Permeation measurements – for safe, sustainable and high-performance packaging
Packaging protects products – however, how well this actually works can only be determined and proven by precise measurements.
A key criterion here is permeation: i.e. the passage of gases, water vapour or flavourings through a packaging material and the entire packaging.
At Innoform Test Service, we carry out over 1,000 permeation measurements on packaging, films and composites. This data forms the basis for product protection, shelf life and sustainability – and is therefore crucial to the success of modern packaging solutions. This measurement is becoming increasingly important for manufacturers and packagers, especially regarding the switch to mono-material packaging.
What is a permeation measurement?
The term permeation describes the transport of molecules through a solid barrier – in our case, through packaging film, laminate or coating.
Even the most tightly sealed packaging is never completely impermeable: gases and vapours constantly migrate, even though at very different speeds – depending on the material, thickness, temperature and humidity.
A permeation measurement is used to determine precisely how much and how quickly a substance diffuses through a material. The results are given as transmission rates, usually in cm³/(m²·d·bar) for gases or g/(m²·d) for water vapour.
Why permeation is so important for packaging
Barrier properties determine how long a product stays fresh, how stable it is during storage and how safely it reaches the end customer. This also prevents food spoilage.
A few typical examples:
- Oxygen can cause food to oxidise – for example, it can make fats rancid or change colours.
- Water vapour can cause powder to clump together or tablets to swell.
- Flavourings can degas, causing the product to lose flavour and quality.
Therefore, permeation measurement in packaging is essential in order to:
- Select materials in a targeted manner,
- optimise barrier layers
- and evaluate new, recyclable monomaterials.
Particularly in the context of sustainable packaging solutions, permeation data provides decisive evidence as to whether a material is environmentally friendly AND functional.
How Innoform measures the barrier properties of films
Our Flexpack Laboratory in Oldenburg is specialised in permeation testing. We have state-of-the-art equipment and many years of experience with almost all packaging materials – from classic plastic composites to innovative paper-based solutions.
The most common metrics are:
Oxygen transmission rate (OTR)
The OTR measurement shows how much oxygen penetrates a packaging film. Measurements are usually taken at 23 °C and 50 % relative humidity in accordance with DIN 53380-3, ASTM D3985 or ISO 15105-2.
It is particularly relevant for foodstuffs and pharmaceutical products that are sensitive to oxidation.
Water vapour transmission rate (WVTR)
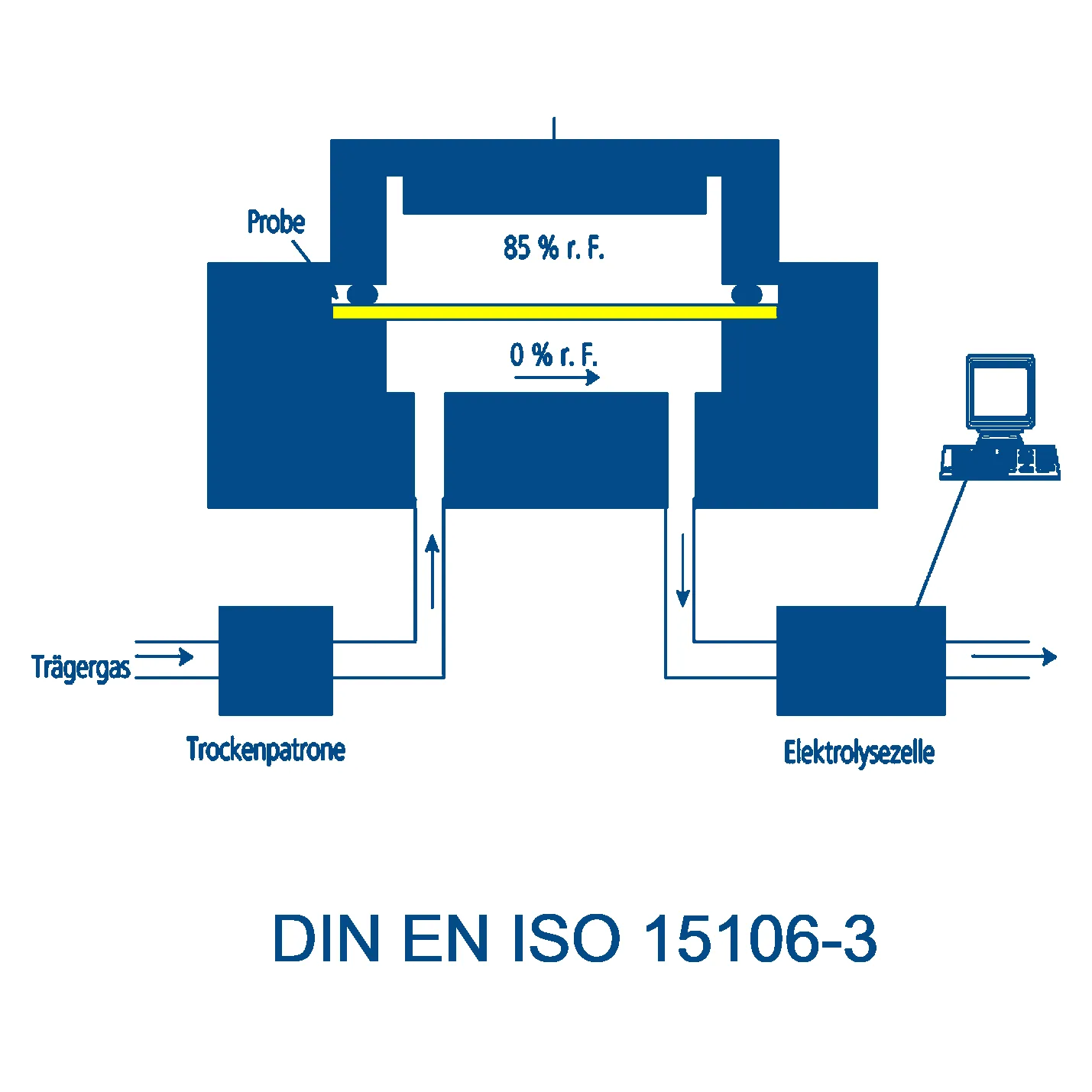
The WVTR measurement determines how much moisture diffuses through a film. Typical standards are ISO 15106-2, ISO 15106-3 and ASTM F1249.
This measurement is crucial for hygroscopic products such as powders, tablets or crispy snacks.
Further special measurements
Depending on requirements, we also carry out measurements for:
- Carbon dioxide permeation (CO₂, e. g. in beverages or protective gas packaging)
- Nitrogen or flavourings.
All measurements are carried out under accredited conditions in accordance with DIN EN ISO/IEC 17025 – with maximum accuracy and traceability.
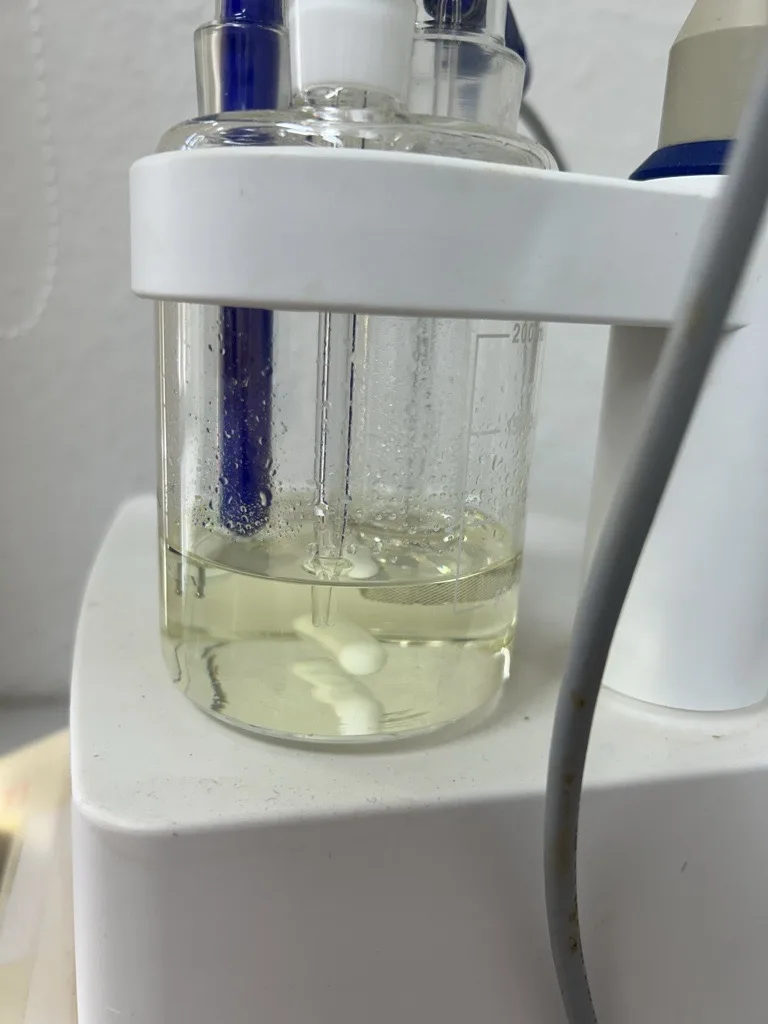
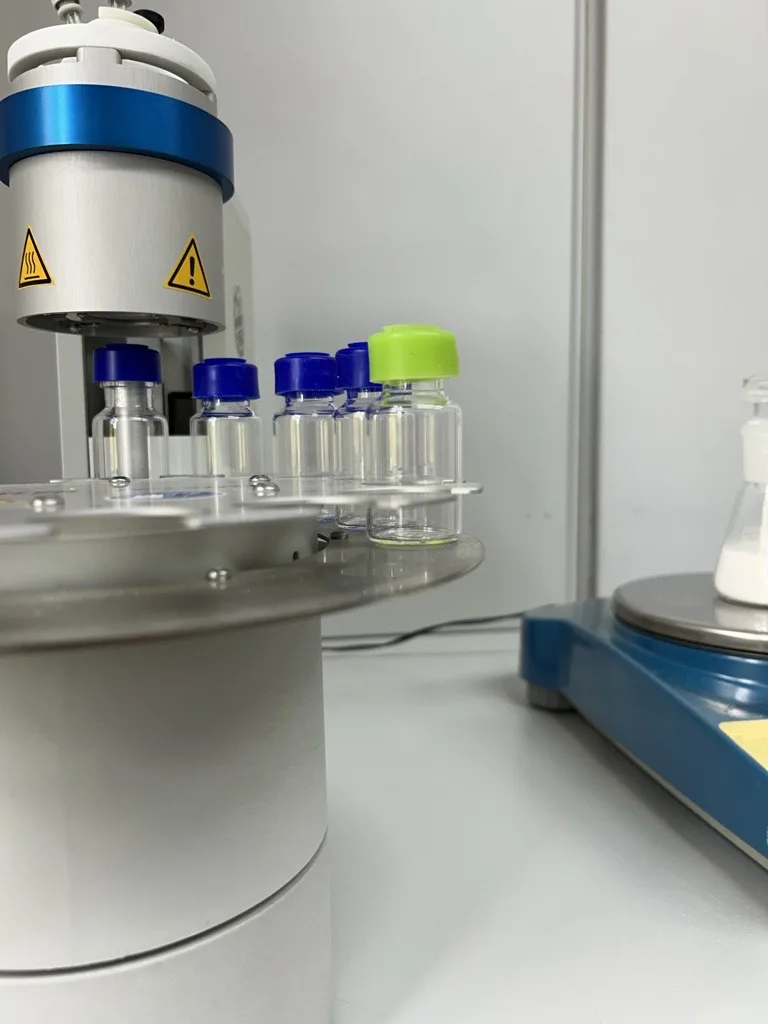
From test sample to result – this is how the test works
- Sample types: We test films, laminate sections, entire packages, parts of packages, bottles, closures, etc.
- Conditioning: Depending on the application, the temperature and humidity are set precisely (e. g. 23 °C / 50 % relative humidity). These settings are based on the storage conditions for the application and the contents.
- Measurement: The testing device continuously records the gas flow until a stable flow is achieved. This can take days or weeks.
- Evaluation: We calculate the permeation rate and document it in a detailed test report.
This provides our customers with clear, comprehensible data – ideal for development decisions, quality assurance or comparative studies.
Typical areas of application for permeation measurements
Permeation measurements are standard practice in many industries – wherever barrier properties determine product quality.
Food packaging
Whether cheese, coffee or snacks: product protection depends directly on the barrier against oxygen and water vapour. We help to find the optimum balance between tightness and cost-effectiveness – and also test new sustainable film solutions.
Pharmaceutical and medical technology
Blister packs, transdermal patches and diagnostic products require maximum impermeability.
Permeation measurements provide the data basis for product safety and approval documentation.
Technical applications
Permeation also plays a role outside the food industry: for example, in solar cells, electronics or sensors that are sensitive to moisture.
Focus on sustainability and recyclability
The packaging industry is undergoing change: sustainable and recyclable materials are becoming increasingly important. However, it is often a major challenge to combine barrier properties and recyclability. At Innoform, we therefore also test innovative single-material packaging, paper composites and bio-based films for their barrier properties.
Only objective measurements can determine whether a sustainable alternative is really suitable as a substitute for traditional composite films.
Our data helps manufacturers to combine ecological and functional requirements – a key component of modern packaging development.
Advantages at a glance
With decades of experience in packaging testing, Innoform is your expert partner for all questions relating to permeation, material testing and quality assurance.
Our special features:
- State-of-the-art measuring devices for OTR, WVTR and more
- Accredited tests in accordance with DIN EN ISO/IEC 17025
- Experience with all common standards and materials
- Fast, reliable results with practical interpretation
- Advice from experienced packaging and materials experts
This means that you not only receive figures, but also clear statements and data that you can use directly in your product development. We often classify the values together with our customers and guide them through the next steps in our service package.
Conclusion: Without permeation measurement, there is no safe packaging
Permeation measurements are the key to developing, comparing and improving packaging in a targeted manner. Reproducible, accredited values create transparency – and thus form the basis for quality, product protection and sustainability.
With state-of-the-art measurement technology, scientific precision and a passion for packaging, Innoform ensures that products are and remain optimally protected.
Would you like to learn more about permeation measurements or have your packaging materials tested?
Contact us: www.innoform-testservice.de – or feel free to call Matthias Böhne on +49 94986-11.
And here is a tip for developers and curious minds. Try out our free!