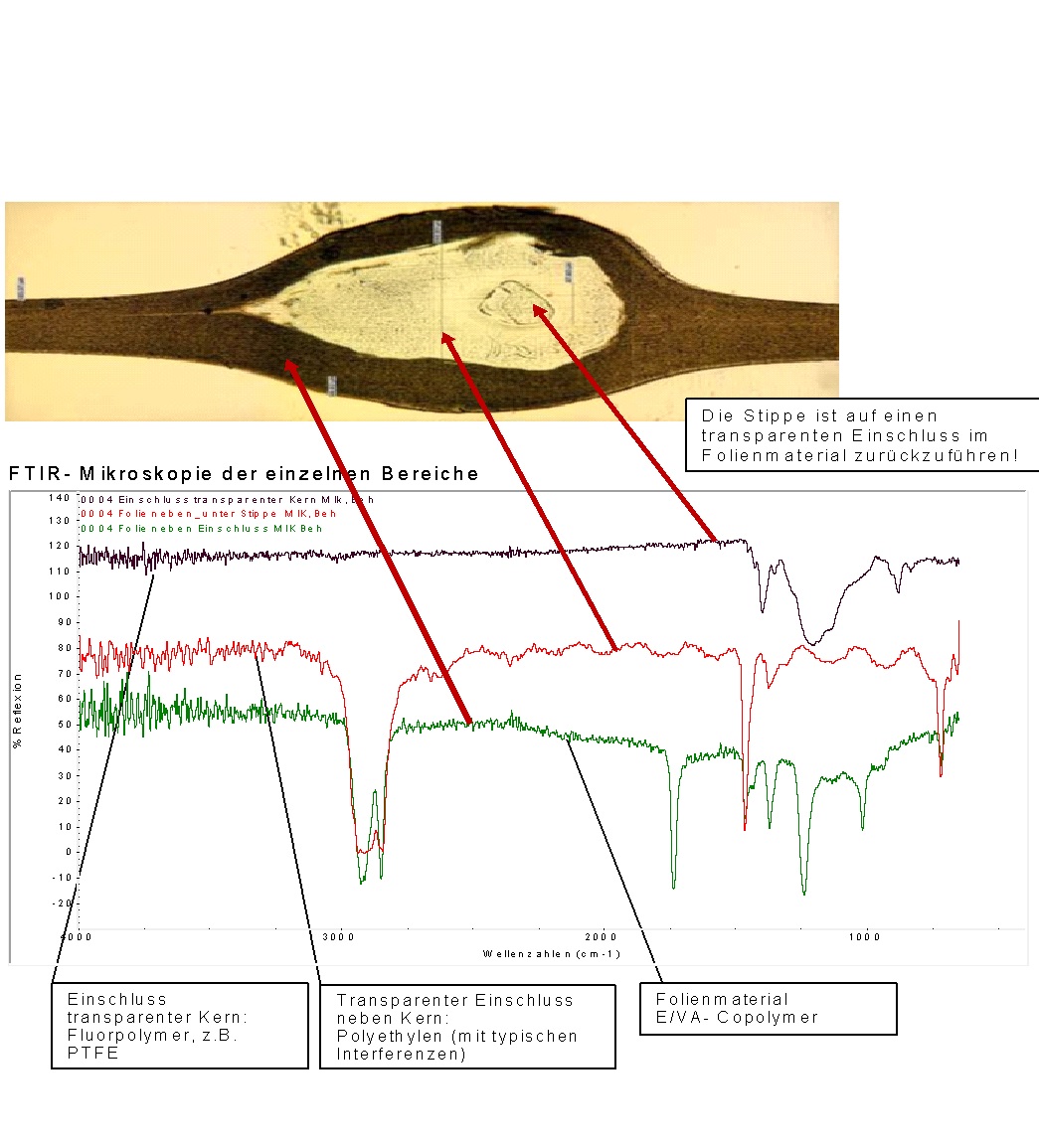
- FTIR-spektroskopische Untersuchung des Einschlusses sowie angrenzender Bereiche mit FTIR-Mikroskopie
- Kurze Zusammenfassung und Beurteilung der Ergebnisse
Ergebnisse der durchgeführten Untersuchungen (Auszug):
Mikrotomquerschnitt zur Bestimmung der Lage der Stippe
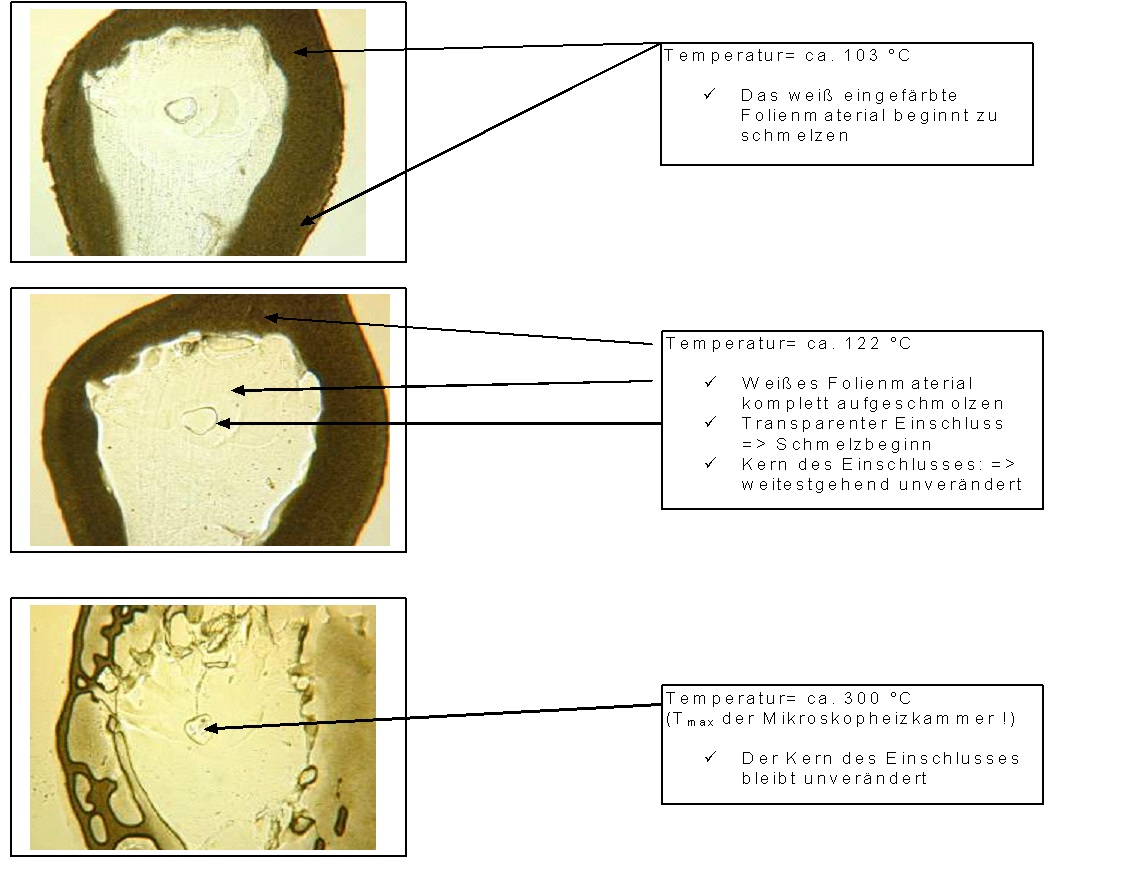
Thermomikroskopie
Zusammenfassung der Ergebnisse der durchgeführten Untersuchungen:
Die Ursache für die optisch erkennbare Qualitätsabweichung stellt ein transparenter Einschluss in der weiß eingefärbten Folie dar. Dieser ist vollkommen vom E/VA-Copolymer + PE-LLD-basierten Folienmaterial (Schmelzbereich ca. 103- 122 °C) umhüllt. Der transparente Einschluss besteht im Wesentlichen aus PE-LLD (Schmelzpunkt ca. 122 °C) mit einem kleinen Stippenkern auf Basis eines Fluorpolymers (Schmelzpunkt >> 300 °C).
Unsere Interpretation der Ergebnisse:
Die optisch erkennbare Qualitätsabweichung wurde eindeutig durch eine Stippe in der eingesetzten Folie und nicht durch einen Druckfehler verursacht.
Die Stippenbildung selbst ist unserer Ansicht nach sehr wahrscheinlich auf Einsatz einer mit Fluorpolymer (z. B. PTFE) kontaminierten PE- LLD- Charge zurückzuführen.
Möglicherweise ist der fluorpolymerbasierte Stippenkern auf Abrieb von Antihaftbeschichtungen, z. B. aus Rohrleitungen bei der Polymerherstellung oder an der Extrusionsmaschine selbst, zurückzuführen.
Bekanntlich werden Fluorpolymere in Form von Fluorelastomeren auch als Verarbeitungshilfsmittel bei der Extrusion von PE-LLD eingesetzt. Diese weisen allerdings nach unserem Kenntnisstand Schmelzpunkte von < 200 °C auf und scheiden daher nach unserer Auffassung als Fehlerursache aus.
Für Prüfungen zum Folienaufbau beim Testservice klicken Sie hier, Prüfungen zur Materialcharakterisierung finden Sie hier.
Oldenburg, November 2015
-

Interview mit Roland Schultz im Rahmen des 14. Inno-Meeting 2016
Im Rahmen seines Vortrages “Active Packaging: Sauerstoffabsorber am Beispiel Bag-in-Box” spricht Roland Schulz mit Karsten Schröder über Bag-in-Box Lösungen.
Hier geht es zu den Vortragsunterlagen: http://www.innoform-coaching.de/pages/download/download_view.php?download_id=5790
Active Packaging: Sauerstoffabsorber am Beispiel Bag-in-Box

- Fallstudie für Bag-in-Box abgefüllte Weine vs. Flaschenweine
- Wie funktioniert Sauerstoffabsorber für Wein in Folie?
- Warum Folie hier wachsen wird – soziale, ökonomische und ökologische Vorteile
-

Interview mit Sebastian Haupt beim 14. Inno-Meeting 2016
“Touch” heißt sein aktuelles Buch. Karsten Schröder sprach nach seinem Vortrag mit Sebastian Haupt beim Inno-Meeting in Osnabrück. Schauen Sie selbst, warum “Touch” so wichtig für Verpacker und Konsumenten ist.
Zum Vortrag: http://www.innoform-coaching.de/pages/download/download_view.php?download_id=5788
Touch it, feel it, love it!
- Warum der richtige “Touch” von Verpackungen so wichtig ist
- Die fünf ARIVA-Wirkdimensionen des Haptik-Effektes
- Verpackungsbeispiele mit individuellem Touch-Erlebnis