Die Sperrwirkung einer Folie ist eine der wichtigsten Eigenschaften bei Verpackungen. Wir prüfen nicht nur auf Dichtigkeit insgesamt, sondern auch hinsichtlich spezieller Gase wie Sauerstoff, Wasserdampf oder auch CO2, N2 oder Luft.
Aufgrund zahlreicher Anfragen bietet Innoform ab April 2023 ausgewählte Webseminare auch in englischer Sprache an. Im ersten Halbjahr liegt der Schwerpunkt auf den Themen Grundlagen der Folienverpackung, Herstellung und Anwendung. Nach den Videokursen und Inno-Talks Europe ist dies das dritte Angebot von Innoform für englischsprachige Interessenten. Innoform folgt damit der Internationalisierung der gesamten Flexpack-Branche, ihrer Kunden und Lieferanten.
Mit Dr. Heiko Schenk, einem international erfahrenen Referenten aus der Flexpackbranche, startet die Serie.
Mit über 2000 Zugriffen jährlich erfreut sich der Folien Permeationsrechner von Innoform wachsender Beliebtheit. Seit Jahren nutzen Abpacker und Folienhersteller gleichermaßen dieses kostenfreie Tool für Überschlagsrechnungen.
So können mit wenigen Klicks typische Folienkombinationen hinsichtlich ihrer Sauerstoff- und Wasserdampf-Permeation überschlägig abgeschätzt werden. Gerade zur Zeit nutzen viele Entwickler den Rechner, um Alternativen zu vergleichen. Typisch ist ein Vergleich zwischen heute eingesetzter Multi-Material-Verbundfolien und recycelfähigeren Monomaterial-Konstruktionen.
Bisher konnten nur Polymere – also organische Materialien – hinsichtlich ihrer Sperrwirkungen ausgewählt und berechnet werden. Nun liegen aber gerade bei PP und PE-Folien (den Polyolefinen) die anorganischen Barriereschichten im Trend, wie SiOx (Siliziumoxid) oder AlOx (Aluminiumoxid) bedampfte, biaxial orientierte Folien. Und hier spielt besonders BOPP (PP-BO), also das orientierte PP (Polypropylen), das sich gut mit anderen Polyolefinen wie PE (Polyethylen) kombinieren und vor allem recyceln lässt, eine dominierende Rolle.
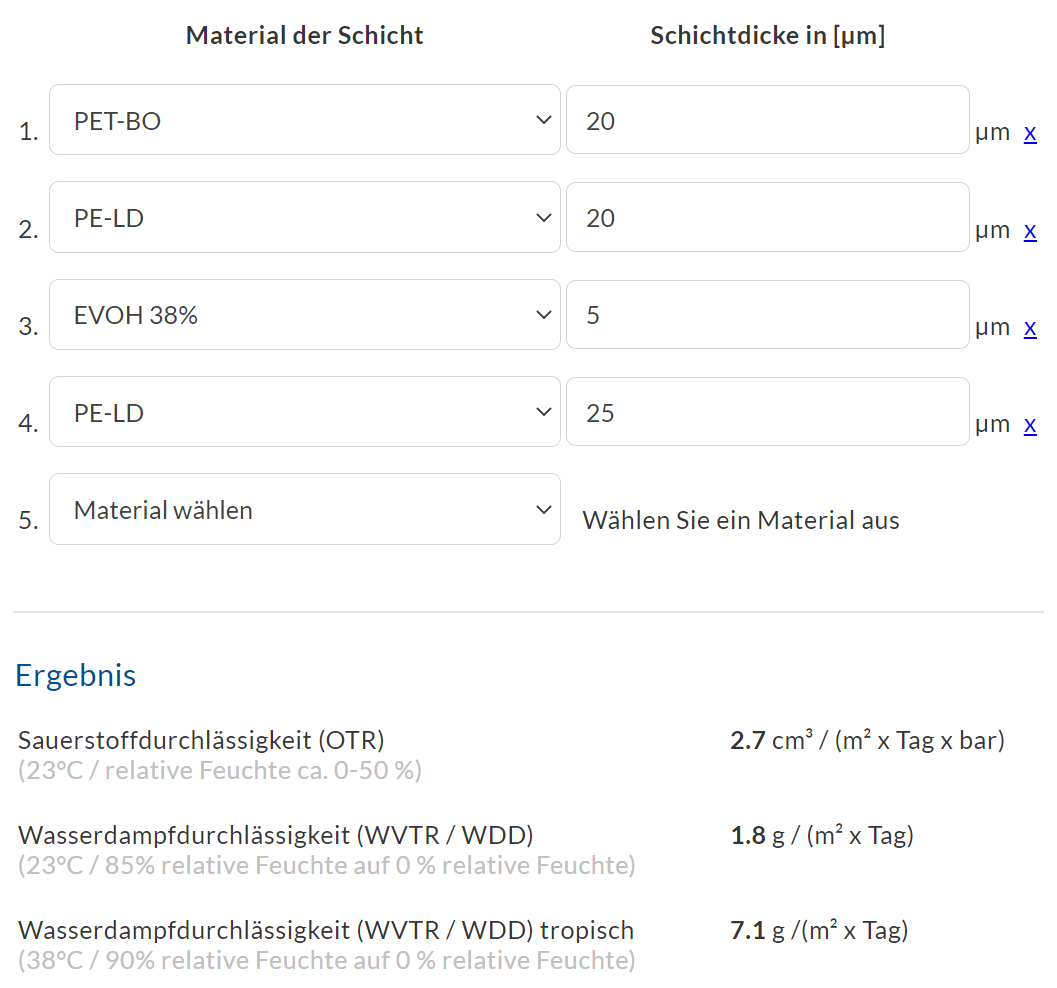
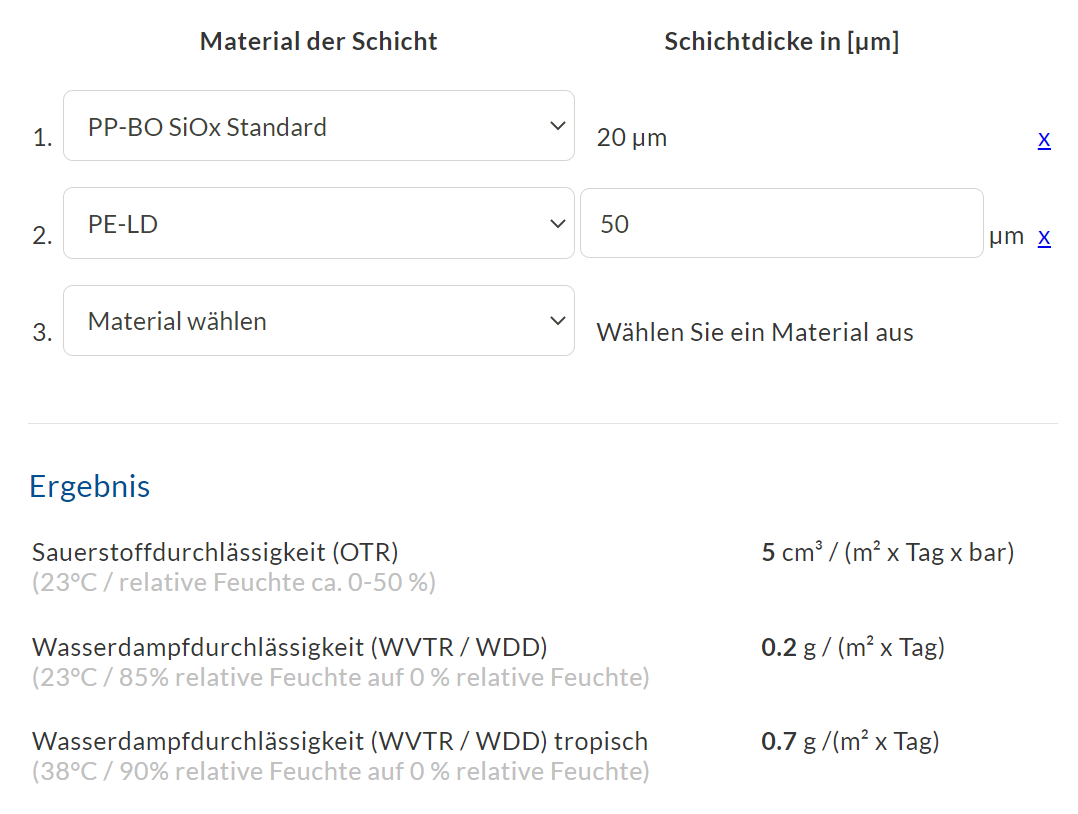
Hier sehen Sie solche Muster-Berechnungen für typische Verbundmaterialien mit Sauerstoffbarriere – einmal mit klassisch Multimaterial PET/PE mit EVOH (organische Barriereschicht) und rechts mit PP-BO SiOx (anorganische Barriereschicht), die oft verglichen und ausgetauscht werden.
Aber Vorsicht beim einfachen Ersetzen von bewährten Folienkombinationen. Wie man in der oberen Überschlagsrechnung sehen kann, ergeben sich signifikante Unterschiede in OTR (Oxygen Transmission Rate) und WVTR (Water Vapour Transmission Rate), wie die Barrieren in Englisch abgekürzt werden.
Ob nun der recyclingfähigere Verbund genauso gut das Produkt schützt, wie der mit der anorganischen EVOH-Sperrschicht, müssen Lebenmsittel-Experten in Lagerversuchen verifizieren und validieren. So schreiben es auch zahlreiche Standards wie der IFS (International Food Standard) oder BRC Global Standard vor. In vielen Fällen wird das gehen, da unsere Erfahrung zeigt, dass nach wie vor viele Folien hinsichtlich Barriere- Eigenschaften deutlich überdimensioniert sind. Insbesondere bei Sauerstoff war man bisher lieber eher auf der sicheren Seite – zu Recht.
Doch im Zeitalter der Kreislaufwirtschaft sehen sich Flexpack-Entwickler mit neuen Anforderungen konfrontiert, die es zu berücksichtigen gilt. Eine etwas schlechtere Sauerstoff-Barriere kann oft mit einer erheblich besseren Recyclingfähigkeit belohnt werden (Beispiel BOPP SiOx/PE).
Wenn Sie auch auf Daten vertrauen wollen, bevor Sie aufwendige Testrollen produzieren, nutzen Sie unseren kostenlosen Permeationsrechner und untermauern Sie dann Ihre Werte mit Messungen an den realen Folgen – denn der Teufel liegt im Detail. Experten warnen davor, nur auf Materialien zu schauen. Ein wesentlicher Teil der Folieneigenschaften wird auch durch Verarbeitung und Produktionsparameter beeinflusst. Dieser Rechner dient dazu, eine Vorauswahl zu treffen, um unnötige Schüsse ins Blaue zu vermeiden und Ideen mit Werten zu untermauern. Und so geht es:
In diesem Teil unserer Reihe DID YOU KNOW zu Barrierefolien dreht sich alles um das Messen von Barriereeigenschaften. Wir erläutern die Einheiten g/cm³/m²xdxbar und cm³/m²xdxbar und ordnen diese in die Begriffe niedrige, mittlere, hohe und ultra hohe Barriere ein.
Wir sprechen über die Prüfverfahren vom Prinzip her und erläutern Stolpersteine für die Praxis. So klären wir über das auf, was zusätzlich zu der Prüfnorm unbedingt an Parametern beachtet werden muss, damit Werte vergleichbar sind. Hier spielen neben den beiden üblichen Prüftemperaturen 23°C (gemäßigt) und 38°C (tropisch) auch der Feuchtigkeitsgehalt – die relative Luftfeuchtigkeit – eine wesentliche Rolle. Und zwar muss diese auf der Prüf- und auf der Sensorseite beschrieben und identisch sein, damit eine Vergleichbarkeit gegeben ist.
Die anderen Teile zu DID YOU KNOW rund um das Thema Flexpackwissen von Innoform finden Sie hier auf Youtube. Abonnieren Sie gerne den Kanal oder schauen Sie einfach regelmäßig in unseren Newsletter.
Einen Inno-Talk gibt es auch zu diesem Thema. Registrieren Sie sich gerne kostenlos online. Oder stöbern Sie einfach einmal auf der neuen Web-Site vom Inno-Talk.
Und hier geht es direkt zur Playlist DID YOU KNOW – Folienwissen von Innoform.
Fragen und Kommentare sowie Anregungen senden Sie bitte an ks@innoform.eu.
Permeation gliedert sich in 3 Schritte: Adsorption der Moleküle an der Oberfläche, Diffusion der Moleküle durch das Material und Desorption – das Entmischen der Moleküle und Lösen, z. B. im Füllgut. Wenn diese Schritte in einem konstanten, gleichförmigen Prozess ablaufen, lässt sich die Permeationsrate errechnen und messen. Zu diesen Grundlagen erörtert Karsten Schröder Details für alle, die sich mit Folienverpackungen und Barriere-Messungen sowie Barriere-Materialien befassen.
Erfahren Sie in diesem Video Hintergründe zum Mechanismus und zu den Verbesserungspotenzialen, um Barrierefolien dichter zu machen.
Did you know: Porosität und Permeation gehören nicht in eine Schublade und basieren auf völlig unterschiedlichen Mechanismen. So spricht man von Porosität für das Durchdringen und/oder Durchströmen von z. B. Gasen durch poröse Schichten, wie Defekte in Aluminiumfolien (Poren) oder auch Fehlstellen in anorganischen Barriereschichten wie SiOx und AlOx.
Bei Kunststoffen ohne Poren spricht man hingegen von Permeation, die als Diffusion in der Physik gut beschrieben ist. Diese Permeation, um die es hier gehen soll, hängt vor allem von diesen Faktoren ab:
Temperatur
Zeit
Feuchte => Konditionierungszustand
Material
Kristallinität
Dichte
Dicke
Permeand (Gas)
Partialdruck
Der Partialdruck ist der Druck, der einem Gas in einer Gasmischung zufällt. Bei Meeresniveau und 1013 mbar Luftdruck und 21 % Sauerstoff in der Luft entspricht das einem Partialdruck, der quasi die Haupttriebfeder für die Permeation darstellt, von 213 mbar.
Bei anderen Druckverhältnissen, Mischungen und mehr oder weniger Sauerstoff in der Verpackung steigt der Druck zum Gasaustausch oder er fällt. Wenn beispielsweise schon einiges an Sauerstoff in die Packung permeiert ist, verläuft die Permeation von außen nach innen immer langsamer.
Schaut man sich an, welche Schritte bei der Permeation im und an dem Material ablaufen, so sind das im Wesentlichen diese drei:
Adsorption
Diffusion
Desorption
So muss sich erst das Gas an der Oberfläche lösen, dann durchdringen (diffundieren) und dann wieder entmischen aus dem Material in die andere Atmosphäre auf der Innenseite.
All das beschreibe ich mit einfachen Worten in dem aktuellen Did you Know Video – in der Reihe Flexpackwissen von Innoform.
Diese beiden ähnlich klingenden Bezeichnungen für Barrieren, die wir in Folienverpackungen einsetzen, stiften gelegentlich Verwirrung und sorgen für Missverständnisse. So sind die organischen Barrieren gleichbedeutend mit Kunststoffbarrieren. Die anorganischen dagegen bestehen demnach aus Stoffen, die wir nicht als Kunststoffe bezeichnen. Im Fachgebiet der Folientechnologie sind das:
Aluminiumfolien
Aluminium-Bedampfungen
Aluminium-Oxid-Bedampfungen
Siliziumoxid-Bedampfungen
Wie diese sich grundlegend unterscheiden und welche Eigenschaften damit einhergehen, haben wir in einem kurzen “Did you know Video” erläutert und in diesem Blogartikel schon einmal angerissen. Nun also noch ein ergänzendes Video für mehr #folienwissen.
Wenn Sie mehr über Barrierefolien und Folienverpackungsmaterialien wissen wollen oder müssen, stöbern Sie gerne einmal in unserem Themenbereich Grundlagen Verpackungsfolien. Dort finden Sie auch eine Reihe von sofort abrufbaren “Instant Webseminaren”, die auch immer mal wieder als Live-Event online angeboten werden. Aber auch Vor-Ort-Seminare mit Prof. Markus Schmid oder René Arm und Henrik Annighöfer sind aktuell wieder eingeplant.
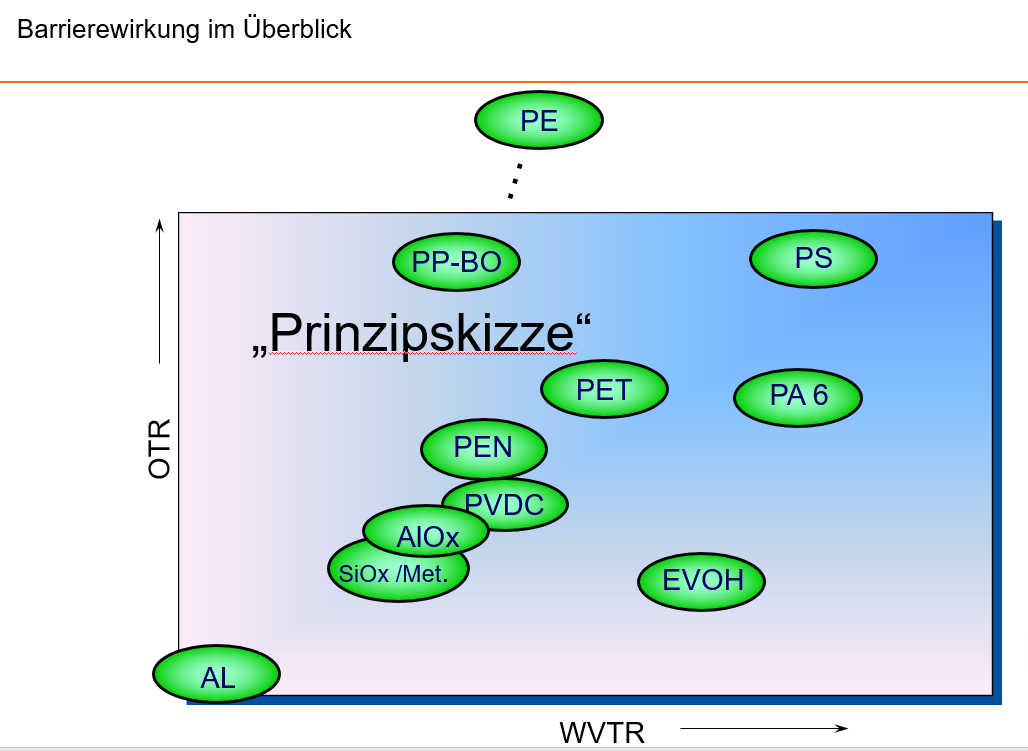
Im zweiten Teil unserer Reihe #Folienwissen geht es dieses Mal um den Einfluss der Materialien auf Barrierewirkungen von Folien, insbesondere für Lebensmittelverpackungen. Der Laie denkt natürlich, dass nur das Material die Barriereeigenschaften bestimmt. Das ist aber nicht der Fall. Auch Verarbeitung und Kombination mit anderen Schichten bewirken Barriereveränderungen an Folienverpackungen. Das soll hier aber heute kein Thema sein.
Dennoch kommt dem Material eine grundlegende Bedeutung zu, denn die chemische Struktur der Rohstoffe und die Anordnung der Moleküle – die Kunststoff-Gefüge – spielen eine dominierende Rolle bei fast allen Eigenschaften der Folienverpackungen.
In dieser Grafik wird die allgemeine Bedeutung von unterschiedlichen Materialien beschrieben. Diese sehr grobe Einteilung nach Sauerstoffdurchlässigkeit (OTR = Oxygen Transmission Rate) und Wasserdampfdurchlässigkeit (WVTR = Water Vapour Transmission Rate) zeigt die grundlegenden Barrierewirkungen der Kunststoffe (organische Barrieren) und der Bedampfungen und Aluminium (anorganische Barriere). Diese sind hier unabhängig von Verarbeitung und Dicke sehr grob eingeteilt.
Quelle: Fraunhofer Institut, Prof. Dr. Langowski
Man kann erkennen, dass z. B. das PE kaum eine Barriere gegen Sauerstoff, aber durchaus eine nennenswerte gegen Wasserdampf aufweist. Daher wird es auch als Wasserdampfbarriere, z. B. in Papierverpackungen wie Zementsäcken, verwendet. Aluminiumfolie ist unangefochtener Spitzenreiter bei beiden Eigenschaften (OTR und WVTR). Dazwischen liegen die anorganischen Beschichtungen, auch Bedampfungen genannt – die Metallisierung (Met.), Aluminiumoxid (AlOx) und das Siliziumoxid (SiOx). Diese anorganischen Barrieren zeigen eine gute Sperrwirkung gegen beide Gase im Gegensatz zu den meisten Kunststoffen, den organischen Barrieren, die eher immer nur gegen eines der beiden Parameter – Sauerstoff oder Wasserdampf – gute Barrieren liefern.
In dem kurzen Video erhalten Interessierte weitere Informationen zwischen den Zeilen und einen Einblick in unsere beliebten Webseminare.
In unserer Reihe #Folienwissen für alle geht es heute um die Einstufung von Barrierefolien. Wann fängt Barriere an und was ist eine Hochbarriere überhaupt? Wenn wir diesen Begriff der Barriere verwenden, muss erst einmal klar werden, um welche Barriere es sich handelt. Meistens betrachtet man theoretisch die beiden “gegenläufigen” Barrieren Sauerstoff- und Wasserdampfbarriere, die für Lebensmittelverpackungen von besonderer Bedeutung sind.
Wasserdampfbarriere beschreibt dabei die Neigung, das Austrocknen zu verhindern und die Sauerstoffbarriere gibt Anhaltspunkte dafür, wie lange ein Sauerstoff empfindliches Lebensmittel haltbar gemacht werden kann. Die Kehrwerte/Gegenteile nennt man anstatt Barriere Durchlässigkeit.
Hier haben wir einmal eine grobe Übersicht erstellt, wie man diese abstrakten Eigenschaften flexibler Verpackungen einstufen kann. Bevor wir da aber einsteigen, vorab kurz zu den Einheiten und Rahmenbedingungen:
Permeation, also Barriere, ist temperaturabhängig
Organische Barriere zeigt zudem noch eine Abhängigkeit zum Feuchtegehalt in der Barriereschicht bzw. der Umgebung
Sauerstoffbarriere wird in cm³/m²xdxbar angegeben (d=day=Tag, und bar steht für die Druckdifferenz zwischen innen und außen
Wasserdampfdurchlässigkeit gibt man hingegen in g/m²xdxbar
Um sich etwas vorstellen zu können, erklären wir die Messgröße immer so: Die Sauerstoffdurchlässigkeit gibt die Menge an Sauerstoff in cm³ an, die pro Tag und pro Quadratmeter Folie hindurch permeiert sprich durchdringt. Dabei entspricht ein Kubikzentimeter (cm³) etwa einem Stück Würfelzucker.
Zu diesem Thema gibt es übrigens auch ein kurzes rund 6-minütiges Video, in dem ich intensiver bespreche. Klicken Sie doch einfach mal auf die Tabelle.
Wenn Sie einmal selbst überschlagen wollen, welche Barriere ein bestimmter Folientyp hat, dann nutzen Sie gerne unseren kostenlosen Permeationsrechner des Innoform Testservice. Dort machen wir reichlich Permeationsmessungen mit allen gängigen Versuchsaufbauten und Gasen, die für die Praxis relevant sind.
Fragen, Kommentare oder Ergänzungen und Korrekturen gerne an ks@innoform.de
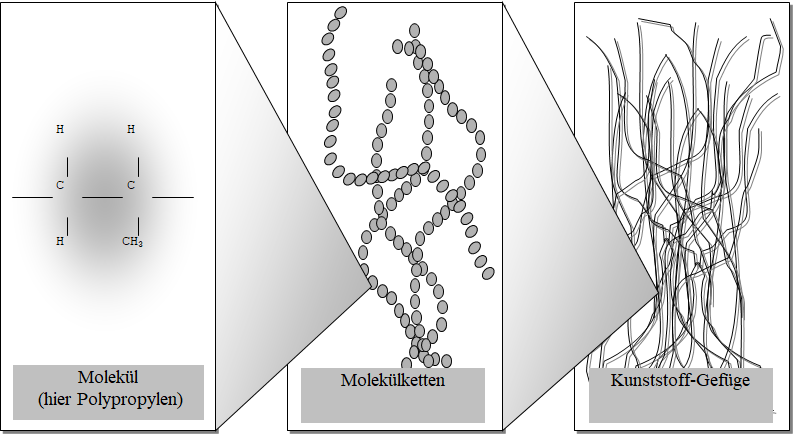
In unserer Reihe #folienwissen, geht es heute wieder um Begriffe, die viele benutzen und einige nicht richtig einordnen können. Wir nähern uns heute einmal den Begriffen der kleinsten Teilchen der Kunststoffe. Dabei beginne ich hier mit dem Molekül des Polypropylens. Es unterscheidet sich ja nur in einem Detail vom Polyethylen – der zusätzlichen CH3- oder auch Methylgruppe genannt. Und weil sich die beiden PE und PP so ähnlich sind, gehören diese auch zu einer Obergruppe, den Polyolefinen. Sie ähneln sich in der Verarbeitung, den Eigenschaften, der Polymerstruktur und auch der Recyclingfähigkeit. Nimmt man z.B. PE/PP Verbundfolien und untersucht sie auf Recyclingfähigkeit in mechanischen Verfahren, so lassen sich diese gut zusammen wiederverwerten.
Hier links im Bild ist die Strukturformel einmal dargestellt. Drei Kohlenstofffatome in der Monomereinheit, der kleinsten Einheit in dieser Betrachtung, und 6 Wasserstoffatome – und fertig ist das Polypropylen.
Im mittleren Bild sehen wir die längliche Form des Polypropylens mit weniger Vergrößerung. “Poly”, aus dem griechischen für viel, zeigt schon an, dass es ziemlich viele Polymere sind, die man da zu Molekülketten zusammen polymerisiert. Und da kommen wir schon zum nächsten Detail, dem Herstellungsprozess der Polymerisation. Diese langen, Spaghetti ähnlichen Moleküle bestehen oft aus mehr als 100.000 Monomeren, den Propylenen, und werden so zum Polypropylen.
Zoomt man nun noch etwas weiter raus und verringert dadurch die Vergrößerung, so findet man das s.g. Polymer-Gefüge, auch Kunststoffgefüge genannt. Man sieht dann übergeordnete Strukturen, die sich in amorphe und kristalline Bereiche unterteilen lassen.
Die amorphen Bereiche zeichnen sich durch ein wildes Durcheinander aus. Man kann sich das wie ein Wollknäuel vorstellen.
Die kristallinen Bereiche hingegen sind schön geordnet nebeneinander und haben dadurch einen energetisch niedrigeres Niveau erreicht.
Zieht man nun an dem gesamten Gefüge, dehnen sich die amorphen Bereiche mehr als die kristallinen und sortieren sich dabei um. Man spricht von s.g. Verfestigungsmechanismen, Kaltverfestigung und Orientierung der Polymere oder in unserem Anwendungsfall eben der Folien.
Heute sprechen alle über voll recycelfähig, 100% rezyklierbar und 100% nachhaltige Folien. Aber was heißt das eigentlich für die Praxis? Generell kann man sagen, dass diese Begriffe überhaupt nicht geschützt oder ausreichend definiert sind. Das ist auch nur schwer möglich, denn je nach Materialgruppe, Recyclingverfahren und Kunststoffmix, kann das ganz anders interpretiert werden. Daher sagen wir auch bei Marketing-Claims: Achtung Green-Washing. Wenn uns nämlich jemand nachweisen kann, dass wir zwar 100% recyclingfähig sagen, aber gar keine genaue Vorstellung davon haben, was das heißen soll oder gar keine Untersuchung gemacht haben, kann es teuer werden. Es würde hier zu weit führen dieses Thema gleichzeitig zu behandeln. Mehr Informationen dazu liefert unser Webseminar:
Aber es gibt praxisnahe Lösungsvorschläge von den Recyclern. Monomaterialfolien oder insgesamt Monomaterial-Verpackungen gelten als gut wiederverwertbar und recyclingfähig. Und das gilt erst einmal für alle Recyclingverfahren, ob mechanisches Recycling oder chemisches Recycling, Einstoff-Fraktionen sind immer hilfreich und erhöhen die Qualität des Regenerates. Das Regenerat oder Regranulat ist der Stoff, der durch das Recycling gewonnen wird und wieder als Granulat oder Flakes in den Kunststoffkreislauf – alternativ und als Zusatz zur Neuware – eingesetzt wird.
Nun gibt es aber ja auch noch den Begriff der Monofolie. Diese Wortschöpfung hingegen bezeichnet nur die Folien, die aus einer Schicht bestehen. Diese sind oft auch nur aus einem Material hergestellt. Normalerweise werden tatsächlich auch nur Materialien in dieser einen Schicht gemischt, die gut miteinander mischbar (kompatibel) sind und daher meistens aus einer Materialgruppe stammen.
Monofolie aus einer Schicht und meistens auch aus Monomaterial aber als Mischung z.B. PE-LD, PE-LLD
Diese werden unterschieden von den Verbundfolien, die sich wiederum in 2 Gruppen unterteilt:
Coextrudierte Verbundfolien
Kaschierte Verbundfolie (mittels Klebstoff- oder Extrusionskaschierung)
Coextrudierte Verbundfolie sowohl Monomaterial, meistens aber noch Multimaterial z.B. PA-PE-EVOH-PE
Kaschierte Verbundfolie, meistens Multimaterial, aber auch Monomaterial möglich, hier PET-BO/AL/PA-BO/PP
Wir tun also alle gut daran, die Begriffe Monomaterial und Monofolie auseinander zu halten und den Unterschied zu kennen und zu berücksichtigen, wenn wir kompetent über Folien und Folienverpackungen diskutieren und diese immer nachhaltiger machen. Und diese Nachhaltigkeit erzeugen wir auch dadurch, dass wir mehrschichtige Verbundfolien entwickeln, die aber aus Monomaterialien bestehen, um die vielfältigen Eigenschaften, die an eine Verpackungsfolie gestellt werden, zu erfüllen.
Beispiele für Monomaterialverpackungen in diesem Sinne der Recyclingfähigkeit sind die beiden ersten Beispiele. Die kaschierte Verbundfolie mit Aluminium hingegen ist schwer stofflich zu verwerten, also zu recyceln, da das Aluminium nicht gut mit dem Kunststoff zusammen recycelt werden kann. Es müsste getrennt werden, was aber meistens zu aufwendig wird. Es bleibt also meistens nur die Verbrennung oder Deponielagerung, was wir strikt vermeiden wollen und sollen.
Verbundfolien aus PP-BO kaschiert zu PE-LLD gelten aber als Monomaterialien, da sie aus einer Stoffgruppe der Polyolefine stammen und gut miteinander recycelt werden können. Besser wäre natürlich reines PE oder reines PP, aber das funktioniert praktisch oft noch nicht gut genug. Man will ja gerade die unterschiedlichen Eigenschaften der Rohstoffe PE und PP kombinieren für die Verwendung.