Verpacktes Wasser in der Chiringuito (Strandbar) kostet 1,50 €. Aber überall kann man in Spanien kostenlos Trinkwasser bekommen – “Ist das Marketing oder kann das weg?“
Einige “wirre” Gedanken über Verpackungen von Karsten Schröder
Wer mich kennt, der weiß, dass ich mich für Verpackungen und vor allem für verpackte Lebensmittel wirklich begeistern kann, und mich vor allem dafür einsetze, das Richtige richtig zu machen. So diskutieren wir seit 2001 in vielen Seminaren, Webseminaren, Inno-Meetings und Inno-Talks über die optimale Verpackungslösung für diverse Lebensmittel. Wir geben uns große Mühe beim Innoform Testservice, sicherzustellen, dass keine unerwünschten Schadstoffe aus Verpackungen in das Lebensmittel gelangen. Wir passen Barriereschichten so an, dass diese ökonomisch und ökologisch optimiert sind und möglichst wenig Lebensmittel verderben. Zudem kümmern wir uns in Oldenburg auch um all die anderen, mechanischen und üblichen Anforderungen wie Easy-Opening, Fallfestigkeit u. v. m..
Seit einigen Jahren fokussieren wir uns zunehmend auch auf umweltverträgliches Wirtschaften mit ökologisch sinnvollen Packmitteln. Wir bestimmen Fremdanteile in Papierverpackungen, analysieren Fremdkörper in Lebensmitteln und helfen bei Entwicklungsprojekten zu Mono-Material-Verpackungen.
Und nun saß ich in dieser Chiringuito – der Tangana Bar in Tarifa und grübelte über diese wirklich geniale Verpackung, die meine Tochter gerade in einem Zug geleert hatte.

Stilles Wasser aus der Region im Getränkekarton schneidet in Öko-Tests und LCA (Life Cycle Analysis) meistens optimal ab. Doch was hilft das, wenn die Verpackung einfach überflüssig ist?
Stilles Wasser bekommt man in Spanien in jeder Kneipe aber auch kostenlos. Doch meine Tochter kaufte sich 500 ml in diesem schön dekorierten Getränkekarton und wies mich stolz auf all die Logos hin, die einem ein gutes Gewissen machen, genau hier genau dieses Produkt in genau dieser Verpackung von ihrem knappen Taschengeld gekauft zu haben.
Und ich, der Verpackungen und natürlich auch meine Tochter liebt, beginne zu grübeln, ob das, was ich in den letzten 30 Jahren getan habe, überhaupt einen Nutzen gebracht hat. Kennen Sie das?
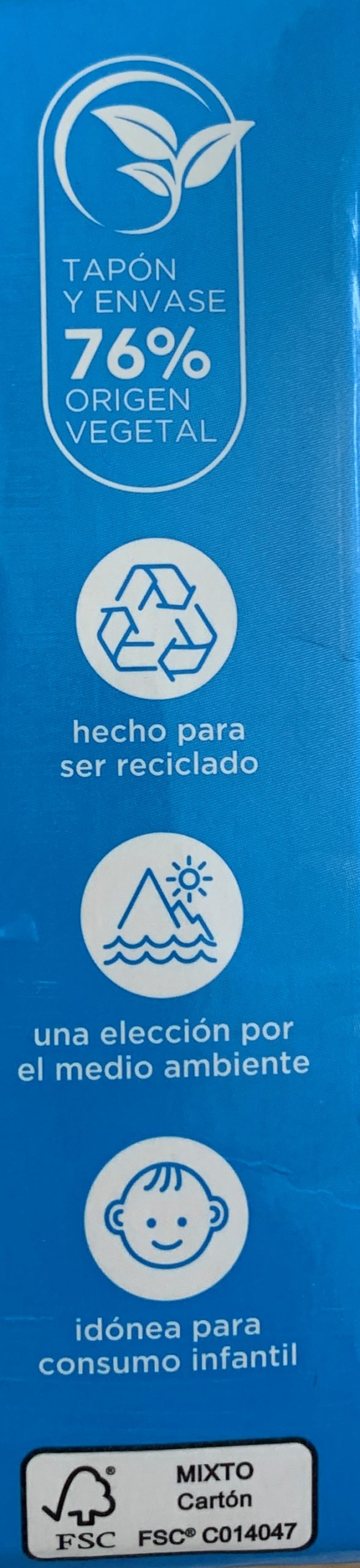
- Als erstes steht auf der Verpackung, dass diese einschließlich des Plastik-Wiederverschlusses zu 76 % aus Pflanzen stammen.
- Dann lese ich, dass sie gemacht wurde, um recycelt zu werden.
- Es handle sich um eine Auswahl für die Umwelt.
- Natürlich für den Verzehr durch Kinder geeignet.
- UND: Es sei ein gemischter Karton FSC zertifiziert.
- Es wird darauf aufmerksam gemacht, dass der Zugang zu Trinkwasser ein Grundrecht sei und dieses dazu beitrage.
Das klingt doch alles perfekt, und alle haben alles richtig gemacht, oder? Dennoch liegt diese leere Verpackung nun schon seit einiger Zeit auf meinem Schreibtisch und will nicht weichen. Irgendetwas stimmt da nicht, fühle ich. Aber kann ich es auch benennen? Das hier ist ein Versuch dafür. Und dafür erzähle ich diesen Fall auch ungewohnt persönlich und weniger sachlich als Innoform Kunden es kennen.
Es kann doch nicht richtig sein, dass wir mit und auf den Verpackungen kommunizieren, dass alles in Ordnung sei, wir mit dem Kauf etwas Gutes getan hätten und eigentlich aber die ganze Verpackung völlig überflüssig ist, da ja sowieso jeder ein Glas Wasser aus dem Wasserhahn kostenlos bekommen kann. Und selbst wenn das nicht so wäre – ist es nicht seltsam, dass wir Wasser lieber verpackt als aus dem Hahn trinken und teuer dafür bezahlen?
Was ist falsch gelaufen? Hier fehlen die Antworten, da diese vielschichtig, kompliziert und strittig sind. Doch ich denke, dass gerade die Packmittel-Industrie und die Abpacker, Werber und Händler sorgsamer mit den Produkten selber umgehen sollten. Das haben die Inhaber der Tangana Bar ja versucht, indem sie von PET-Einwegflaschen auf den tollen, schicken Getränkekarton mit regionaler Botschaft umgestellt haben. Doch weniger vom Falschen zu tun macht es ja nicht richtig?
Vielleicht wäre es ebenfalls eine gewinnbringende Idee, einen Wasserhahn aufzustellen für die vielen Strandbesucher, die nur Durst haben und gern auch für sauberes Leitungswasser eine Spende geben, wenn der Kneipier so großzügig ist, Wasser offensichtlich kostenlos anzubieten, was ja Recht, Gesetz und sinnhaft ist. Was meinen Sie?
Ich vermute, den Hauptumsatz machen die beiden Besitzer*innen ohnehin mit Wein, Bier und Mojito, was eine ganz andere Diskussion anfachen könnte – aber die werden nicht in Einweg-Verpackungen ausgeschenkt – das überlasse ich anderen “Expert*innen”.
Mehr zum Thema auch in Würzburg http://um.innoform.de