Mit dem Namen Event2Go bringt Innoform Mobilität in seine Event-Website. Vor, während und nach den Innoform-Seminaren und -Tagungen können Teilnehmer und Referenten nun live ihren Status aktualisieren, die Zeitplanung einsehen und Teilnehmerlisten finden.
Das Ganze ist auf Mobilgeräte abgestimmt, so dass auch – und vor allem – unterwegs ein bequemer Zugang ermöglicht ist. Sei es die Wegbeschreibung zum Hotel oder zur Abendveranstaltung, die Agenda mit den Anfangszeiten oder ein neues Profilbild – alles ist kompakt und individuell zusammengefasst. Und gleichzeitig erhalten Teilnehmer volle Kontrolle über ihre Daten. Egal ob Rufnummern, Mailadresse oder Firmenlogo – alles lässt sich leicht aktualisieren, einsehen oder löschen.
Alle Teilnehmer von bereits durchgeführten, aber auch von zukünftigen Veranstaltungen haben Zugriff auf diesen neuen Service.
Kategorie: Inno-Letter
Publikationen von Innoform
-
Event2Go ist online
-
Mit Autoklavierung Einfluss auf Materialeigenschaften und Eignung für den Kontakt mit Lebensmitteln prüfen
Eine Möglichkeit, Lebensmittel haltbarer zu machen, ist das Entkeimen unter bestimmten Temperatur-/Zeit-Kombinationen
(siehe auch https://de.wikipedia.org/wiki/Sterilisation). Dazu gehören Pasteurisations- und Sterilisationsprozesse, die zwar eine Verlängerung des Mindesthaltbarkeitsdatums bewirken, jedoch auch gleichzeitig eine enorme Belastung für das Verpackungsmaterial durch die Temperatur- und Feuchtebehandlung bedeuten. Die Hauptfunktion der Verpackung besteht darin, das Produkt zu schützen. Daher muss sichergestellt sein, dass das Material für diese Prozesse auch geeignet ist.In der industriellen Fertigung werden Autoklaven eingesetzt, um die Lebensmittel zu sterilisieren. Es handelt sich dabei um einen Behälter, der gasdicht verschlossen werden kann, um Stoffe, z. B. Lebensmittel, im Überdruckbereich thermisch zu behandeln (siehe auch Wikipedia: https://de.wikipedia.org/wiki/Autoklav).

Abbildung 1: Industrie-Autoklaven Da Erprobungstests in den groß-industriellen Anlagen aufwendig und somit kostenintensiv sind, können grundsätzlich die Materialeigenschaften zunächst auch im Labormaßstab untersucht werden. Der Innoform Testservice nutzt dafür einen Autoklaven, der analog zu den groß-industriellen Anlagen mit Heißwasser- bzw. Kühlwasserberieselung arbeitet, und bei dem der Gegendruck gesteuert werden kann, damit eventuelle Gaspolster in der zu sterilisierenden Packung nicht zum Platzen führen.
Die Temperaturprogramme können frei definiert werden, so dass alle in der Praxis gängigen Programme der Pasteurisation und Sterilisation auch im Labor durchgeführt werden können.

Abbildung 2: vertikaler Labor-Autoklav 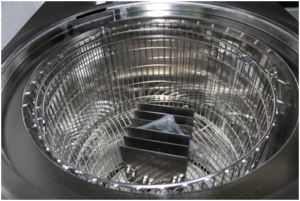
Abbildung 3: Musterbeutel in Labor-Autoklaven Folgende Materialeigenschaften werden häufig im Vergleich zu den Ausgangseigenschaften vor Sterilisation untersucht, da sie als kritisch für die Praxis zu bewerten sind:
- Dimensionsstabilität/Optik
- Verbundhaftung zwischen den einzelnen Materialschichten
- Siegelnahtfestigkeit
- Sauerstoffbarriere: Beim Einsatz von feuchtigkeitsabhängigen Werkstoffen,
wie z. B. EVOH und PA, sinkt die Gas-Barrierewirkung des Materials durch den Sterilisationsprozess häufig. Wie stark der Einfluss ist bzw. wie lange es dauert, bis das Material sich davon „erholt“, kann durch eine Abklingkurve gemessen werden, indem die Permeationsmessung unmittelbar nach der Sterilisation gestartet wird.
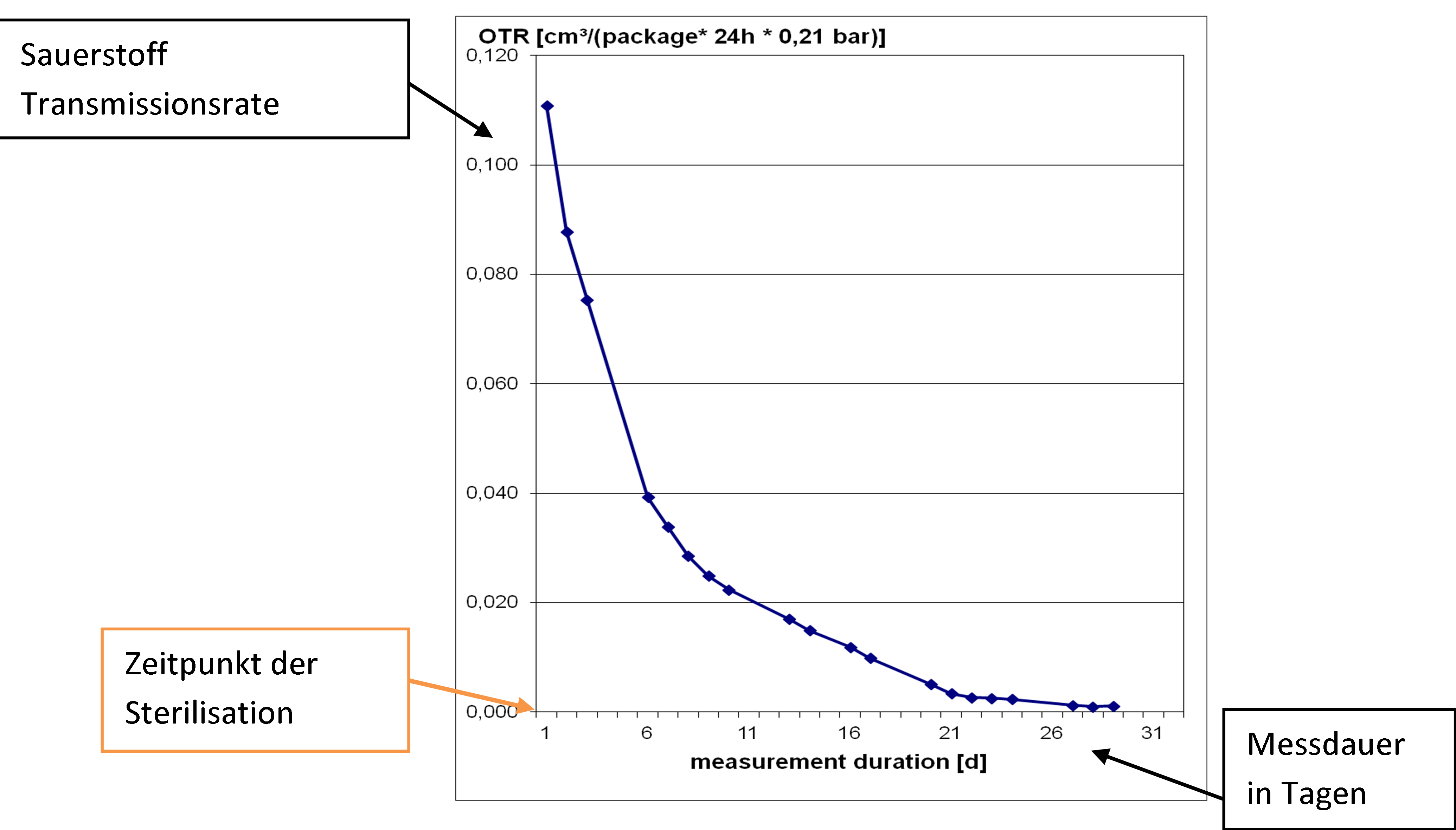
Abbildung 4: Abklingkurve der Sauerstoffdurchlässigkeit nach Sterilisation 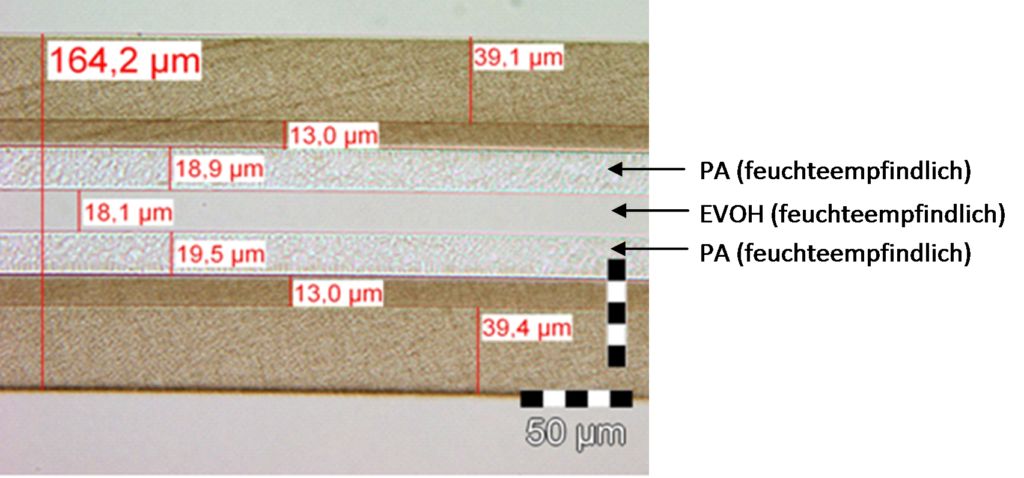
Abbildung 5: Sauerstoffbarriere-Material mit coextrudierten Schichten aus EVOH und PA Untersuchung des Einflusses auf die lebensmittelrechtliche Eignung durch Autoklavierung
Der Übergang von Substanzen aus Verpackungsmaterialien auf ein Lebensmittel ist von vielen Parametern abhängig. Neben z. B. der Löslichkeit der Substanzen, dem pH-Wert und den Diffusionseigenschaften der verwendeten Materialien spielt die Temperatur eine entscheidende Rolle. Eine Temperaturerhöhung führt zur Zunahme der Reaktionsgeschwindigkeit. Als Faustregel geht man bei einer Temperaturerhöhung um 10° C (exakter10 K) von 10 K einer Verdopplung der Reaktionsgeschwindigkeit aus (Arrhenius-Regel). Daher kann es für Sterilisationsanwendungen sehr wichtig sein, die Migration bei erhöhten Temperaturen zu messen.
Für die Herstellung von Kaschierklebern auf Polyurethan-Basis werden Isocyanate als Ausgangssubstanzen verwendet. Beim Erwärmen der daraus hergestellten Verbundfolien kann der Kleber durch Hydrolyse zurückspalten, und es können sich primäre aromatische Amine bilden, obwohl der Kleber zuvor ausgehärtet war und mit Standardtests (z. B. 2 h/70° C) Aminfreiheit bestätigt werden konnte. Einige Vertreter der Substanzgruppe der primären aromatischen Amine (paA) sind bekanntlich krebserzeugend; daher ist die Auswahl der richtigen Klebstoffe für Sterilisationsanwendungen essentiell, wie auch die Überprüfung der Klebstoffe unter realistischen Temperaturbedingungen.
Für Sterilisationsverfahren wurde beobachtet, dass die Ersatzbedingungen von 4 h bei Rückflusstemperatur geringere Amin-Migrationswerte als eine Sterilisation von 30 min bei 121° C ergeben können. Die Eignung eines Kaschierklebers kann nur durch eine Prüfung auf paA-Migration nach Sterilisation im Autoklaven und Einhaltung der Grenzwerte unter diesen Praxisbedingungen sichergestellt werden.
Damit Sie Ihre Produkte nicht in großen Industrieanlagen prüfen müssen, betreiben wir seit einiger Zeit einen modernen Laborautoklaven mit aktueller Steuerungs- und Kühltechnik, so dass wir industrielle Sterilisationsprozesse schnell und kostengünstig simulieren können.Bei Interesse sprechen Sie uns gern an:
Innoform Testservice GmbH
Matthias Bösel
Industriehof 3
26133 Oldenburg
Tel.: +49 441 94986-0
Fax: +49 441 94986-29
www.innoform-testservice.de
E-Mail: matthias.boesel@innoform.de -

Verpackung ist böse – warum eigentlich?
Verpackung ist böse – warum eigentlich?
Diese Botschaft senden Medien immer häufiger, z. B. in diesem Video oder diesem Artikel. Oft wird da unterschwellig kommuniziert, oft auch ganz offen angeklagt. Warum ist das so?
Bei uns Konsumenten besteht durch diese Berichterstattung die Gefahr, dass sich solche Parolen festsetzen und zu ungünstigen oder wenig nachhaltigen Gegenbewegungen führen. Sei es, dass wohlhabendere Menschen versuchen, frische Waren und Bio-Lebensmittel zu bevorzugen; sei es, dass Plastik insgesamt verteufelt und dadurch Wohlstand reduziert wird. Auch drastische Geschäftsmodelle, die noch vor wenigen Jahren undenkbar schienen, flackern neu auf – der modernisierte Tante-Emma-Laden ganz ohne (Einweg-) Verpackung. Aber geht das wirklich und ist das nachhaltig?

In unseren Tagungen und Seminaren für Lebensmittelhersteller und Packmittellieferanten diskutieren wir diese Fragen differenziert und möglichst objektiv seit 2001.
Hier einmal ein Beispiel für solch eine Betrachtung aus mehreren Vorträgen, z. B. von Herrn Dr. Onusseit, Prof. Paech oder auch dem Autor dieses Beitrages und einigen anderen Referenten und Querdenkern.
 Betrachtet man die Definition der Nachhaltigkeit, so setzt sich diese aus drei Säulen zusammen: sozial, ökonomisch und ökologisch. Will man also ein System – z. B. eine Verpackungslösung – auf seine Nachhaltigkeit hin bewerten, müssen wir diese drei Säulen betrachten. Wir wollen das hier einmal sehr vereinfacht tun.
Betrachtet man die Definition der Nachhaltigkeit, so setzt sich diese aus drei Säulen zusammen: sozial, ökonomisch und ökologisch. Will man also ein System – z. B. eine Verpackungslösung – auf seine Nachhaltigkeit hin bewerten, müssen wir diese drei Säulen betrachten. Wir wollen das hier einmal sehr vereinfacht tun. Werden Lebensmittel beispielsweise nur noch frisch, z. B. auf Märkten, angeboten, so hätte das einige positive Effekte. Wir bräuchten weniger, bedruckte Konsumverpackungen, wir kämen häufiger mit Marktverkäufern und Kunden ins Gespräch, müssten aber etwas mehr Geld bezahlen, mehr Zeit investieren, da diese Art des Vertriebs weniger effizient ist als das zentrale Verpacken und Distribuieren via Einzelhandel. Das will sich vielleicht nicht jeder leisten oder kann es auch gar nicht, weil vielleicht das nötige Kleingeld fehlt, diesen “Frischeaufschlag” zu bezahlen? Zudem werden mehr Produkte auf dem Weg vom Acker zum Konsumenten verderben, da das Verarbeiten und Haltbarmachen entfällt bzw. die Zubereitung zum Verbraucher selbst verlagert wird. Dadurch verkürzt sich die Lagerdauer und der Lebensmittelverlust erhöht sich. Denken wir nur einmal an die Studie des WWF zur Lebensmittelverschwendung.
Werden Lebensmittel beispielsweise nur noch frisch, z. B. auf Märkten, angeboten, so hätte das einige positive Effekte. Wir bräuchten weniger, bedruckte Konsumverpackungen, wir kämen häufiger mit Marktverkäufern und Kunden ins Gespräch, müssten aber etwas mehr Geld bezahlen, mehr Zeit investieren, da diese Art des Vertriebs weniger effizient ist als das zentrale Verpacken und Distribuieren via Einzelhandel. Das will sich vielleicht nicht jeder leisten oder kann es auch gar nicht, weil vielleicht das nötige Kleingeld fehlt, diesen “Frischeaufschlag” zu bezahlen? Zudem werden mehr Produkte auf dem Weg vom Acker zum Konsumenten verderben, da das Verarbeiten und Haltbarmachen entfällt bzw. die Zubereitung zum Verbraucher selbst verlagert wird. Dadurch verkürzt sich die Lagerdauer und der Lebensmittelverlust erhöht sich. Denken wir nur einmal an die Studie des WWF zur Lebensmittelverschwendung.Durch das weniger wirtschaftliche System stehen gewissen Bevölkerungsschichten diese Lebensmittel nicht zur Verfügung und somit ist das nicht besonders sozial. Ökonomisch ist es ebenfalls nicht die Optimallösung, da sich die Lebensmittel nur teurer vertreiben lassen und der Verderb höher ist. Dennoch raten Medienvertreter zu diesem Konsumverhalten – warum? Ist uns und den Medienvertretern das jetzige System nicht gut genug?
Oder ist die heute verbreitete Lieferkette doch perfekt – industriell erzeugte Lebensmittel zu günstigen Preisen, gut verpackt im Einzelhandel und demnächst via Internet zu vertreiben? Vielleicht müssen wir noch mehr in Aufklärung stecken und dafür sorgen, dass wir Konsumenten das endlich verstehen?
Ich glaube das nicht. Mein Zukunftsbild ist eine Schar von Optimalverpackungn in allen drei Bereichen der Nachhaltigkeit. Und das wird vermutlich nicht mit einem einzigen Vertriebsweg und einer einzigen Verpackung funktionieren. Je nach Einkommens-, Lebens- und Bildungssituation ergeben sich andere Anforderungen und somit Lösungen. Aber im Moment produzieren wir viel zu viele, viel zu schlechte Verpackungen, die nicht das erfüllen, was Konsumenten, Politiker, Forscher, Abpacker und Händler sich idealerweise wünschen. Oder anders ausgedrückt: Keine beteiligte Interessengruppe ist so richtig glücklich mit dem jetzigen System der Verteilung und Haltbarmachung von Lebensmitteln. Ebenso bewerten die Entsorger, die ja oft als Gewinner des Dualen Systems benannt werden, das jetzige, unvollkommene Rücknahmesystem als dringend verbesserungswürdig.
Wer die Musik bezahlt, bestimmt, was gespielt wird, sagt der Volksmund. Aber wer bezahlt die Verpackung eigentlich? Letztlich zwar der Konsument, aber der sagt eigentlich gar nicht, was er will, sondern stimmt mit den Füßen – dem Einkaufswagen – ab und wählt das Produkt, das er als das für ihn am besten wahrnimmt. Aber nicht das, wie es sein könnte. Denn wenn ihm keine optimale Lösung angeboten wird, kann er nur das geringste Übel wählen. Also ideal für ihn, seine Lebenssituation, die Lieferkette und die Volkswirtschaft ist das sicher nicht.
Bisher ist es die Aufgabe der Packmittelindustrie und Packmitteldesigner, Innovationen zu fördern. Fordern tun diese vor allem die Markeninhaber und der Handel. Doch diese beiden wollen zuerst den Absatz steigern und dafür auch noch den Kunden einigermaßen zufriedenstellen. Markeninhaber und Handel delegieren die Aufgabe an Marketingabteilungen und Werbeagenturen. Und so sehen sie dann auch aus, die schreienden, grellen Verpackungen – emotionsgeladener Plastikmüll für austauschbare Produkte mit nachträglich angebauten Conveniencefunktionen wie mangelhafter Wiederverschluss oder Entnahmehilfe. Doch stellen Sie Ihre Wurst-Tray-Verpackungen, trüben Cerealienbeutel oder eingeschlagene, deformierte Butter so direkt auf den Esstisch? Ich tue das nicht, da es fürchterlich unpraktisch ist und wahnsinnig unschön aussieht. Aber wen stört es, solange es nichts Besseres gibt? Und genau das ist der Punkt: Wo bleibt die lang ersehnte Innovation im Verpackungsbereich? Kreislaufdenken geht anders.
Das Problem: Niemand weiß scheinbar so richtig, wie es besser geht. Dazu ein Exkurs:
Keine Marktforschung, keine Werbeagentur, kein Handel und kein Designer haben geschrieen, dass wir ein Smartphone haben wollen. Aber heute ist es das am meisten verkaufte Mobilgerät aller Zeiten! Das hat nicht nur Nokia das Genick gebrochen. Wie kann so etwas Eruptives für Verpackungen denn aussehen? Wer kann so etwas erdenken und entwickeln? Schaffen wir Etablierten das überhaupt? Welche Möglichkeiten bieten uns neue Kommunikations- und Arbeitsweisen für echten Verpackungsfortschritt? Welche Rolle fällt der Industrie, welche der Politik und welche den Universitäten zu? Wer nimmt das Heft in die Hand? Die bewahrenden Verbände, die Großkonzerne oder der Handel? Ich sehe da im Moment niemanden wie Steve Jobs (Apple) oder Elon Musk (Tesla) im Verpackungsbereich.
Kann uns da eventuell die Kreislaufwirtschaft helfen? Befreit das Kreislaufdenken uns endlich vom Material-Sparwahn? Folien, die nur noch ein Zehntel eines menschlichen Haares dünn sind, können doch gar nicht mehr wertvoll erscheinen, ein wertiges Produkt repräsentieren oder geschweige denn optimal geeignet sein. Fällt uns da denn nichts Besseres ein, als immer alles leichter, dünner und noch kunststoffiger zu machen? Wenn wir in Kreisläufen denken, ist es nicht mehr so wichtig, dass eine Folie oder ein Karton besonders dünn und leicht ist, da der Rohstoff ja nicht mehr verloren geht. Wie schön wäre es, wenn man auch Folienverpackungen mehrfach nutzen könnte und dann sogar noch Pfand dafür bekäme? Dann fühlte man sich belohnt für’s „Müll trennen“ und nicht mehr betrogen um seinen Wertstoff. Wie dünn können PET-Flaschen noch werden, bis wir sie zu den flexiblen Verpackungen zählen?

live beim Inno-Meeting Wie solche Kreislaufprozesse aussehen könnten, stellen Fachleute aus Packmittel- und Kreislaufwirtschaft – ja die gibt es wirklich – beim 15. Inno-Meeting http://im.innoform.de und der ersten Tagung mit dem Titel Umwelt- und Umfeld-gerechte Kunststoffverpackungen http://um.innoform.de vor. Einen ersten Eindruck über die Inhalte der Tagung erhalten Sie mit dem Interview von Albin Kälin, der auf der Tagung über Cradle to Cradle Design – Kunststoffverpackungen für den Kreislauf referiert. Wir möchten zum Neudenken, Querdenken, Weiterdenken animieren und bieten dafür kompetente Plattformen und Beiträge für die o. g. Industrien an. Helfen Sie mit, Kreisläufe zu durchdenken und dann auch zu schaffen, um unsere Zukunftsprobleme wie Ressourcenknappheit und schleichende Umweltvernichtung zu lösen. Ich glaube, es lohnt sich, denn Verpackung sichert Wohlstand und Gesundheit – wenn es die richtige ist.
Karsten Schröder im Januar 2017
-
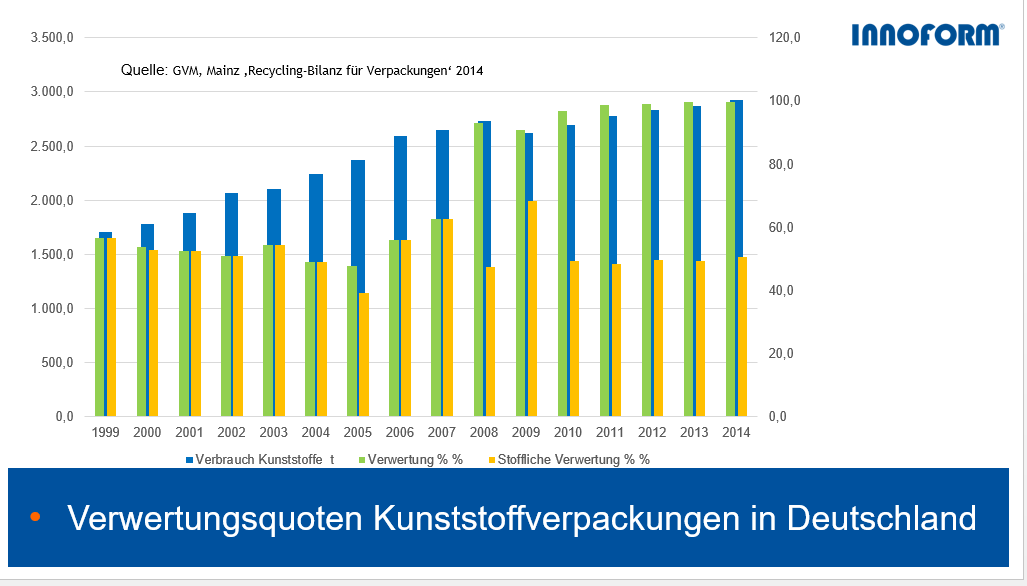
Traumhafte Kunststoff-Verpackungs-Verwertungsquoten richtig lesen
Oft werden enorm hohe Verwertungsquoten bei Kunststoffverpackungen von nahezu 100% kommuniziert. Wie kann das sein? Branchenteilnehmer sind manchmal erstaunt über solche Traumergebnisse. Die Quoten sind von 2007 zu 2008 sprunghaft angestiegen – wie kann das sein? Die GVM in Mainz, die diese Daten erhebt, löst das Rätsel. Die Mitverbrennung in MVAs (Müllverbrennungsanlagen) zur energetischen Verwertung werden seit 2008 mitgerechnet (grüne Balken).
Interessanter sind die stofflichen Verwertungen (gelb) für einige Betrachtungen. Die stagnieren nahezu und haben ihren alten Höchststand von 2009 nie wieder erreicht.
Quelle: Karsten Schröder im Gespräch mit Kurt Schüler GVM
-
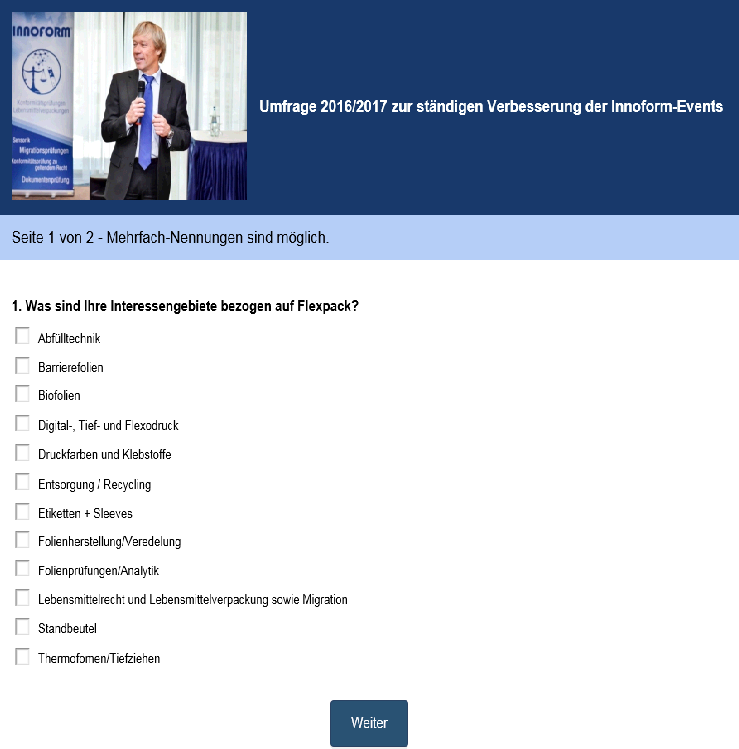
Umfrage 2016 zur ständigen Verbesserung der Innoform-Events
Seit heute läuft die erste Online Umfrage von Innoform zu Inhalten und Formaten für Flexpack Events. Interessierte Flexpack-Fachleute und alle, die es werden wollen, dürfen gerne einmalig an der Umfrage teilnehmen.
Unsere Stammkunden bitten wir zusätzlich in unseren Inno-NEWS um eine rege Teilnahme. Die Zwischenergebnisse sind direkt nach der Eingabe zu sehen. Zudem setzen wir die Highlights natürlich in unseren Angeboten zeitnah um.
Hier geht es direkt zur 3 minütigen Umfrage: https://de.surveymonkey.com/r/RL679FV
-

Wo sind die Querdenker?
Nicht nur in den deutschen Medien häufen sich die negativen Meldungen zum Thema Verpackung und Umwelt. Filme wie Plastic Planet oder Beiträge zu Lebensmittelskandalen, die auf Verpackungen basieren häufen sich und verunsichern Verbraucher, Politiker und natürlich auch Entscheider aus Handel, Lebensmittel- und Verpackungsindustrie. Und was dann kommt ist der übliche Reflex: Gegendarstellungen, Studien und Behauptungen aller Art, welchen Segen doch die Verpackung für uns Menschen bedeute. Aber eben auch Auslistung von Bio-Tragetaschen bei Aldi und andere überhastete Alleingänge, die den Rationalen unter den Experten nur schwer erklärlich sind. Doch was kann anders werden in dieser unendlichen Debatte? Welche Rolle kann die Druck- und Verpackungsindustrie neu einnehmen? Welche Rolle müssen Universitäten in Zukunft soielen? (auch erschienen in www.WRAPPED.com 4/2015
Wussten Sie schon, dass bei den Ökobilanzen, die ja schwer im Trend liegen, die Verpackung bei der Betrachtung von Lebensmitteln insgesamt weniger als 1 % des Fußabdruckes in der Umwelt hinterlässt? Haupt-Umweltverschmutzer sind unsere schlechten Gewohnheiten. Wir Konsumenten selbst müssen etwas ändern. Das bringt einen überragenden, positiven Nutzen. Die Medien stürzen sich aber lieber auf Müllstrudel im Meer. Das führt zum Negativ-Image unserer Wohlstandsgrundlage – der Verpackung.
Endlich muss eine dritte Alternative her. Wir brauchen keine weiteren Kompromisse mit neuen Grenzwerten oder das Tragetaschenverbot. Ich schlage vor, durch eine von unserer Industrie initiierte Debatte, ganz neue Anstöße einzubringen und dadurch neue Denkansätze zu finden. einfache Fragen an den Handel, Lebensmittelhersteller, aber auch an NGO´s zielen in die richtige Richtung und nennen Ängste und Hoffnungen der Stakeholder.
Wie können wir gemeinsam an der Reduktion von Verpackung und vor allem Verderb von Lebensmitteln arbeiten – auch um Nachhaltigkeitsziele erreichbarer zu machen?
Wo geht es auch mal ohne Verpackung und wo auf gar keinen Fall?
Welchen Weg wollen wir gemeinsam bei der Materialwahl einschlagen (Bio-abbaubar, nachwachsende Rohstoffe, klassische Polymere und Metalle oder doch mal wieder mehr Papier)?
Für welche Lebensmittel können sich Mehrwegsysteme halten und wo erscheinen Einwegsysteme sinnvoller?
Welche Rolle spielt hier der Trend zur Regionalisierung im Handel?
Wie kommen wir alle zusammen zu belastbaren Daten – ohne politische und ideologische Färbungen, welche Systeme für welche Lieferprozesse optimal sind?
Fachleute werden in sich schon die Stimmen hören: Das haben wir doch alles versucht. Wir reden doch ständig mit unseren Kunden. Die Politik soll klare Vorgaben machen – daran halten wir uns dann. Nein – so darf es nicht wieder enden. Wir sind gefordert einen Innovations-Push zu initiieren. Ohne Angst davor zu haben, alte Pfründe einzubüßen. Denn die Geschichte zeigt regelmäßig – ein Mega-Trend ist nicht durch Studien oder Dementi zu stoppen. Hier gibt es nur: Von der Welle mitgerissen zu werden oder auf ihr zu surfen.Um die o.g. Fragestellung konstruktiv und professionell bearbeiten zu können, sind heutige Branchenverbände sicherlich nicht ideal geeignet, denn sonst gäbe es ja diese Medienpräsenz und Imageprobleme gar nicht. Hier sind neue, schwungvollere, unvoreingenommenere Kräfte nötig. Warum nicht junge und alte Konsumenten, junge und alte Branchenteilnehmer und junge und alte Aktivisten einbinden, um zu wirklich kontroversen Meinungen und wirklich neuen Lösungen zu gelangen.
Welchen Auftrag haben die Universitäten?
Konkret könnte das bedeuten, dass die Universitäten, die ja heute alle eine Nähe zur Industrie suchen, Konferenzen initiieren, bei denen sich genau diese Leute treffen und austauschen. Verpackungsexperten sitzen neben Konsumenten jeglicher Couleur. Vorträge aus allen Blickwinkeln zieren die Agenda – ganz ohne Vertriebs- und Marketingintentionen.
Warum kann nicht wieder Forschung und Lehre an den Unis Vorreiterrollen einnehmen bei Fragen, die uns als Gesellschaft und unsere Branche in diesem Kontext stark tangieren? Wo sind sie die jungen, wilden Profs mit ihren ungestümen Ideen?
Wo sind die alten Haudegen der Industrie, die mal die (Verpackungs-)Welt verändern wollten?
Warum organisieren heute Universitäten Konferenzen, wie sie in Branchen – ja ich würde sagen Lobby-Kreisen – üblich sind und eben nicht mehr solche visionären Non-Profit Zirkel?
Welchen Auftrag haben die Verpackungs-Universitäten eigentlich?
Nur das zu lehren, was wir eh schon alle kennen? Oder darf es auch mal wieder auf zu neuen Ufern gehen? Ich denke, dass es gerade heute an der Zeit ist, die noch jungen, aber auch die alten etablierten Verpackungsuniversitäten aufzufordern quer zu denken und nicht den Mainstream abzubilden, Entwicklungsabteilungen der Industrie zu bilden oder einfach nur Dienst nach Vorschrift zu machen. Das Kopieren und Verbreiten bekannten Wissens können andere Länder und Kontinente weit besser leisten als wir Dichter und Denker.Karsten Schröder, Geschäftsführer Innoform Coaching
-
Neues vom Standbeutel 2014
Die Entwicklung der letzten Jahre mit Ausblick bis 2018
Neuigkeiten im Regal
Was hat den Beutel gestärkt und was fehlt ihm noch?
Ende 2010 habe ich die Entwicklung der Standbeutel von 1962 bis dato mit einem perspektivischen Ausblick in die nahe Zukunft beschrieben. Heute möchte ich mich mit der inzwischen eingetretenen Realität dieser flexiblen und erfolgreichen Verpackungsart befassen und einen Ausblick bis 2018 vorstellen.
Inzwischen ist neben der dominanten Marke Capri-Sonne, inzwischen auch mit einem wiederverschließbaren konturierten Beutel am Markt, der Tiernahrungsbeutel mit signifikant größeren Mengen an seine Seite getreten. Der eine wird nach wie vor heiß abgefüllt, wo hingegen die Tiernahrungsbeutel „retort“ im Autoklaven verarbeitet werden.
Mit unglaublicher Dynamik und großen Mengenzuwächsen ist seit Anfang 2013 der Beutel für Kindernahrung, Fruchtpürees und Energy Drinks in dieses Marktsegment eingetreten. In den USA belegt diese Produktgruppe inzwischen mindestens 40% der Regalfläche mit beiden Varianten der Verarbeitung. Alles sind Beutel mit Ausgießern, womit sich eine vormals teure und komplexe, aber verbraucherfreundliche Packung einen beachtlichen Marktanteil erobert hat und begonnen hat, das Glas zu ersetzen. Hier wird deutlich, wie die Hersteller auf Kundenbedürfnisse eingehen und damit über große Auftragsvolumen für nun auch preiswertere Packmittel sorgen.
Der Trend „on the go“ bildet inzwischen nicht nur Produktnamen, sondern hat dem Wunsch der Mobilität dadurch Rechnung getragen, dass der wiederverschließbare Beutel dieser flexiblen und ökologisch vorteilhaften Packung mehr Bedeutung zukommt. Dies gilt insbesondere auch gut kleinvolumige Packungen. Aber auch bei großen Volumen hat der Beutel seinen Markt gefunden, wie zum Beispiel bei Scheibenreinigern für den PKW. Hier hilft ein Ausgießer, das Nachfüllen der Waschanlage erheblich zu erleichtern, ohne dass das Produkt verschüttet wird. Hier kommt dem Beutel seine „Flexibilität zugute, da er seinen Inhalt ohne „BLUB“ abgeben kann. Deshalb ist insbesondere der Ausgießer ein integrales Element der Beutel und wird damit zum wichtigen Bestandteil für den Verbraucher und die Verarbeitungstechnik.
Zwar sind immer noch Beutel ohne den Wiederverschluss für Getränke und Tiernahrung in der Überzahl, aber auch Capri Sonne hat inzwischen den Vorteil des Wiederverschlusses erkannt und bietet den Beutel nun in einer attraktiven Form auch für den ökologisch sensiblen Verbraucher an.

Der Vormarsch des Ausgießers und seine Herausforderungen
In meiner letzten Darstellung war an dieser Stelle noch kein Beutel mit Ausgießer zu sehen. Das hat sich aus den vorgenannten Gründen erheblich gewandelt. Zum einen sind die gestiegenen Mengen für eine Kostenreduktion dieses Bauteils verantwortlich und zum anderen wird dadurch die Fülltechnologie erheblich beeinflusst. Bisher ist das Füllen und Siegeln oder Formen – Füllen – Siegeln (FFS) im Fokus gewesen. Nun wird mit dem kleinen stabilen Teil an einem flexiblen Beutel diese Verarbeitung vor nicht unerhebliche Probleme gestellt: Wie sicher ist noch FFS, wenn auch der Ausgießer eingesetzt werden muss, und wie fülle ich den gefertigten Beutel – nun mit Ausgießer – auf einer Füll- und Siegelanlage sinnvoll? Bei der erhöhten Nachfrage nach Beuteln mit Wiederverschluss tritt vermehrt der Weg des Füllens und Verschraubens in den Vordergrund. Dies hat erhebliche technische Vorteile:
Beim Füllen von stabilen Behältern entsteht durch das Entweichen von Luft und durch das Eindringen der Flüssigkeit Schaumbildung. Deshalb muss bei aufgesetztem Füllventil auf den Hals einer Flasche eine technisch aufwendige Ventiltechnik mit meist Unterspiegel-Füllung eingesetzt werden, welche auch das simultane Entweichen der Luft nötig macht. Fast ebenso problematisch ist das Füllen und Versiegeln von Beuteln. Auch hier tritt erhebliche Schaumbildung auf, was das sichere Versiegeln des Beutels verhindern kann. Diese Probleme treten bei einem (fast) luftleeren Beutel nicht auf. Es ist technisch einfacher und deshalb kostengünstiger. Trotz des kleineren Öffnungsdurchmessers, wodurch nun der Beutel gefüllt und dann verschraubt wird, kann das Produkt mit hohem Druck eingeschossen werden, wodurch gleichzeitig der Beutel geöffnet wird.
Hierdurch hat sich eine neue Technologie für das Verarbeiten des Beutels entwickelt. Der Ausgießer benötigt nun am Hals ein technische Führung, um so eine einfache Zuführung zur Füllmaschine zu erreichen. Einige Packmittelhersteller liefern deshalb auch den Beutel auf einer U-Schiene, die dann mehrfach verwendet werden kann. Dieses zu erst in Japan eingesetzte System hat sich inzwischen in Europa aber auch in Asien, Nord und Südamerika durchgesetzt. Bei steigenden Mengen ist diese Art der Verarbeitung nicht unproblematisch.
Die Schienen müssen an den Hersteller zurück geschickt werden, weil diese sonst berechnet werden. Der Ausweg aus diesem logistisch komplexen Weg liegt in der Einführung eines Systems, welches den Prozess des Einsetzens des Ausgießers der Füll- und Verschraubmaschine vorgeschaltet wird. Diesen Systemgedanken hat sich ein großes Pharmaunternehmen schon vor vielen Jahren zueigen gemacht und mit vielen Millionen Beuteln damit erhebliche Kosteneinsparungen erreicht. Inzwischen ist die Technologie weiter vorangeschritten, wodurch die Anschaffungskosten solch eines Systems erheblich reduziert wurden, höhere Leistungen erreichbar sind und eine große Prozessstabilität erzielt wird. All diese Gesichtspunkte erlauben es, dem Beutel mit Wiederverschluss eine verheißungsvolle Zukunft vorauszusagen.
Die Prognosen von Schönwald Consulting bestätigen diesen Trend mit Steigerungsraten je nach Produktgruppe von 10 bis 25% pro Jahr. Betrachtet man den Großraum Europa, dann ergeben sich aus den erreichten Mengen in 2013 und den Prognosen bis 2018 erhebliche Kapazitäten an zu bauenden Maschinensystemen, wie zuvor beschrieben. Das weltweite Wachstum ist noch erheblicher, weshalb die gesamte Ausarbeitung von Schönwald Consulting eine Bibel zur Entscheidung für Beutelinteressierte ist.
Verbrauchsangaben in Millionen Packungen für Europa

Quelle: Schönwald Consulting
Vergleiche zu früheren Untersuchungen ergeben, dass die Zahlen erheblich gestiegen sind und insbesondere die Zuwachsraten der Beutel mit Ausgießer in der erreichten Menge und in den Prognosen belegen, wie sich diese Produktgruppe zukünftig als Konkurrent kleinerer Packungsgrößen zur PET-Flasche und zum Milchkarton entwickeln wird.
Diese Zahlen sind mir mit Genehmigung von Schönwald Consulting zur Verfügung gestellt worden. Das betrifft auch die beiden Aufteilungen weiter unten. Die gesamte Studie ist ein Standardwerk für jedes Unternehmen, welches sich mit dem Beutel als Packmittel auseinandersetzt.
Der Blick in die Regale belegt diesen ungebrochenen Trend, der auch durch günstige Kostenvergleiche zugunsten des Beutels in der Größe bis 300 ml belegt wird:


Hier eine Besonderheit aus China: Ecolean besetzt hier gegen den Milchkarton Milch im Beutel mit dem attraktiven Luftgriff. Sicher eine Entwicklung, die dem Marktführer im Milchkarton zu Denken gibt und auch inzwischen von Hemme Milch in Norddeutschland häufiger im Regal zu sehn ist.
Daneben ein Beutel mit einer verspielten Form, der in China besonders attraktiv die junge Generation anspricht.

Auch wenn hier der Eindruck entsteht, dass ich den Fokus zu sehr auf China und USA lege, so ist es doch wichtig, den Blick nach draußen zu wagen: Die globale Vernetzung sowie die Entwicklung auf den anderen Seiten von Europa scheint mir wichtig, weshalb trotzdem eine Vertiefung des Marktes in Europa nicht fehlen soll:


Quelle Schönwald Consulting
Was hat den Beutel gestärkt und was fehlt ihm noch
Ende 2012 hat selbst die New York Times – nicht gerade eben bekannt für Beobachtungen der Verpackungsentwicklungen – in einem Artikel auf das enorme Wachstumspotential dieser Verpackung aufmerksam gemacht. Damit wird der Beutel in den Fokus des Verbrauchers gerückt, wodurch auch die ältere Generation auf diese Art des Konsums von Flüssigkeiten aufmerksam gemacht wird. Ebenso wird vom „kollabierenden“ Beutel – und damit so einfach benutzbar – beim Nachfüllen der Flüssigkeit für die Scheibenreinigung des so geliebten PKWs im Unterbewusstsein der Beutel positiv wahrgenommen. Diese Verpackungsart ist die leichteste mit entsprechender Standfähigkeit am POS.
Aus meiner Sicht fehlen aber dem Beutel noch einige wichtige Entwicklungsschritte:
- Biologisch abbaubare Folie und Ausgießer mit guten Eigenschaften zum Siegeln und mit Barriere. Immer wieder wird dies vom Kunststoff gefordert, ist aber nicht immer sinnvoll mit den notwendigen Eigenschaften einer Verpackung zu vereinigen. In erster Linie muss der Schutz des Produktes stehen, was bei dieser Folienart für Beutel z. Z. nicht erreichbar ist.
- Neben der biologischen Abbaubarkeit erscheint es mir noch wichtiger der Folie eine Recyclefähigkeit zu geben ohne die Barriereeigenschaften zu vernachlässigen. Hier scheinen Untersuchungen zu laufen, wie dieses Ziel einer Folie aus Polyolefinen erreicht werden kann.
- Der meist aus PE oder PP gespritzte Ausgießer hat im Gegensatz zur heute eingesetzten Folie keine Barriere. Damit besteht die Gefahr einer optischen und geschmacklichen Veränderung des Produktes im Kopfbereich des Beutels, der sich bei längerer Lagerung auch weiter in das Produkt vorarbeiten kann. Dieser Umstand tritt besonders bei Produkten mit Anteilen von Apfel und Karotten auf. Einige Hersteller versuchen diesen Effekt mit innen liegenden Alu-Membranen zu lösen, was aber zur Komplexität und Verteuerung beiträgt. Es gibt allerdings Hinweise auf die Entwicklung der Einbringung einer Barriere in den Ausgießer. Solch eine Lösung würde dem Beutel für eine Reihe von Produkten gut zu Gesicht stehen.
- Das Einbringen eines stabilen Ausgießers in eine flexible Packung war stets eine Herausforderung, die bis heute zu beobachten ist. Dies schlägt sich in Leckagen, schlechter Qualität, aber vorwiegend in Leistungsminderung eines Systems nieder. Auch hier sind Entwicklungen vorangeschritten, um Leistungssteigerung und Qualitätsverbesserung zu vereinen. Hierbei ist das Schweißverfahren mittels Ultraschall inzwischen soweit vorangetrieben worden, dass integrierte Systeme für Bereiche bis 250 Beutel/Minute erreichbar zu sein.
- Schlussendlich ist es bis heute noch nicht final gelungen, eine validierte Anlage zum aseptischen Verarbeiten eines Beutels mit Ausgießer zu finden, die mit ansprechenden Leistungen aufwarten kann. Zwar gab und gibt es immer wieder Hersteller, die davon berichteten, allerdings haben sowohl Wild und Bosch als auch Guala ihre Ankündigungen noch nicht bewahrheiten können.
Diese 5 Punkte scheinen mir aber zumindest in Stufen und in einigen Teilen auch kurzfristig erreichbar zu sein, was dem Beutel weiter auf seinem Erfolgsweg helfen wird.
Alle Abbildungen vom Autor erstellt
Weitere Informationen
Gern bieten wir Ihnen weitere Informationen zu dem Thema, z.B. in Form eines Innoform-Seminars oder Tagung an. Diese finden Sie hier:
http://www.innoform-coaching.de/pages/event/event_list.php?interest=16Über die Website von InnoNET können Sie Fragen auch direkt an den Autor per E-Mail richten:
http://www.innonet-partners.eu/berater_show.php?user_id=5214 -
Rückblick und Vorschau – Kaschierklebstoffe für Lebensmittelverpackungen

von Manfred Römer
Ohne moderne Kaschiertechnik keine flexiblen Verpackungen, ohne flexible Verpackungen keine globale Distribution hochempfindlicher Güter. Vor allem der Schutz von Lebensmitteln vor Verderb ist im Hinblick auf die fortschreitende Urbanisierung der Weltbevölkerung und die damit verbundenen bekannten Verknappungs- und Verteilungsszenarien eine der vorrangigen Aufgaben unserer Zeit. Die Aufgabe der Kaschierung ist die Kombination der Materialeigenschaften einzelner Folien zu einem neuen Werkstoff mit herausragenden Eigenschaften. Das Ergebnis sind maßgeschneiderte Verbundfolien für die Herstellung flexibler Verpackungen mit hoher Schutzfunktion, die auf das jeweilige Anforderungsprofil zugeschnitten sind.
Leistungsvermögen und Definition
Flexible Verpackungen sollen das Produkt schützen, Informations- und Marketingaufgaben erfüllen und dem Konsumenten einen leichten und sicheren Umgang gewährleisten. Zu deren Herstellung stehen Verpackungsfolien (Verbundfolien) mit »maßgeschneiderten« Eigenschaften zur Verfügung. Dazu zählt die Barrierefunktion gegen Licht, Gase (z.B. Stickstoff, Kohlendioxid) und Wasserdampf; gute Optik (Wechselspiel von Druckfarbe und Klebstoff); Festigkeit (Flächenhaftung und Siegelnaht); Siegelbarkeit (Verschlusssicherheit),
 Peelbarkeit (kontrollierte Öffnungskraft der Versiegelung). Bei den Kaschierfolien handelt es sich um mehrere Substratlagen (z.B. Kunststoff- und Aluminiumfolien, Papiere), die entweder inline oder durch einen separaten Arbeitsschritt mittels Klebstoffauftrag miteinander verbunden werden. So haben beispielsweise derart hergestellte Folienverbunde deutlich andere Eigenschaften als Coex-Folien. Dabei ist, für das fehlerfreie Herstellen von Verbundfolien, der verwendete Klebstoff von entscheidender Bedeutung.
Peelbarkeit (kontrollierte Öffnungskraft der Versiegelung). Bei den Kaschierfolien handelt es sich um mehrere Substratlagen (z.B. Kunststoff- und Aluminiumfolien, Papiere), die entweder inline oder durch einen separaten Arbeitsschritt mittels Klebstoffauftrag miteinander verbunden werden. So haben beispielsweise derart hergestellte Folienverbunde deutlich andere Eigenschaften als Coex-Folien. Dabei ist, für das fehlerfreie Herstellen von Verbundfolien, der verwendete Klebstoff von entscheidender Bedeutung.Ein Blick zurück
Die Entwicklung moderner Kaschierklebstoffe begann in den 1960er Jahren. Sie ging einher mit der zunehmenden Internationalisierung der Märkte (Wegfall von Handelsbarrieren) und der damit verbundenen zunehmenden Bedeutung der flexiblen Verpackung für den Schutz und die Verteilung von Lebensmitteln und anderen Gütern. Die damaligen Anforderungen konzentrierten sich im Wesentlichen auf relativ einfache Duplexverbunde. Neben anderen möglichen Variationen, wurden häufig Zellglas gegen siegelfähig beschichtetes Zellglas oder gegen die Siegelschicht Polyethylen laminiert.
Erste Wahl
Stetig steigende Anforderungen an die mechanischen Festigkeiten und Barriereeigenschaften führten zu einer rasanten Entwicklung unterschiedlichster Foliensubstrate und Siegelschichten. Im Zuge dessen wurde auch die Leistungsfähigkeit der Kaschierklebstoffe verbessert, und massiv in moderne Kaschier- und Druckmaschinentechnologie sowie in die technische Peripherie investiert. Die Polyurethanchemie hat sich in diesen Jahren als erste Wahl qualifiziert. Mit ihr ließen sich Klebstoffe mit unterschiedlichsten Eigenschaften für eine große Anwendungsbreite herstellen. Bis heute erreicht keine andere Klebstoffchemie einen solch hohen Standard. Polyurethan-Klebstoffe waren zunächst ausschließlich lösemittelbasiert. Das Vehikel Lösemittel erlaubte eine einfache Verarbeitung dieser Klebstoffe auf den Kaschiermaschinen. Dabei muss das Lösemittel des in organischen Lösemitteln gelösten Klebstoffs nach der Applikation auf das Foliensubstrat im Trockenkanal entfernt werden. Bei der Zusammenführung der Substratbahnen im Kaschierwerk liegt also eine »trockene« Klebstoffschicht vor. Im Kaschierwerk wird schließlich unter Druck und Wärme aus der Folie mit dem »trockenen « Klebstoff und der zulaufenden Bahn ein Verbund (Laminat) hergestellt. Dieses Verfahren ist bekannt unter der Bezeichnung Trockenkaschierung. Die Nachbehandlung der lösemittelangereicherten Luft nach dem Trocknungsvorgang war damals noch kein Thema. Die Lösemittelgase wurden einfach mit der Umgebungsluft »verdünnt«,

- Prinzip einer LF-Kaschieranlage

- Prinzip einer LH-Kaschieranlage
die über den Kamin ins Freie gelangten. Doch ein verstärktes ökologisches Bewusstsein in weiten Teilen der Bevölkerung führte zu strengen gesetzlichen Umweltauflagen (u.a. Bundes- Immissionsschutzverordnung (BImSchV)). In der Folge mussten die Druck- und Kaschierbetriebe beim Einsatz organischer Lösemittel Nachverbrennungs- oder Lösemittelrückgewinnungsanlagen installieren.
Ohne schädliche Lösemittel
Die erste Ölkrise im Jahr 1973 (Rohölverknappung) und zusätzliche Kosten durch die Lösemittelnachbehandlung forcierten die Entwicklung lösemittelfreier Polyurethan- Kaschierklebstoffe. Doch der Kaschierer an der Maschine musste sich bei diesem Klebstoffsystem auf neue und schwierige Verarbeitungsbedingungen einstellen: Zentrale Herausforderungen waren dabei die völlig andere Rheologie und das Auftragen sehr dünner Schichten. Damit die bedruckten Folien mit guter Optik kaschiert werden konnten, mussten die Druckfarben diesen Kaschierklebstoffen angepasst werden. Nach wie vor arbeiten Zulieferer und Verarbeiter gemeinsam an weiteren Optimierungen der gesamten Peripherie, um die diffizilen Bedingungen für die Verarbeitung des lösemittelfreien Polyurethan-Klebstoffsystems weiter zu optimieren.
Alternativen
Als Alternative zu den verwendeten organischen Lösemitteln, war man zumindest eine Zeitlang davon überzeugt, dass Wasser die ideale Lösung sei. Mit wasserverdünnbaren Polyurethan-Klebstoffen sollten die Umwelt- und Kostenprobleme der lösemittelbasierten Klebstoffe gelöst werden. Trotz beeindruckender Kaschierergebnisse fristet dieser Klebstoff im Vergleich zu lösemittelfreien und lösemittelhaltigen Klebstoffen bei der Herstellung von Verbundfolien nur ein Nischendasein. Eine weitere Alternative sind z.B. Klebstoffe auf Acrylatbasis (Dispersionen), die in der Folienkaschierung jedoch nicht den hohen Standard von Polyurethan- Klebstoffen erreichen.
Möglichkeiten zur Herstellung von Verbundfolien
Es gibt vielfältige Möglichkeiten zur Herstellung von Verbundfolien. Es sind dies, wie vorstehend bereits beschrieben, die Kaschierung (LF = lösemittelfrei und LH = lösemittelhaltig); Mehrlagenextrusion (Adhäsions-Promoter); LH-Primer (z.B. PU-Klebstoff); wässrige Primer (EAA-Dispersionen); Primer aus der Schmelze (EAA) sowie Maleinsäure. Bei der Kaschierung wird in zwei wesentliche Verfahrenstechniken unterschieden:
Lösemittelhaltige Kaschierung:
– Glattwalzenauftrag (Schöpfwalze/ Auftragswalze)
– Rasterwalzenauftrag (Schöpfwalze/ Rakel)
– Rasterwalzenauftrag (Kammerrakel)Lösemittelfreie Kaschierung:
– Dreiwalzenauftrag [Stahl – Gummi – Stahl – (Presseur)]
– Vierwalzenauftrag [Stahl – Stahl – Gummi – Stahl – (Presseur)].Mögliche Kaschiertechniken
• Nasskaschierung
Beispielsweise bei Dispersions-, Kasein- oder Dextrin-Klebstoffen ist Wasser das Vehikel, welches aus dem kaschierten Verbund (z.B. Aluminium/Papier- Verbund für Suppenbeutel) »verdampft«. Solche Klebstoffsysteme können auch Vernetzungsmechanismen besitzen, so dass sie wasserfest werden. Im Gegensatz zur Trockenkaschierung erfolgt bei der Nasskaschierung das Laminieren unmittelbar nach dem Klebstoffauftrag, also ohne Zwischentrocknung. Bei den eingesetzten Klebstoffen handelt es sich um physikalisch trocknende aber auch vernetzende Systeme. Die Bindekraft beruht auf physikalischen Prozessen, das heißt auf der Trocknung des Klebstoffs nach Verdunsten des Lösemittels bzw. des Wassers. Bei der Kaschierung von Folien mit saugfähigen Substraten, wie Papier, Pappe, Filz oder Textil- Bahnen, dominiert die Anwendung von Dispersionen.
• Trockenkaschierung
Ein Präpolymer ist in einem Lösemittel gelöst, das nach dem Auftragen des Klebstoffs verdunstet. Anschließend wird im Kaschierwerk ein Verbund mittels zulaufender Bahn hergestellt. Diese lösemittelhaltigen Klebstoffsysteme werden entweder als Ein – oder Zweikomponentenkleber verarbeitet.
• Extrusionskaschierung
Hierbei werden spezielle thermoplastische Polymere als »Klebstoff« zwischen zwei andere Substrate extrudiert und über ein Walzensystem mittels Druck vereint. Bei der Extrusionskaschierung bestimmter Folienverbunde kann es notwendig sein, Haftvermittler entweder offline oder inline aufzutragen.
• LF-Kaschierung
Bei der lösemittelfreien Kaschierung sind keine Vehikel zum Verarbeiten des Klebstoffs notwendig. Der Klebstoff wird mit 100% Festkörper ausgeliefert d.h. dem Kaschierer zur Verfügung gestellt. Mittels intelligenter Temperaturführung – vom Dosierwerk oder Mischgerät bis zur Auftragswalze – wird der Klebstoff auf das Substrat gebracht. Die LF-Klebstoffsysteme kommen als Ein- oder Zweikomponenten- Kleber auf den Markt.
Definition der Leistungsbereiche
Das Leistungsvermögen (Performance) von Kaschierklebstoffen lässt sich in drei Kategorien einteilen, die sich nicht immer eindeutig voneinander abgrenzen lassen, sondern oft fließend sind. Die breitgefächerte Performance lösemittelhaltiger Polyurethan-Klebstoffe erstreckt sich dabei über alle drei Bereiche:
- Genereller Gebrauch → (trockene Füllgüter)
(GP = General Purpose); - Mittleres Leistungssegment → (flüssige Füllgüter)
(MP = Medium Performance); - Hohes Leistungssegment → (sterilisierfest)
(HP = High Performance).
Die erste und gleichzeitig größte Kategorie bilden die qualitativ soliden Duplex-Kaschierfolien. Flexible Verpackungen, die aus diesen Verbundfolien hergestellt wurden, werden für das Abfüllen trockener Güter eingesetzt. Aus Triplex- Kaschierfolien (auch mit Aluminium- Folie) hergestellte flexible Verpackungen gehören zum mittleren Qualitätssegment. Sie kommen bei flüssigen, pastösen sowie sterilisierbaren Füllgütern zur Anwendung. Ein sehr hohes Leistungsvermögen besitzen Triplex- oder Quadroplex- Laminate, die sich besonders für aggressive Verpackungsgüter mit höchsten Barriereanforderungen eignen. Solche Verbunde erfordern oft auch Sterilisierfestigkeit bis 135 °C. Die Trockenauftragsgewichte lösemittelhaltiger Kaschierklebstoffe variieren zwischen 2,5 g/m2 (GP) und 5 g/m2 (HP).
Demgegenüber schwanken die Auftragsgewichte lösemittelfreier Klebstoffe zwischen 1,0 g/m2 (GP) und 3,0 g/m2 (MP). Bei der Produktion von GP – Laminaten dominieren die lösemittelfreien Klebstoffe. Beim Vergleich der Kaschierkleberkosten (Cent/ m2) liegt dieser Kaschierkleber-Typ deutlich unter dem der lösemittelhaltigen Klebstoffe. Mit modernen LF-Klebern ist die Produktion von Mehrlagenverbunden ohne weiteres möglich. Selbst mit Aluminiumfolie aufgebaute Verbunde lassen sich bis 135 °C sterilisieren. Dabei ist jedoch zu beachten, dass bei LF- und LH-Klebstoffen, die auf der Basis aromatischer Isocyanate aufgebaut sind, beginnend ab 105 °C und steigend bis 135 °C Sterilisationszeit, die Hydrolyse der vernetzten Klebstoffschicht einsetzt und es zur Neubildung von primären aromatischen Aminen (PAA) kommt. Selbstverständlich spielt bei diesen Vorgängen die Sterilisationszeit eine entscheidende Rolle.
Gute Aussichten und nicht ersetzbar
LF- und LH-Kaschierkleber bieten durchaus Spielraum für weitere Optimierungen. Dabei müssen die Kaschierfolien für zukünftige Neuentwicklungen bei flexiblen Verpackungen den sich schnell verändernden Anforderungen im globalen Markt Rechnung tragen. Ein gutes Beispiel hierfür sind die modernen LH- und LF-Kaschierklebstoffe auf Basis aliphatischer Isocyanate. Sie sind auch bei hohen Temperaturen sterilisierbar (bis 135 °C) und zeigen eine überragende Füllgutbeständigkeit.
Können Extrusionskaschierung oder Blasfolienextrusion (z.B. Triple- Bubble) die klassische LH- oder LF-Kaschierung ersetzen? Dies ist eine häufig diskutierte Frage. Die Antwort darauf fällt eindeutig aus: In absehbarer Zeit wird dies nicht geschehen. Zwar lassen sich zum Beispiel Aluminiumverbunde mit der Extrusionskaschierung herstellen, doch wirtschaftlich sinnvoll ist dies nur bei entsprechenden Losgrößen. Zudem lassen sich Hochbarriereverbunde aus mit Siliziumoxid (SiOx) oder Aluminiumoxid (AlOx) bedampften Folien nicht mit Extrusionskaschierung oder Blasfolienextrusion herstellen. Außerdem ist der Kaschiervorgang mit LH – oder LF–Klebstoffen sehr flexibel, da sie die Produktion unterschiedlichster Substratverbunde ermöglichen. Ein weiterer Vorteil ist, dass die Investition in eine Kaschiermaschine sehr viel günstiger ist, als die in eine Anlage für Extrusionskaschierung oder Blasfolienextrusion.
Testservice:
Im Testservice Inno-Letter veröffentlichen wir News rund um Prüfungen für Folienverpackungen insbesondere die, die wir selber anbieten: http://www.innoform-testservice.de/tpages/benefit/qualitycontrol.php





-
Spezifikationen für Folienverpackungen Teil 4: “Dynamische Folienprüfungen”
Mit praktikablen Spezifikationen
 Ressourcen und Nerven schonen
Ressourcen und Nerven schonen
von Dipl.-Ing. Karsten Schröder
Teil 4: “Dynamische Folienprüfungen“
Zusammenfassung
In diesem Teil werden die drei wesentlichen, praktikablen, dynamischen Prüfungen für Folienverpackungen dargestellt. Insgesamt wird hier festgestellt, dass die dynamischen Prüfungen an Folienverpackungen mithilfe von Prüfgeräten wesentlich schwieriger und weniger verbreitet sind als die quasistatischen Prüfungen wie z.B. der Zugversuch. Doch das hat seine Gründe, auch wenn ich hier herausarbeite, dass gerade diese Prüfungen gut geeignet sind, bestimmte praxisnahe Beanspruchungen einer Folienverpackung zu beschreiben und somit spezifizierbar zu machen. Es lohnt sich in jedem Fall, dynamische Prüfungen mit in die Spezifikation aufzunehmen – trotz aller Unsicherheiten wie Reproduzierbarkeit, Ausbildungsbedarf der Prüfer und natürlich Gerätekosten. Aber die Zeit ist „überreif“, auch das dynamische Funktionieren von Folienverpackungen zu garantieren.
1. Durchstoßprüfung
1.1 Übersicht üblicher Prüfmethoden
Es gibt eine ganze Reihe an Durchstoßprüfungen, die wir hier auf die wesentlichen, die in der Praxis vorkommenden, in der Übersicht reduziert haben. Grundsätzlich unterscheidet man auch hier zwischen statischen, quasistatischen und dynamischen Prüfungen. Als Faustformel gilt: Alles, was mit der Zugprüfmaschine oder ähnlichen Prüfgeschwindigkeiten geprüft werden kann ist quasistatisch und hier nicht das Thema.
a) Liste einiger üblicher quasistatischer Durchstoßversuche
- DIN EN 14477 spitzer Durchstoß (Kugelschreiber-Mienen-Test)
- ASTM F 1306 (stumpfer Durchstoß)
- Du-Pont Methode – Gewichtsbelastung einer spitzen Probe auf ein hart unterlegtes Prüfmuster
b) Dynamische Durchstoßversuche
- ASTM D 1709 / ISO 7765-1 Dart Drop
- DIN ISO 7765-2 Bestimmung der Schlagfestigkeit nach dem Fallhammerverfahren – Teil 2: Durchstoßversuch mit elektronischer Messwerterfassung
Die beiden dynamischen Methoden unterscheiden sich drastisch in Aufbau, Genauigkeit und Auswertbarkeit. Beginnen möchte ich mit der weit verbreiteten, insbesondere bei Foliensäcken und Tragetaschen eingesetzten Prüfung des Dart-Drop.
1.2 ASTM D 1709 / ISO 7765-1 Dart Drop
– sieht einfach aus – ist er aber nicht
Der Versuchsaufbau erscheint trivial – ist er auch. Nur reproduzierbare Werte zu erzeugen ist es nicht. Ein Gewicht (genannt Dart) fällt aus einer definierten Höhe auf eine faltenfrei und fest eingespannte Folie. Diese Folie wird nun entweder von dem gewählten Gewicht durchschlagen oder eben nicht. Sollte die Folie nicht durchstoßen werden, wird das nächste, schwerere Gewicht verwendet.

Abbildung 2: Dart-Drop Prüfeinrichtung ")
Abbildung 1: Fallgewicht (DART) Es wird nun das Gewicht ermittelt, bei dem 50% der Falltests die Folie durchstoßen und die andere Hälfte gerade noch nicht durchstößt.
Das erreicht man durch häufige Wiederholung des Versuches und wird durch einige Erfahrung mit dem Gerät deutlich erleichtert. Hier spielt die Erfahrung des Prüfers eine bedeutende Rolle.
Allerdings erschließt sich schon dem Laien, dass diese Methode einer gewissen Genauigkeitsschwankung unterworfen sein muss.
Aus der Praxis zeigt sich, dass gerade die Dart-Drop-Prüfung auch von einem erheblichen Prüfereinfluss geprägt sein kann. Je nachdem, wie die Durchschläge bewertet und wie feinfühlig und ausdauernd geprüft wird, schwanken die Ergebnisse mehr oder weniger.
Allerdings ergibt im Mittelwert die Prüfung durchaus eine Aussage darüber, ob es sich um eine eher dynamisch feste oder spröde Folienqualität handelt. Denn genau das ist eine Kernaufgabe der Methode: Unterschiede von signifikant unterschiedlichen Sprödheiten bzw. dynamischen Durchstoßfestigkeiten zu unterscheiden.
Eine typische Ergebnistabelle kann so aussehen, bei der die Schwankungsbreite gut erkennbar ist (reale Messwerte aus einer Spezifikations-Überprüfung).

1.3 DIN ISO 7765-2 Durchstoßversuch mit elektronischer Messwerterfassung
Dieses Verfahren könnte man als instrumentierte Weiterentwicklung des Dart-Drop bezeichnen. Die Prüfanordnung kann, je nach Ausführung, auch „auf den Kopf gestellt“ werden (siehe Bild). Mit diesem Gerät wird eine fest eingespannte Folie auf einen fest stehenden Dorn fallen gelassen. Das Fallgewicht und die Fallhöhe sind natürlich in der o.g. Norm definiert.

Abbildung 3: Messdorn und unten liegender Probenhalter des Durchstoßversuch mit elektronischer Messwerterfassung Dieses Foto zeigt schon den Aufwand des Messgerätes. Hinzu kommt eine Auswerteeinheit, die nur
PC-gestützt realisierbar ist. Geräte dieser Art sind nach meinem Wissen Einzelanfertigungen und dementsprechend teuer.Aber es lohnt sich, diesen Aufwand zu treiben, denn man bekommt neben einer gut/schlecht Aussage auch noch echte, gut reproduzierbare Messwerte, die sich insbesondere für Gutachten, Entwicklung und Materialoptimierung eignen. Auch im Bereich Qualitätssicherung findet man diese Prüfung bei den Unternehmen, die diese Geräte aufgestellt haben.
Allerdings sind die Messwerte wie
– Schädigungskraft Fs [N]
– Schädigungsverformung ls [mm]
– Schädigungsarbeit Ws [J]
– Durchstoßarbeit W ges [J]
nur bedingt für Spezifikationen geeignet, da ebenso wenige Folienhersteller über diese Prüfeinrichtung verfügen.
Aus diesem Grund empfehlen wir die Einbindung dieser Größen in eine Spezifikation als „typische Werte“, die keiner turnusmäßigen Überprüfung unterliegen, sondern nur als Vergleichswerte und zur Eigenschaftsdokumentation dienen.
Hier eine Tabelle typischer Werte einer Folie und deren Auswertbarkeit (bitte Tabelle anklicken):

Im Vergleich in folgender Tabelle ein ähnliches Material, das aber in der Praxis als zu spröde beurteilt wurde. Wie man „zu spröde“ messen kann, wissen Sie nun. Mit genau dieser Methode (bitte Tabelle anklicken)!

In den beiden vorgenannten Tabellen sind die Unterschiede zwischen dem „guten“ und dem „spröderen“ Material an den Zahlenwerten deutlich erkennbar. Dieses ist typisch für diesen Versuch und macht ihn so interessant für Entwickler und Gutachter. „Mit diesem Gerät kann ich messen, was viele auch fühlen können“, sagte mein ehemaliger Kollege gerne voller Stolz.
2. Weiterreißprüfung
2.1 Vorwort
Neben dem dynamischen Durchstoßen spielt das Weiterreißen nicht erst nach dem „Easy-Opening-Boom“ eine immer wichtigere Rolle. Für dünne Folien – also z.B. typische Deckelfolien für MAP (Modified Atmosphere Packaging) PET/PE oder PP/PE lassen sich da hervorragende Vergleichsmessungen anstellen. Schwierig wird es nur bei sehr dünnen (<30µm) und gleichzeitig orientierten Folien wie PP-BO oder PET-BO Folien, die dann auch noch unkaschiert – also „pur“ vorliegen.
Wenn ich hier über Weiterreißen schreibe, meine ich ausschließlich das „schnelle“ Weiterreißen, das wir auch heute noch mit dem Weiterreißwiderstand nach Elmendorf charakterisieren.
2.2 Prüfmethode

Abbildung 6: Schablone zur Probennahme Zunächst wird aus der zu prüfenden Folie – selbstverständlich mit einer Schablone – die Probe entnommen. Diese ist so ausgeführt, dass der entstehende Riss, egal in welche Richtung er verlaufen wird, immer die gleiche Länge haben muss.
Die Prüfung selbst wird mit einem Pendelschlagwerk durchgeführt, welches die vorgestanzte, eingeschnittene Probe mit Fallgeschwindigkeit zerreißt. Es handelt sich somit nach unserer Definition in diesem Bericht um eine typische dynamische Prüfung, die das Ein- und Weiterreißen beim Handling von Folienverpackungen verschiedener Arten mit Messwerten vergleichbar macht.

Abbildung 7: Foto während des Momentes der Prüfung des Dynamischen Weitereißens Dieses Foto zeigt den Moment des Durchreißens. Das Prüfgerät, das eigentlich aus der Papierindustrie stammt, gibt es heute natürlich mit digitaler Auswertung und ist nach wie vor weit verbreitet im Einsatz. Beachten sollte man die doch engen Einsatzgrenzen. Wird die Folie zu dick und zäh oder zu dünn und spröde, streuen die Werte extrem und die Ergebnisse müssen verworfen werden. Bei sehr dünnen Folien kann das Prüfen mehrerer Lagen, die aufeinander gelegt werden, helfen.
Aber gerade bei den typischen Problemfällen wie einer einreißenden Deckelfolie oder den kaum zu öffnenden Beuteln, zeigt diese Methode gute Vergleichbarkeit, wie die folgende Tabelle illustriert. Natürlich muss man auch hier, wie bei allen Prüfungen, die in eine bestimmte Richtung durchgeführt werden, mindestens in Längs- (MD) und Querrichtung (CD) prüfen.
2.3 Auswertung
Hier sieht man klar, dass die Werte zwar streuen, aber signifikante Unterschiede deutlich dokumentiert sind (bitte Tabelle anklicken).


3. Schlussbemerkung
Es gibt natürlich noch eine Reihe weiterer, dynamischer Folien- und Verpackungsprüfungen (Schlagzugzähigkeit, Abwurffestigkeit etc.). In diesem Bericht bin ich bewusst auf die drei Prüfungen eingegangen, die einerseits ein Schattendasein fristen und andererseits im Alltag oft zu Verwechslungen oder Unverständnis führen.
Außerdem bleibt so Platz und Motivation weitere Berichte zu verfassen, wenn Sie diese denn mögen und für nützlich erachten.
Geben Sie mir Feedback, Kritik und Anregungen für weitere Inno-Letter, Fachartikel, Blog-Beiträge oder Seminare und Tagungen.
Und zum Schluss noch ein Geschenk für alle, die Folienverpackungen mit Spezifikationen sicherer machen möchten.
Fordern Sie unsere kostenlose Innoform Branchen-Folienspezifikationsvorlage per E-Mail unter Coaching@innoform.de an und machen Sie mit, Folienverpackungen zu verbessern.
Zu diesem Inno-Letter passen folgende Events:
Verbundfolien für Einsteiger – Basiswissen zum Anfassen
20./21. JuniDer Hygienemanager – Seminar + freiwillige Projektarbeit im eigenen Betrieb
24./25. SeptemberGrundkurs: Aktuelles Lebensmittel- (Bedarfsgegenstände)recht in der Kunststoff-Verpackungsindustrie | neu überarbeitetes Seminar
9./10. OktoberMechanische Folienprüfungen – Theorie und Praxis
7./8. NovemberKennen Sie schon Teil 1-3 der Themenreihe “Spezifikationen für Folienverpackungen”: Mit praktikablen Spezifikationen Ressourcen und Nerven schonen? Alle InnoLetter gibt es als PDF zum Download.
Freundliche Grüße
Ihr Karsten SchröderMitglied von InnoNET-Partners
Innoform GmbH Testservice
Industriehof 3
26133 Oldenburg
www.innoform.de
TS@innoform.de
-
Spezifikationen für Folienverpackungen Teil 2: “Das Arbeiten mit Normen”
Mit praktikablen Spezifikationen
Ressourcen und Nerven schonen
von Dipl.-Ing. Karsten SchröderTeil 2: “Das Arbeiten mit Normen”
Kurzzusammenfassung
Das mühelose Arbeiten mit Normen ist Grundlage für eine normgerechteSpezifikationserstellung, -Überprüfung und -Einhaltung. Doch wie viele Normen habenSie eigentlich in Ihrem Leben schon gelesen und verstanden? Hier möchten wir einenkurzen Überblick über Quellen für Normen und Umgang mit deren Anwendung geben.
Arbeiten mit Normen
Normen haben Tradition. Schon die Ägypter und vermutlich schon Vorfahren dieser nutztenNormen, um dadurch Zeit und Mühe zu sparen. Beim Bau der Pyramiden – so heißt es –wurden Blöcke, Winkel und vieles mehr genormt, bevor der Bau begann.Im Volksmund werden Normen oft nur auf technische Produkte projiziert. Doch Normen sindumfassend in allen Lebensbereichen zuhause. Denken Sie nur an die legendäre DIN EN ISO9001 – die Qualitätsnorm schlechthin.
Nicht immer verbinden wir Vorteile mit Normen. Zunächst erscheinen sie wie eine Last, dochNormen haben im Wesentlichen einen Sinn – Aufwand zu reduzieren, Verschwendung zuvermeiden und damit die Nachhaltigkeit von den meisten Prozessen und Produkten zusteigern. Denn Nachhaltigkeit ist in letzter Konsequenz per Definition ressourcenschonend.
Normen finden sich in vielen Ausprägungen. Hier wollen wir eine unvollständige Liste derNormenquellen für unser tägliches Arbeitsgebiet der Folienverpackungen nennen:
1 Beispiel: Nationale Normen
· DIN : Deutsches Institut für Normung
· ANSI: American National Standard Institute
· AFNOR: Association Francaise De Normalisation
· BSI: British Standardisation Institute
· Gost: Gosudarstvennii Obshchesoyusnii Standard (Normen der ehemaligenSowjetunion, jetzt Russland)
· ISO: International Standardisation Institute (für Elektrotechnik IEC)
· CEN: Comité Européen de Normalisation
2 Zur Normung autorisierte Institutionen (national):
• VDI-Richtlinien: Verein deutscher Ingenieure
• VDMA: Verband deutscher Maschinen- und Anlagenbau e.V.
• DLG: Deutsche Landwirtschafts- Gesellschaft e.V.
• IVLV: Merkblätter für die Prüfung von Packmitteln www.ivlv.de
• RAL: Deutsches Institut für Gütesicherung (früher: Reichs- Ausschuss fürLieferbedingungen)
3 Zur Normung autorisierte Institutionen (international):
• SCAN: Scandinavian Pulp, Paper and Board Testing Committee
• EDANA: European Disposables And Nonwovens Association
• IUPAC: International Union of Pure and Applied Chemistry
• Tappi: Technical Association of the Pulp and Paper Industry(USA)
• ASTM: American Society for Testing and Materials
• SAE: Society of Automotive Engineers (USA)
• AFCO: Aluminium Foil Conference
• FINAT: world wide association for self- adhesive labels and related products
Nun stellt sich noch die Frage – wer erarbeitet eigentlich Normen. Nun, auch dafür möchte icheine unvollständige Liste beispielhaft anführen:
• Organisation: nationale Institutionen mit hauptamtlichen Kräften
• Sacharbeit: Fachleute aus Industrie, Behörden und Wissenschaft, beim DIN mehr als40.000 ehrenamtliche Mitarbeiter
• Normung in der Verpackung in Deutschland durch:
• „Normungsausschuss Verpackung“ (NAVp.)
• ca. 40 Unterausschüsse für die unterschiedlichen Bereiche
• Einfluss auf europäische und internationale Normung durch Spiegelgremien zu CEN-(seit 1961) und ISO- Ausschüssen (DIN seit 1951 Mitglied)
Die Finanzierung der Normung wird im Wesentlichen durch die Förderbeiträge derMitgliedsfirmen und Institutionen realisiert. Also scheinen diese „Förderer“ wohl ein Interessean der Erstellung der Normen zu haben – ein finanzielles sicherlich auch.
4 Normen und ihre Aktualiät
Normen unterliegen wie fast alle Prozesse und Produkte heute dem kontinuierlichenVerbesserungsprozess. So werden viele Normen in regelmäßigen, meistens aberunregelmäßigen Abständen revidiert und inhaltlich optimiert. Bezieht man sich also auf eineNorm so ist stets der Stand mit zu nennen. Dieses geschieht schon im Namen der Norm, dersich wie folgt erklärt:
Beispiel: DIN EN ISO 9001:2008
DIN = Deutsches Institut für Normung (national)
EN = Europäische Norm (europaweit)
ISO = International Standardisation Organisation (weltweit)9001 Nummer der Norm: 2008 aus dem Jahr 2008
Hier können Sie die Aktualitiät von Normen prüfen und teilweise auch schon einmal einen Blick darauf bzw. hinein werfen:
• www.Beuth.de (für DIN, ISO, EN, ASTM, SAE und andere; es wird nur der Titel unddas Ausgabedatum angezeigt)
• www.ASTM.org (nur ASTM, Vorteil: kurze Zusammenfassung wird kostenlosangezeigt)
Wo finde ich denn nun Normen, wenn ich nicht genau weiß, welche für meinenSpezifikationsfall Anwendung findet? Auch hier möchte ich zur Übersichtlichkeit nur eineStichpunktliste aus unseren Seminarunterlagen anführen:
DIN- Kataloge für technische Regeln (Beuth- Verlag)
• Band 1 nationale Normen (als Papierversion oder CD)
• Band 2 internationale Normen und ausgewählte ausländische Normen (alsPapierversion oder CD)Aus Übersichtsnormen (z.B. DIN 16995 Kunststoff- Folien …)
Aus DIN- Taschenbücher
• (Normensammlungen zu bestimmten Fachgebieten, Volltext) z.B.:
• DIN-Taschenbuch 150 Kunststoff-Dachbahnen, Kunststoff-Dichtungsbahnen,Kunststoff-Folien, Bodenbeläge, Kunstleder , Ausgabe:1998-09
Internet:
z.B. www.beuth.de/ www.ASTM.org/ www.edana.org
Aus vorhandenen Spezifikationen (unbedingt überprüfen, s.o.!)
5 Arbeiten mit Prüfnormen für Spezifikationen
Um nun eine Prüfnorm für eine Spezifikation nutzen zu können, muss Klarheit über diegewünschte Aussage herrschen, die Norm im Detail verstanden sein, die Ausführung derNorm im Detail zusätzlich in der Norm oder Prüfvorschrift genannt werden. Hierzu ein Beispielaus unserer „Branchen-Spezifikationsvorlage für Folienverpackung“:
Sauerstoffdurchlässigkeit (23°C und 50 % r.F.) cm ³ .(m²*d*bar)
ISO 15105-2 (DIN53380 T3)
Gibt die Menge anSauerstoff an, die pro Tagund m²-Folie permeiert(wandern/diffundieren)
Die Prüfbedingungen (23°C und 50 % r.F.) geben die spezifischen, für den spezifiziertenEinzelfall gewünschten Parameter an, die lt. Norm variiert werden können, für die Praxis aberin der Spezifikation festgelegt werden müssen. Eine Angabe der Sauerstoffdurchlässigkeit nurnach der Norm wäre nicht eindeutig genug, da in der Norm das Klima eben nicht vorgegeben,sondern bewusst offen gelassen wurde. Dadurch ist es möglich, mit nur einer Norm viele Spezialfälle zusammen zu fassen und doch einen so engen Rahmen zu geben, dass jeder aufder Welt (theoretisch zumindest) diesen Wert nachprüfen können soll.
Unter anderem aus diesem Grund ist es unbedingt erforderlich, eine Prüfnorm in eineHandlungsanweisung oder Prüfvorschrift zu übersetzen, die beispielsweise so gegliedert seinkann:
1. Anwendungsbereich:
• Bestimmung des quasistatischen Zugverformungs-verhalten von Kunststofffolien
• Messbereich 0,01 – 1300 % Dehnung; 0,01 – 2000 Newton Zugkraft
2. Muster:
• Muster definieren (z.B. Folien als Abschnitte oder in Rollenform)
3. Sicherheitshinweise
4. zu bestimmende Größen
• Zugfestigkeit, nominelle Bruchdehnung, Streckspannung, Spannung bei x% Dehnung,Sekantenmodul
5. Prüfgeräte
• Universalprüfmaschine (Inventar-Nummer)
• Mess-Schieber (Kalibriermittel-Nummer)
• Probenhalter (Inventar-Nummer)
6. Umgebungsbedingungen/Konditionierungszeiten
• Alt:Normklima DIN 50014 (23 ± 2°C; rel. F. 50 ± 6 %)
• Neu: ISO 291 (23 ± 2°C; rel. F. 50 ± 10 %)
• Konditionierungszeit (> 24 h; hygroskopische Materialien > 7 Tage)
7. Probenvorbereitung (Inventarnummer)
8. Beschreibung des Prüfverfahrens
• u.a. Funktionsprüfung der Messdose, Leitungsdruck bei Pneumatikspannköpfen,Überprüfung der LE-Position, etc.
9. Eingaben in der Software definieren
• Einspannlänge, Prüfgeschwindigkeiten, Vorkraft, etc.
10. Datenaufzeichnung und Auswertung
• Angabe der Kennwerte mit Einheiten und Angabe der signifikanten Stellen (z.B.Zugfestigkeit sM [MPa])
• Statistik (z.B. arithmetischer Mittelwert, Standardabweichung, Min/Max-Wert, AnzahlEinzelwerte)
6 Abschlussbemerkung
Normen erleichtern viele Dinge.Entstehungsmoment einer Norm enormen Aufwand. Unter dem Strich bestätigen aberFachleute die insbesondere imTeam, das Normen nach einerReproduzierbarkeit, Vergleichbarkeit und Systematik signifikant erhöhen. Jaes sogar Freude zu bereiten, Normen zu studieren und Normen mit zu gestaltenSie vielleich auch bald dazu?
Fordern Sie unsere kostenlose Innoform Branchen FolienPrüfvorschrift zum Thema ZugversuchDenn auch wir möchten mit unserem Handeln Folienverpackungen für Lebensmittel immersicherer machen – helfen Sie mit.
P.S. Kennen Sie schon Teil 1&2 der Themenreihe “Spezifikationen für Folienverpackungen”: Mit praktikablen Spezifikationen Ressourcen und Nerven schonen? Alle InnoLetter gibt es als PDF zum Download.
Freundliche Grüße
Ihr Karsten SchröderMitglied von InnoNET-Partners
Innoform GmbH Testservice
Industriehof 3
26133 Oldenburg
www.innoform.de
TS@innoform.de











