Präzise Charakterisierung für Qualität, Sicherheit und Ursachenklärung
Partikel und unerwünschte Fremdkörper stellen in der Herstellung und Verarbeitung flexibler Verpackungen ein erhebliches Qualitäts- und Risikopotenzial dar. Insbesondere bei polymerbasierten Materialien, Mehrschichtsystemen oder funktionellen Beschichtungen führen selbst kleinste Verunreinigungen zu Funktionsstörungen, optischen Beeinträchtigungen oder regulatorischen Beanstandungen. Die systematische Analyse solcher Auffälligkeiten ist daher ein zentraler Bestandteil moderner Qualitätssicherung und Schadensaufklärung entlang der gesamten Wertschöpfungskette.
Definition: Partikel- vs. Fremdkörperanalyse
Partikelanalysen untersuchen Größe, Form, Anzahl und Materialeigenschaften kleinster Teilchen auf oder innerhalb eines Produkts. Die Fremdkörperanalyse geht darüber hinaus: Sie identifiziert Stoffe, die nicht zur vorgesehenen Materialzusammensetzung gehören. Ziel ist es, die Beschaffenheit der Partikel eindeutig zu charakterisieren und ihre Herkunft präzise zu bestimmen. Auf dieser Basis lassen sich Ursachen eingrenzen, Prozessschritte optimieren und zukünftige Abweichungen vermeiden.
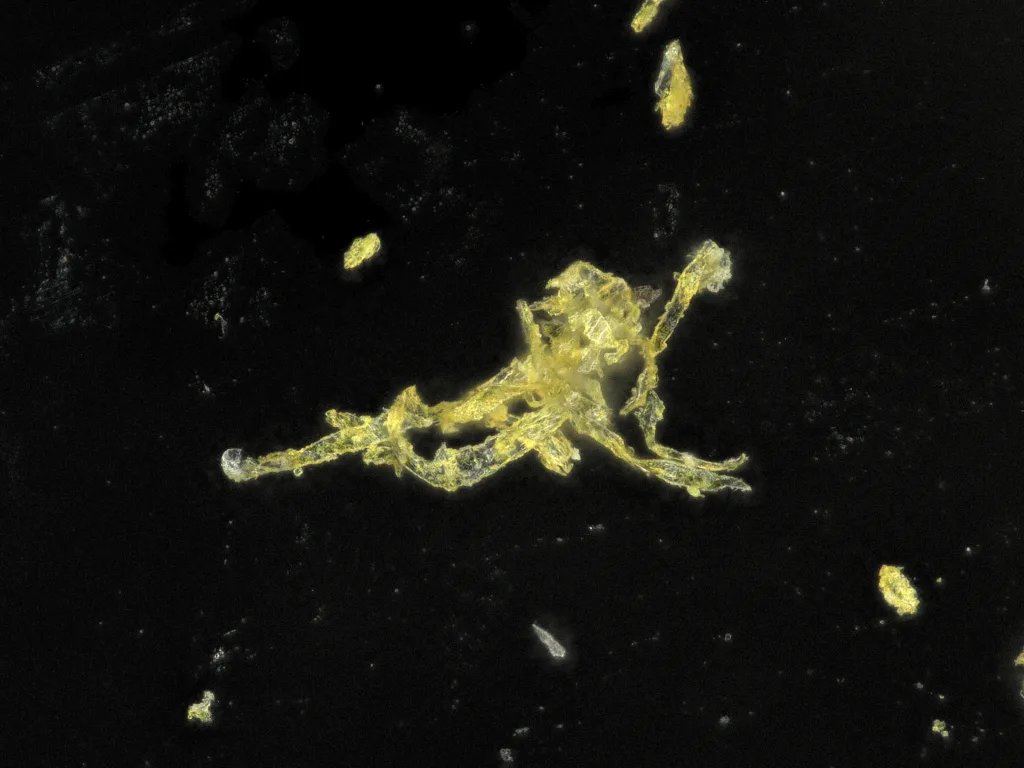
Systematische Mikroskopie bei Innoform
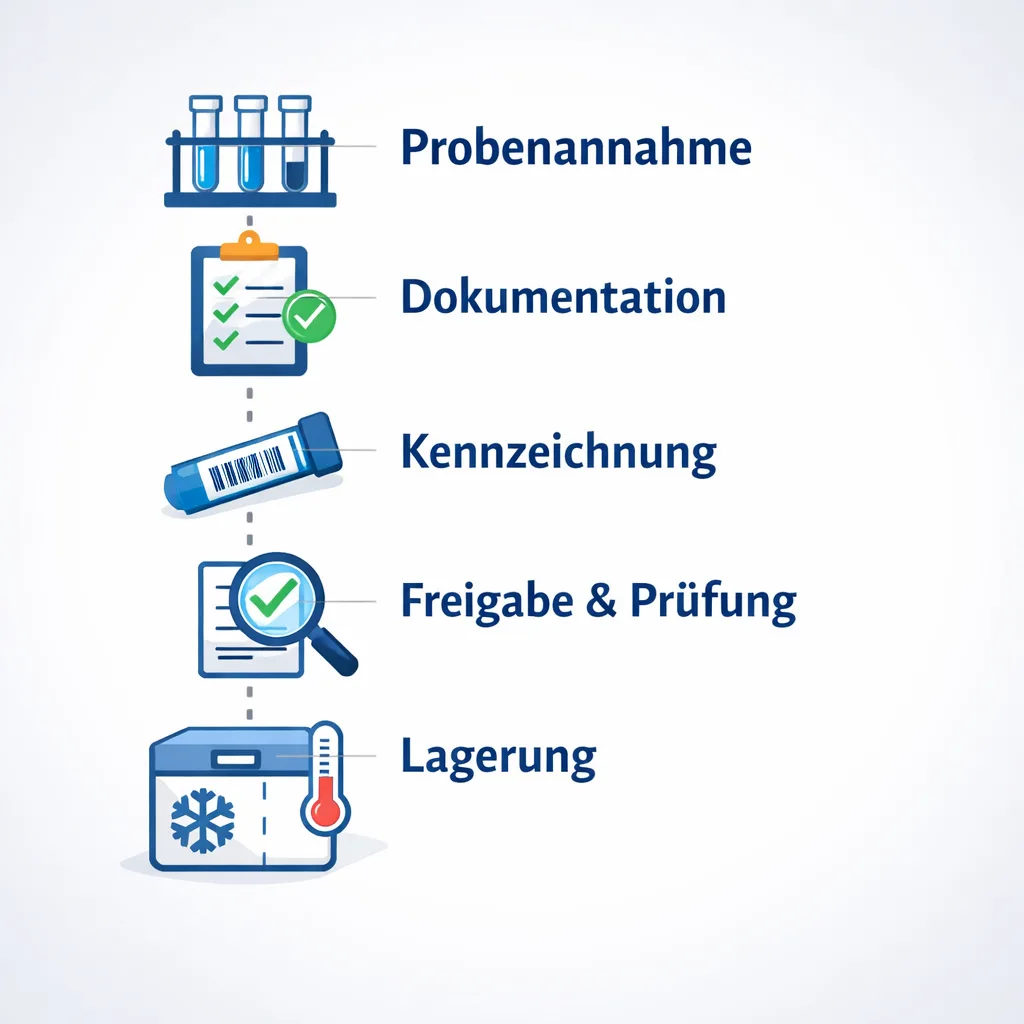
Bei Innoform erfolgen Partikel- und Fremdkörperanalysen mit hochwertigen lichtmikroskopischen Systemen, die eine differenzierte Beurteilung ermöglichen. Jede Untersuchung beginnt mit einer systematischen Bilddokumentation. Zunächst werden Übersichtsaufnahmen erstellt, um die Lage, Verteilung und Einbettungssituation der Auffälligkeit im Gesamtkontext zu erfassen. Anschließend folgt die detaillierte mikroskopische Untersuchung mit höherer Vergrößerung. Diese zweistufige Herangehensweise gewährleistet sowohl die Einordnung in die Probenmatrix als auch die präzise Analyse morphologischer Details.
Präparation von Verbundmaterialien und Querschnitten
Ein besonderer Stellenwert kommt der Probenpräparation zu. Befinden sich Partikel eingeschlossen in der Matrix – beispielsweise in einer Kunststofffolie, einer Beschichtung oder einem komplexen Verbundmaterial – ist oft die Herstellung eines Querschnitts erforderlich. Durch gezielte Schnitttechnik oder mikromechanische Präparation wird die Einbettungssituation freigelegt. Grenzflächen, Haftungszustände und mögliche Wechselwirkungen zwischen Matrix und Fremdkörper werden so beurteilbar. Gerade bei Mehrschichtsystemen liefert der Querschnitt wertvolle Hinweise darauf, in welcher Prozessstufe (z. B. Extrusion oder Kaschierung) eine Kontamination eingebracht wurde.
Materialidentifikation mittels IR-Spektroskopie
Die morphologische Betrachtung ist häufig nur der erste Schritt. Für die Identifikation der Materialzusammensetzung nutzen wir unter anderem die Infrarotspektroskopie (IR). Sie erlaubt die Bestimmung molekularer Strukturen anhand charakteristischer Schwingungsbanden. Innoform setzt die IR-Analytik sowohl im Auflicht- als auch im Durchlichtmodus ein. Die Wahl der Technik hängt von der Beschaffenheit und Transparenz des Partikels ab. Durch den Abgleich mit Referenzdatenbanken lassen sich organische Materialien – wie Polymere, Klebstoffe, Beschichtungsbestandteile oder externe Verunreinigungen – eindeutig identifizieren.
Komplementäre Verfahren: Raman und Thermik
Ergänzend kann die Raman-Spektroskopie eingesetzt werden. Sie bietet eine hohe laterale Auflösung für kleinste Partikel und erlaubt oft die Analyse direkt im eingebetteten Zustand. Die Kombination aus IR- und Raman-Spektroskopie erhöht die Identifikationssicherheit erheblich. In speziellen Fragestellungen liefern zudem thermische Verfahren wie die Differenzkalorimetrie (DSC) zusätzliche Erkenntnisse zum Schmelzverhalten oder zur thermischen Stabilität. Dies hilft besonders bei polymeren Fremdkörpern, Werkstoffe voneinander abzugrenzen oder Hinweise auf Additive zu erhalten.
Fazit: Prozesssicherheit für Verarbeiter und Abfüller
Die Stärke einer fundierten Analyse liegt in der systematischen Verknüpfung aller Informationen. Morphologie, Chemie und thermisches Verhalten ergeben ein schlüssiges Gesamtbild. Dies ermöglicht Rückschlüsse auf potenzielle Eintragsquellen – etwa Abrieb von Maschinenkomponenten, Verunreinigungen aus Rohstoffen oder Rückstände aus Reinigungsprozessen. Für Unternehmen bietet dies entscheidende Vorteile: Reklamationen lassen sich sachlich bewerten und regulatorische Anforderungen, etwa für Lebensmittelkontaktmaterialien, sicher dokumentieren. Die professionelle Analytik ist somit ein unverzichtbares Instrument zur Sicherung der Produktintegrität.