Schlagwort: Qualitätssicherung
-

Checkliste zur Konformitätsarbeit zum Download verfügbar
Heike Schwertke hat eine Checkliste zur Erstellung von Konformitätsarbeit zur Verfügung gestellt. Hier finden Sie den Link zum Download. Die vollständige Beschreibung lautet: Checkliste für die Erstellung und Bewertung von Konformitätserklärungen von Zwischenmaterialien aus Kunststoff und fertigen Materialien und Gegenständen. -

Verbundfolien in der Anwendung – Basiswissen zum Anfassen
Sie erhalten als Einsteiger ins Folienverpackungsgeschäft einen praxisbezogenen Überblick über unterschiedliche Verbundfolien sowie deren Charakterisierung und Prüfung. Im Vordergrund stehen Anwendungen und Einsatzzwecke in der Verpackungsindustrie. In Praxisteilen und im Labor lernen Sie die Eigenschaften anhand von Folienmustern und einfachen Laborprüfungen kennen. Gearbeitet wird in kleinen Gruppen, um auf individuelle Fragen und Wünsche eingehen zu können. Fach-, Kunden- und Lieferantengespräche können nach diesem Workshop mit mehr Kompetenz bewältigt werden. Eigene Muster können mitgebracht werden. Flexible Folienverpackungen sind heutzutage aus dem Alltag nicht mehr weg zudenken und weiterhin auf dem Vormarsch. Aufgezeigt werden Zahlen, Daten und Fakten zu den verwendeten Materialien sowie ein Überblick über typische Anforderungsprofile für verschiedene Produktgruppen und Verpackungsformen. Abgerundet wird der Vortrag mit Hinweisen zu rechtlichen Situationen sowie aktuellen Trends und Entwicklungen im Verpackungsbereich. Welche Folien verwendet man als Druckträger? Welche Materialien eignen sich für Barriereschichten? Wie sind typische Siegelschichten zusammengesetzt? Antworten und Lösungen werden in diesem Kapitel aufgezeigt und Unterschiede zwischen einzelnen Folientypen bzw. Rohstoffen aufgezeigt. Ergänzt wird dies mit Handmustern, um die typischen Folieneigenschaften und Unterschiede zwischen den Folientypen zu “erfühlen” Die Grundlagen des Verpackungsdrucks und schwerpunktmäßig Kaschierung werden in diesem Kapitel behandelt. Welche Möglichkeiten der Verbundherstellung bestehen und welche Einflußfaktoren existieren in der Praxis, die eine unterschiedliche Verbundqualität bewirken ? Eigene (aktuelle) Erfahrungen / Anwendungsfälle der Teilnehmer können (sollen) eingebracht werden Zielsetzung ist weiterhin ein Einblick und Verständnis in die Wechselwirkung zwischen verschiedenen Materialien und Produktionsprozessen. Die Teilnehmer erhalten einen Überblick über typische Prüfungen, (z.B. mechanische Prüfungen, Permeationsmessungen) und deren Aussagekraft in der Praxis. Anhand von Mustern und Laborvorführungen werden die Prüfmethoden vertieft. Welche Prüfungen sind bei welchen Folienanwendungen sinnvoll ? Wo bestehen die Grenzen bei den einzelnen Methoden ? Aufgezeigt werden an Beispielen typische Verbundfolien für ausgewählte Anwendungen. In Gruppenarbeit erarbeiten die Teilnehmer Verbundstrukturen, die anschließend vorgestellt und erläutert werden. Die Gruppentätigkeit soll die “theoretischen” Inhalte vertiefen und die Teilnehmer in die Lage versetzen eigenständig Folienkombinationen zu “entwerfen”. -
Barrierefolien in der Anwendung – welche Folie für welchen Zweck?

Eine Hauptfunktion von Verpackungen ist es, die Ware vor Verderb und Verunreinigung zu schützen. Dies trifft besonders für Lebensmittel zu: Verschiedene Lebensmittelgruppen erfordern unterschiedliche Verpackungskonzepte. Während das eine Lebensmittel bei der Verpackung eine hohe Barriere benötigt, ist bei dem anderen Lebensmittel eine hohe Durchlässigkeit notwendig. Kurz gefasst: Lebensmittel müssen mit geeigneten Packmitteln und angepassten Barriereeigenschaften verpackt werden, um produktspezifischen Schutz zu gewährleisten. 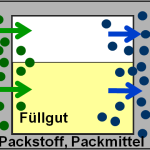
Alle, die Lebensmittelfolien einkaufen, verwenden, entwickeln oder verkaufen, erhalten in diesem Seminar die notwendigen Grundlagen und aktuelles Fachwissen über moderne Strukturen und typische Anwendungen von Barrierefolien. Es werden die spezifischen Barriereigenschaften der verfügbaren Packstoffe und moderne Techniken in der Herstellung von Barrierefolien vorgestellt. 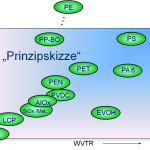
Zur Beurteilung und Charakterisierung verpackungsrelevanter Eigenschaften werden unterschiedliche Messmethoden als Qualitätssicherungsinstrumente vorgestellt und anhand von Praxisbeispielen näher erläutert. In diesem Zusammenhang werden die Themen Spezifikation von Packmitteln sowie die aktuellen EU-lebensmittelrechtlichen Anforderungen an Lebensmittelverpackungen behandelt. 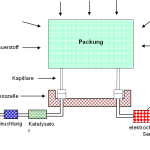
Auch der Einfluss von Licht und Sauerstoff auf die Produktqualität wird am Beispiel sauerstoffempfindlicher Lebensmittel veranschaulicht und entsprechende Verpackungskonzepte abgeleitet. Dabei spielen neben den produktspezifischen Anforderungen auch die Lagerbedingungen und der Abpackprozess eine entscheidende Rolle für die Auslegung der Barrierefolie. 
Nach dem Seminar kennen die Teilnehmer die spezifischen Barriereeigenschaften der kommerziell verfügbaren Packstoffen und wissen, wie diese zielführend miteinander kombiniert werden, um Packmittel für produktspezifische Verpackungskonzepte zu erzeugen. Die Teilnehmer können die Permeationseigenschaften von Barrierefolien berechnen und Verpackungskonzepte entsprechend optimieren und sie wissen, wie geeignete Verpackungskonzepte aus Barrierefolien nicht nur die Qualität und Sicherheit dieser Lebensmittel positiv beeinflussen können, sondern die Barrieredimensionierung auch der Kosteneinsparung dient. -

Änderung der Verordnung (EU) Nr. 10/2011 verfügbar
VERORDNUNG (EU) 2015/174 DER KOMMISSION vom 5. Februar 2015 Um den Verwaltungsaufwand für die Unternehmer zu begrenzen, dürfen Materialien und Gegenstände aus Kunststoff, die den vor dem 26. Februar 2015 geltenden Anforderungen der Verordnung (EU) Nr. 10/2011 genügen, bis zum 26. Februar 2016 in Verkehr gebracht werden. Diese Materialien und Gegenstände aus Kunststoff dürfen nach dem genannten Datum bis zum Abbau der Bestände in Verkehr bleiben. Die Anpassungen betrifft in erster Linie die Unionsliste in der Tabelle 1 des Anhang 1. Es wurden 6 neue Stoffe ergänzt, 1 Stoff gestrichen und bei 10 Stoffen Beschränkungen oder Spezifikationen geändert. http://eur-lex.europa.eu/legal-content/DE/TXT/PDF/?uri=CELEX:32015R0174&qid=1423650785084&from=DE -

NIAS (non intentionally added substances oder nicht absichtlich zugesetzte Stoffen) in Lebensmittelverpackungen
Substanzen, die bei der Herstellung von Materialien und Gegenständen aus Kunststoff verwendet werden, können Verunreinigungen oder Abbauprodukte enthalten. Diese Verunreinigungen gelangen bei der Herstellung zusammen mit dem Stoff unbeabsichtigt in das Kunststoffmaterial (unbeabsichtigt eingebrachter Stoff — non-intentionally added substance, NIAS). Die eingesetzten Substanzen müssen über eine technische Qualität und Reinheit verfügen, die für die vorhersehbare Verwendung der Materialien geeignet ist. Daher sollten Verunreinigungen, die relevant für die Konformitätsbeurteilung sind, in den Konformitätserklärungen und Spezifikationen angegeben werden. Was kann ich tun, wenn mein Lieferant keine Angaben zu NIAS macht? Die Prozesskette zur Fertigung von Verpackungsmaterialien oder Bedarfsgegenstände kann mitunter sehr lang sein. Daher sollten die Informationen zu diesen Stoffen auch innerhalb der Kette weiter gegeben werden. Werden keine Angaben zu NIAS gemacht, kann das einerseits bedeuten, dass keine unbeabsichtigt eingebrachten Stoffe vorhanden sind, aber auch, dass ihr Lieferant selbst keine Kenntnis über diese Stoffe hat. Um einzuschätzen zu können, ob unbeabsichtigt eingebrachte Stoffe oder Abbauprodukte migrieren können, sind Migrationsscreenings eine Möglichkeit um sich dieser Thematik zu nähern. Welche Mengen sind relevant? Leider gibt es hierzu noch keine klare Vorgehensweise. Im „The Exposure Matrix Project“ der Plastics Europe, EuPC, FPE und CeficFCA wurde ein „level of interest“ (LOI) vorgestellt, ein berechneter Wert basierend auf Expositionsdaten (Studien zur tägliche Nahrungsaufnahme, unterteilt nach Lebensmittelgruppen und Verpackungsarten) für unterschiedliche Verpackungsmaterialien, oberhalb dessen eine Bewertung erforderlich ist. Alternativ kann eine Orientierung am Grenzwert für nicht beurteilte Stoffe hinter einer funktionellen Barriere von 10 µg/kg Lebensmittel (10 ppb) erfolgen. Bei Anwendung eines Oberflächen/Volumen-Verhältnisses von 6 dm²/kg Lebensmittel wären das ca. 1,3 µg/dm² Verpackungsmaterial. Welche Maßnahmen sind daraus abzuleiten? Stoffe oberhalb des LOI bzw. der 10 ppb müssen zunächst eindeutig identifiziert werden. Wenn es sich um Abbauprodukte eines Inhaltsstoffes handelt, ist das nicht einfach, da z.B. Standards zur Identifizierung der Substanzen fehlen können. Dann kann nur auf Basis des Massenspektrums in Verbindung mit Kenntnissen über die eingesetzten Inhaltsstoffe auf die Substanz geschlossen werden. Ggf. sind zusätzlich toxikologische Bewertungen erforderlich. Haben Sie Interesse an Migrationsscreenings, rufen Sie mich gerne einmal an +49 441 9498614! -

Fragen und Antworten zu primären aromatischen Aminen in Druckfarben für Papierservietten und Lebensmittelverpackungen
Druckfarben für Papierservietten und andere Lebensmittelverpackungen aus Papier können primäre aromatische Amine (paA) enthalten. Einige paA weisen krebserzeugende und erbgutverändernde Eigenschaften auf. Bei längerem Kontakt mit Lebensmitteln können paA auf diese übergehen und dann vom Menschen aufgenommen werden. Das BfR empfiehlt, den bestehenden Grenzwert für den Übergang der als krebserzeugend eingestuften paA zu überprüfen. Eine kritische Bewertung der zur Verfügung stehenden Informationen lässt jedoch den Schluss zu, dass bei kurzfristigem Kontakt mit der Haut und mit Schleimhäuten (Lippen) sowie mit Lebensmitteln nicht mit einem zusätzlichen Gesundheitsrisiko zu rechnen ist. Das BfR hat am 17.12.2014 häufig gestellte Fragen zu primären aromatischen Aminen in Druckfarben zusammengestellt. Näherer Informationen können der folgenden Veröffentlichung entnommen werden: http://www.bfr.bund.de/cm/343/fragen-und-antworten-zu-primaeren-aromatischen-aminen-in-druckfarben-fuer-papierservietten-und-lebensmittelverpackungen.pdf -

Wärmekammer für Zug-/Druckversuche erfreut sich wachsender Beliebtheit
Folienprüfungen in der Wärme-/Kältekammer sind noch immer keine leichte Aufgabe und weit entfernt von einer Routineprüfung. “Aber warum ist das so?”, haben sich die Experten des Innoform Testservice gefragt und eine entsprechende Vorrichtung installiert. Seit der Investition von rund 40.000 € in Oldenburg steht die Zug-Druck-Prüfmaschine kaum noch still. Die Gründe dafür sind, dass gerade Verpackungsmaterialien aus Folie in den unterschiedlichsten Umgebungsbedingungen „funktionieren“ müssen. Um Schäden zu vermeiden, oder schlimmer Schäden zu analysieren und zu verstehen, werden hier Kälte und Wärme nach Normverfahren simuliert und dann an der Folie die üblichen Versuche wie Zugversuch, Durchstichversuch etc. durchgeführt. Sollten Sie also Folien einsetzen oder herstellen, die bei extremen Klimata eingesetzt werden, prüfen Sie diese doch einmal bei genau diesen Bedingungen hinsichtlich ihrer mechanischen Eigenschaften. Was da alles geht, finden Sie hier: http://www.innoform-testservice.de/tpages/checkmethod/methods.php?group=10 Übrigens kann man in dieser Wärmekammer auch Schrumpfkräfte etc. bestimmen. -
Abpacken in flexiblen Verpackungen Teil 2.1: Schlüsselstellen bei vertikalen Form-, Füll- und Schließsystemen: Produktschutz
Abpacken in flexiblen Verpackungen im Form-, Fill- Seal-Prozess Folien, Maschinen und Qualitätssicherung von Dr. Manfred Reichert
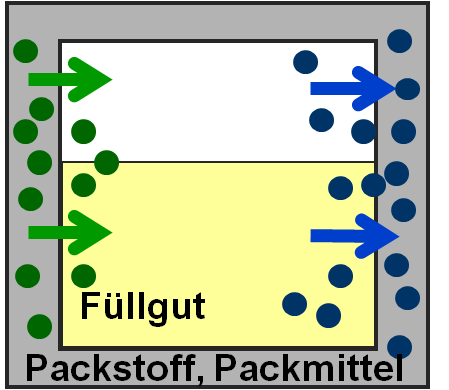
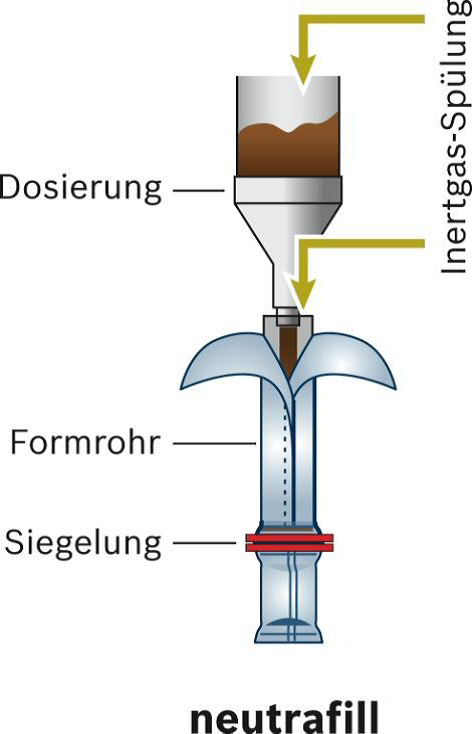
Kurzzusammenfassung: Aufbauend auf Teil 1 (Abpacken in flexiblen Verpackungen: Konzepte für vertikale Form-, Füll- und Schließsysteme (FFS)) werden die Schlüsselstellen in ihren Grundzügen dargestellt: Im Teil 2.1 wird hier zunächst auf Grundzüge der Produktschutzverfahren eingegangen. Stichworte: Begasungsverfahren, Evakuierverfahren, Kombinationen dieser beiden Verfahren, Aromaschutz-Ventile, z. B. für Kaffee Am Schluss dieses Inno-Letters wird noch darauf verwiesen, mit welchen Themen sich die nachfolgenden Teile befassen werden. Produktschutz In diesem Rahmen kann lediglich auf die wichtigsten Grundzüge eingegangen werden. Produktschutz lässt sich definieren als Schutz vor chemischem, physikalischem und biologischem Verderb. Trockene Lebensmittel (unter denen die schüttfähigen Lebensmittel einen großen Anteil ausmachen) sind biologisch nicht gefährdet, wenn ihre Wasseraktivität unter der Gleichgewichtsfeuchte von 60% liegt. Deshalb sind „trockene Produkte“ nur noch durch mechanische Zerstörung, Substanzverlust, Lichtstrahleinwirkung und durch chemische Prozesse (v. a. Oxidation) bedroht. Die Qualitätserhaltung trockener Lebensmittel durch Vakuum- und Schutzgaspackungen wirkt hier chemischen Langzeitschäden wie z. B. Oxidation entgegen. Lichtempfindliche Lebensmittel werden durch Sauerstoffentzug besser geschützt. Bezüglich Produktschutzverfahren sind hier sowohl Evakuier- als auch Gasspülverfahren zu erwähnen, die auch kombinierbar sind. Beim Evakuierverfahren kommt das Produkt im ungünstigsten Fall unter Normaldruck (210 mbar = 21 % Sauerstoff) zur Verpackungsmaschine. (Quelle: K. Domke, neue Verpackung 1/94) Zum Produktschutz bietet Bosch Packaging Technology verschiedene Verfahren wie Neutrafilter, Neutravac, Vacufin sowie Aromaschutzventile an. Im Folgenden sind einige Grundlagen für Produktschutz und Ventile kurz dargestellt: „Neutrafilter“: Hier handelt sich um eine Vorbegasung bei Schlauchbeutelmaschinen; der Restsauerstoffgehalt eines unter Normalatmosphäre geführten Produktes wird im Dosierer auf ca. 2 mbar reduziert. Gleichzeitig wird das Innere des Folienschlauches auf etwa den gleichen Wert gespült. Da bei der Abfüllung nur sehr wenig Außenluft hinzu gelangt, bleibt der Rest-Sauerstoffwert im geschlossenen Beutel auf diesem sehr niedrigen Niveau. (Quelle: K. Domke, neue Verpackung 1/94) Das Neutrafill-Prinzip ist in der folgenden Abbildung kurz dargestellt: Abb. 1: Produktschutzverfahren „Neutrafill“
(Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
„Neutravac“: Hier handelt es sich prinzipiell um eine Kombination aus Begasung (Schutzgas) und einer Teilevakuierung. Hintergrund: Der Markt verlangt oft harte Packungen. Dazu wird das Produkt zuerst unter Schutzgas abgefüllt und unmittelbar danach in der Becherkette evakuiert. Das Maschinenkonzept dafür muss also aus einer Vertikalschlauchbeutelmaschine mit anschließender Becherkette bestehen. Man erhält sehr harte Rechteckpackungen: raumsparend, stapelbar, und die Packungen sind vom Endverbraucher an ihrer Härte kontrollierbar. Man erhält Restsauerstoffwerte von etwa 0,5-1,0% in der geschlossenen Packung. Bei diesem Prinzip wird außerdem kein weiteres Verpackungsmaterial für eine glatte Außenhülle benötigt, da die Oberfläche der Einlagenpackung bereits glatt ist. Als Produktbeispiel können Kaffee, Nüsse, Kartoffelprodukte u. ä. genannt werden.(Quelle: K. Domke, neue Verpackung 1/94)
Das grundsätzliche „Neutravac-Prinzip“ (Kopf-Evakuierung der vorbegasten Packung) ist in der nachfolgenden Abbildung zu sehen:
Abb. 1: Produktschutzverfahren „Neutrafill“
(Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
„Neutravac“: Hier handelt es sich prinzipiell um eine Kombination aus Begasung (Schutzgas) und einer Teilevakuierung. Hintergrund: Der Markt verlangt oft harte Packungen. Dazu wird das Produkt zuerst unter Schutzgas abgefüllt und unmittelbar danach in der Becherkette evakuiert. Das Maschinenkonzept dafür muss also aus einer Vertikalschlauchbeutelmaschine mit anschließender Becherkette bestehen. Man erhält sehr harte Rechteckpackungen: raumsparend, stapelbar, und die Packungen sind vom Endverbraucher an ihrer Härte kontrollierbar. Man erhält Restsauerstoffwerte von etwa 0,5-1,0% in der geschlossenen Packung. Bei diesem Prinzip wird außerdem kein weiteres Verpackungsmaterial für eine glatte Außenhülle benötigt, da die Oberfläche der Einlagenpackung bereits glatt ist. Als Produktbeispiel können Kaffee, Nüsse, Kartoffelprodukte u. ä. genannt werden.(Quelle: K. Domke, neue Verpackung 1/94)
Das grundsätzliche „Neutravac-Prinzip“ (Kopf-Evakuierung der vorbegasten Packung) ist in der nachfolgenden Abbildung zu sehen:
 Abb. 2: „Neutravac“ Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Der Vollständigkeit halber sei erwähnt, dass es daneben auch Evakuierung ohne Vorbegasung gibt („Vacufin“, siehe folgende Abbildung): Hier werden die Packungen in Kammern in einem Vakuumrad evakuiert. Dieses Prinzip wird jedoch in Dornradmaschinen eingesetzt.
Abb. 3: Kammer-Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Aromaschutz-Ventile:
Hintergrund:
Kaffee ist sehr sauerstoffempfindlich; frisch geröstete Kaffeebohnen geben 6 l Röstgas/kg Kaffee ab. Damit der Kaffee gleich nach dem Rösten ohne Qualitätsverlust verpackt werden kann und sich die Packung durch das Röstgas nicht aufbläht oder gar platzt, werden Aromaschutzventile auf die Packungen aufgebracht. Sie öffnen bereits bei einem Überdruck von wenigen mbar, lassen Röstgas aus der Packung entweichen und schließen dann wieder sauerstoffundurchlässig ab. Die „aromafin“-Ventile schützen vor Überdruck in luftdichten Packungen und machen dadurch die Zwischenlagerung von frisch geröstetem Kaffee überflüssig. Hierdurch wird Kontakt mit Sauerstoff vermieden, der Kaffee behält sein volles Aroma und Lagerkosten werden reduziert. Der Kaffee kann direkt nach dem Rösten verpackt werden und die Packung behält ihre gewünschte Form. Die Ventile sind kaum wahrnehmbar, funktionieren sehr zuverlässig, lebensmittelsicher. Sie sind an der Innen- oder Außenseite der Packung angebracht.
Hier hat Bosch ein weites Produktspektrum an außen und innen liegenden Ventilen mit den entsprechenden Applikatoren – geeignet für jeden Anwendungsfall. Die Bosch-Ventile haben einen reproduzierbaren, niedrigen Öffnungsdruck für eine entsprechende Verpackungsform im Verkaufsregal. Aufgrund der Ultraschweißtechnik ist die Siegelnaht des Ventils (nur bei innenliegendem Ventil) kaum sichtbar. Die Bosch-Applikatoren mit einer Leistung von bis zu 100 Beuteln/min zeigen höchste Prozesssicherheit (Effizienz) aufgrund verschiedener InLine-Überwachungen wie Sensoren für „Ventil vorhanden“ oder „Ventilfluid vorhanden“.
Einige Grundlagen zur Ventil-Funktion sind in der nächsten Abbildung „zu sehen“:
Abb. 2: „Neutravac“ Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Der Vollständigkeit halber sei erwähnt, dass es daneben auch Evakuierung ohne Vorbegasung gibt („Vacufin“, siehe folgende Abbildung): Hier werden die Packungen in Kammern in einem Vakuumrad evakuiert. Dieses Prinzip wird jedoch in Dornradmaschinen eingesetzt.
Abb. 3: Kammer-Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Aromaschutz-Ventile:
Hintergrund:
Kaffee ist sehr sauerstoffempfindlich; frisch geröstete Kaffeebohnen geben 6 l Röstgas/kg Kaffee ab. Damit der Kaffee gleich nach dem Rösten ohne Qualitätsverlust verpackt werden kann und sich die Packung durch das Röstgas nicht aufbläht oder gar platzt, werden Aromaschutzventile auf die Packungen aufgebracht. Sie öffnen bereits bei einem Überdruck von wenigen mbar, lassen Röstgas aus der Packung entweichen und schließen dann wieder sauerstoffundurchlässig ab. Die „aromafin“-Ventile schützen vor Überdruck in luftdichten Packungen und machen dadurch die Zwischenlagerung von frisch geröstetem Kaffee überflüssig. Hierdurch wird Kontakt mit Sauerstoff vermieden, der Kaffee behält sein volles Aroma und Lagerkosten werden reduziert. Der Kaffee kann direkt nach dem Rösten verpackt werden und die Packung behält ihre gewünschte Form. Die Ventile sind kaum wahrnehmbar, funktionieren sehr zuverlässig, lebensmittelsicher. Sie sind an der Innen- oder Außenseite der Packung angebracht.
Hier hat Bosch ein weites Produktspektrum an außen und innen liegenden Ventilen mit den entsprechenden Applikatoren – geeignet für jeden Anwendungsfall. Die Bosch-Ventile haben einen reproduzierbaren, niedrigen Öffnungsdruck für eine entsprechende Verpackungsform im Verkaufsregal. Aufgrund der Ultraschweißtechnik ist die Siegelnaht des Ventils (nur bei innenliegendem Ventil) kaum sichtbar. Die Bosch-Applikatoren mit einer Leistung von bis zu 100 Beuteln/min zeigen höchste Prozesssicherheit (Effizienz) aufgrund verschiedener InLine-Überwachungen wie Sensoren für „Ventil vorhanden“ oder „Ventilfluid vorhanden“.
Einige Grundlagen zur Ventil-Funktion sind in der nächsten Abbildung „zu sehen“:
 Abb. 4: Funktion des Aromaschutz-Ventils (Quelle: Robert Bosch GmbH, Packaging Technology, Waiblingen)
[Die Reihe wird fortgesetzt: In weiteren Teilen soll u. a. auf folgende Themenkomplexe eingegangen werden:
Teil 2.2.: Schlüsselstellen Siegel- und Schweißverfahren; weiter:
Trockene Füllgüter und beispielhafte Materialkombinationen und Spezifikationen; Qualitätskriterien und Qualitätssicherung (Material- und Beutelspezifikationen, praxisnahe Prüfmethoden, Dichtheitsprüfung) ]
Wir hoffen, dass wir Ihnen hiermit hilfreiche Informationen geben konnten. Für Rückfragen und Feedback stehen wir gerne zur Verfügung:
Dr. Manfred Reichert, Parkstrasse 36/1, 73630 Remshalden, Tel. 07151-72354,
Abb. 4: Funktion des Aromaschutz-Ventils (Quelle: Robert Bosch GmbH, Packaging Technology, Waiblingen)
[Die Reihe wird fortgesetzt: In weiteren Teilen soll u. a. auf folgende Themenkomplexe eingegangen werden:
Teil 2.2.: Schlüsselstellen Siegel- und Schweißverfahren; weiter:
Trockene Füllgüter und beispielhafte Materialkombinationen und Spezifikationen; Qualitätskriterien und Qualitätssicherung (Material- und Beutelspezifikationen, praxisnahe Prüfmethoden, Dichtheitsprüfung) ]
Wir hoffen, dass wir Ihnen hiermit hilfreiche Informationen geben konnten. Für Rückfragen und Feedback stehen wir gerne zur Verfügung:
Dr. Manfred Reichert, Parkstrasse 36/1, 73630 Remshalden, Tel. 07151-72354,
 e-mail: m.reichert51@web.de
Mitglied von InnoNET-Partners
e-mail: m.reichert51@web.de
Mitglied von InnoNET-Partners
 In Zusammenarbeit mit:
Innoform GmbH Testservice
Industriehof 3
In Zusammenarbeit mit:
Innoform GmbH Testservice
Industriehof 3 26133 Oldenburg
www.innoform.de
TS@innoform.de
26133 Oldenburg
www.innoform.de
TS@innoform.de